
一种700Mpa级以上热轧带肋高强钢筋用钢及其生产方法.pdf

是你****嘉嘉

1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种700Mpa级以上热轧带肋高强钢筋用钢及其生产方法.pdf
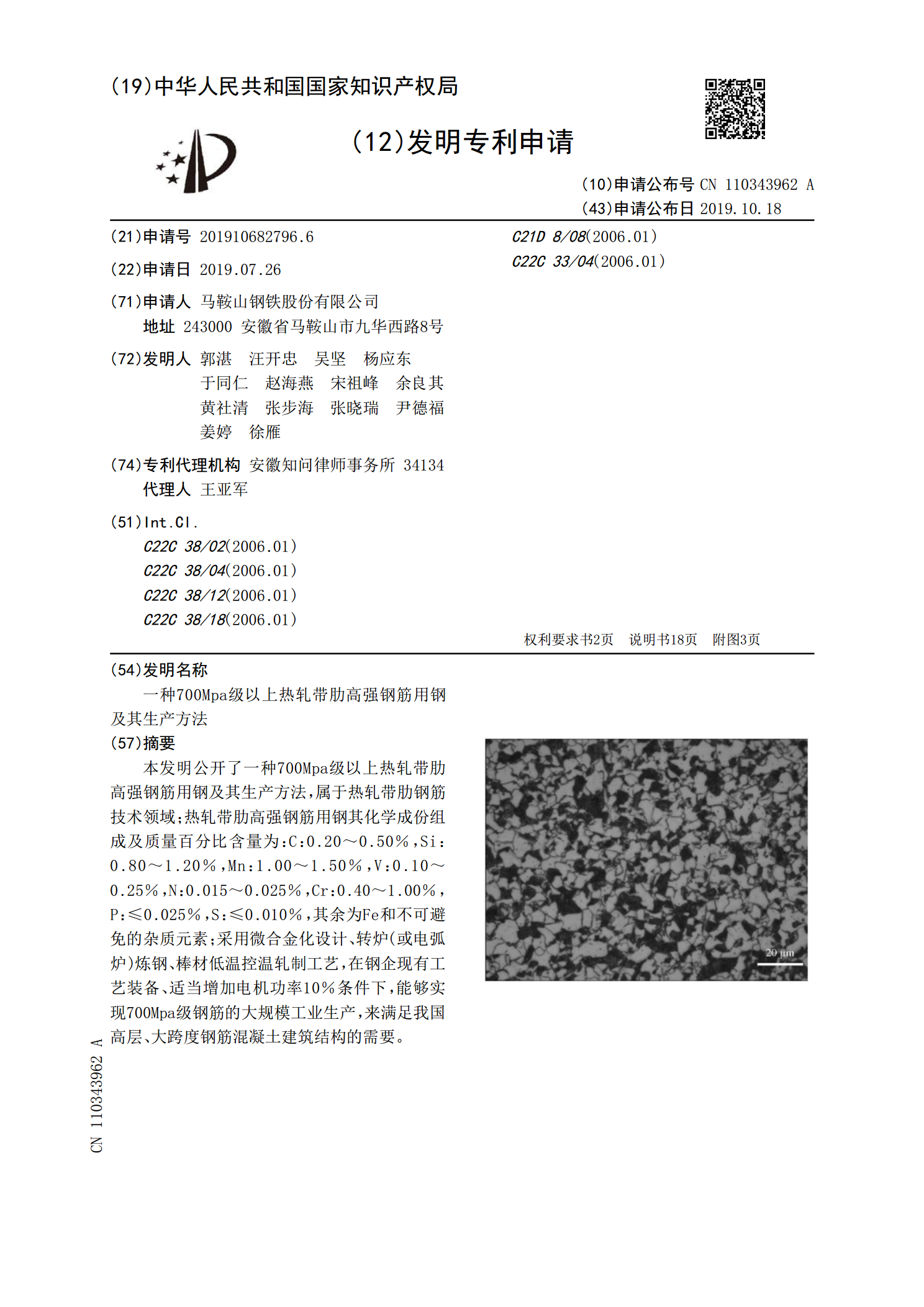
本发明公开了一种700Mpa级以上热轧带肋高强钢筋用钢及其生产方法,属于热轧带肋钢筋技术领域;热轧带肋高强钢筋用钢其化学成份组成及质量百分比含量为:C:0.20~0.50%,Si:0.80~1.20%,Mn:1.00~1.50%,V:0.10~0.25%,N:0.015~0.025%,Cr:0.40~1.00%,P:≤0.025%,S:≤0.010%,其余为Fe和不可避免的杂质元素;采用微合金化设计、转炉(或电弧炉)炼钢、棒材低温控温轧制工艺,在钢企现有工艺装备、适当增加电机功率10%条件下,能够实现70
一种700MPa级高强锚杆用热轧带肋钢筋及生产方法.pdf
本发明公开了一种700MPa级高强锚杆用热轧带肋钢筋及生产方法,钢筋化学成分组成及其质量百分含量为:C:0.24~0.30%,Si:0.6~0.8%,Mn:1.40~1.60%,V:0.15~0.20%,P≤0.030%,S≤0.015%,N:0.020~0.030%,其余为Fe和不可避免的杂质;生产方法包括冶炼、炉外精炼、连铸、铸坯加热、轧制工序。本发明通过对炼钢和轧钢工艺参数的严格控制,显著提高700MPa级高强锚杆用热轧带肋钢筋的强韧性,屈服强度710~810MPa,抗拉强度870~990MPa,断
一种Nb、V复合700MPa级高强抗震钢筋用钢及其生产方法.pdf
本发明公开了一种Nb、V复合700MPa级高强抗震钢筋用钢及其生产方法,属于热轧带肋钢筋技术领域。其化学成份组成及质量百分比含量包括C:0.25~0.35%,Si:0.80~1.20%,Mn:1.00~1.20%,V:0.15~0.25%,Nb:0.010~0.030%,Cr:0.80~1.00%,N:0.015~0.025%,P:≤0.025%、S:≤0.010%,其余为Fe和不可避免的杂质元素;采用Nb、V复合微合金化、转炉炼钢(或电弧炉)、连续棒材轧机轧制,在钢企现有工艺装备水平下,实现700MPa

抗拉强度700Mpa以上的HRB400E普速热轧带肋钢筋及其生产方法.pdf
本发明提供了一种抗拉强度700Mpa以上的HRB400E普速热轧带肋钢筋及其生产方法,所述抗拉强度700Mpa以上的HRB400E普速热轧带肋钢筋的生产方法包括:以下依次进行的工艺阶段:高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、LF精炼、方坯连铸、热连轧、定尺剪切;所述HRB400E普速热轧带肋钢筋的成分按重量百分比为:C:0.19‑0.25%,Si:0.60‑0.80%,Mn:1.45~1.60%,P≤0.040%,S≤0.035%,V:0.065~0.10%,Nb:0.010~0.022%,N:0.
一种600MPa级的热轧带肋钢筋用钢及其冶炼方法.pdf
本发明公开了一种600MPa级的热轧带肋钢筋用钢,以重量百分比计,含C:0.18-0.28%、Si:0.40-0.80%、Mn:1.35-1.60%、P:0-0.045%、S:0-0.045%、V:0.15-0.25%,N:0.034-0.083%,且V/N比为3.0-4.5,其余为Fe和杂质元素。其冶炼方法为:在转炉冶炼出钢过程中,向钢包中每吨钢水加入含1.5-2.6kg纯钒的钒氮合金,并且每吨钢水加入含0.51-4.8kg纯氮的增氮剂,将钢水的V/N比控制在3.0-4.5之间。本发明利用廉价的氮元素充