
轧制过程中的宽展.pdf

文库****品店

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

轧制过程中的宽展.pdf
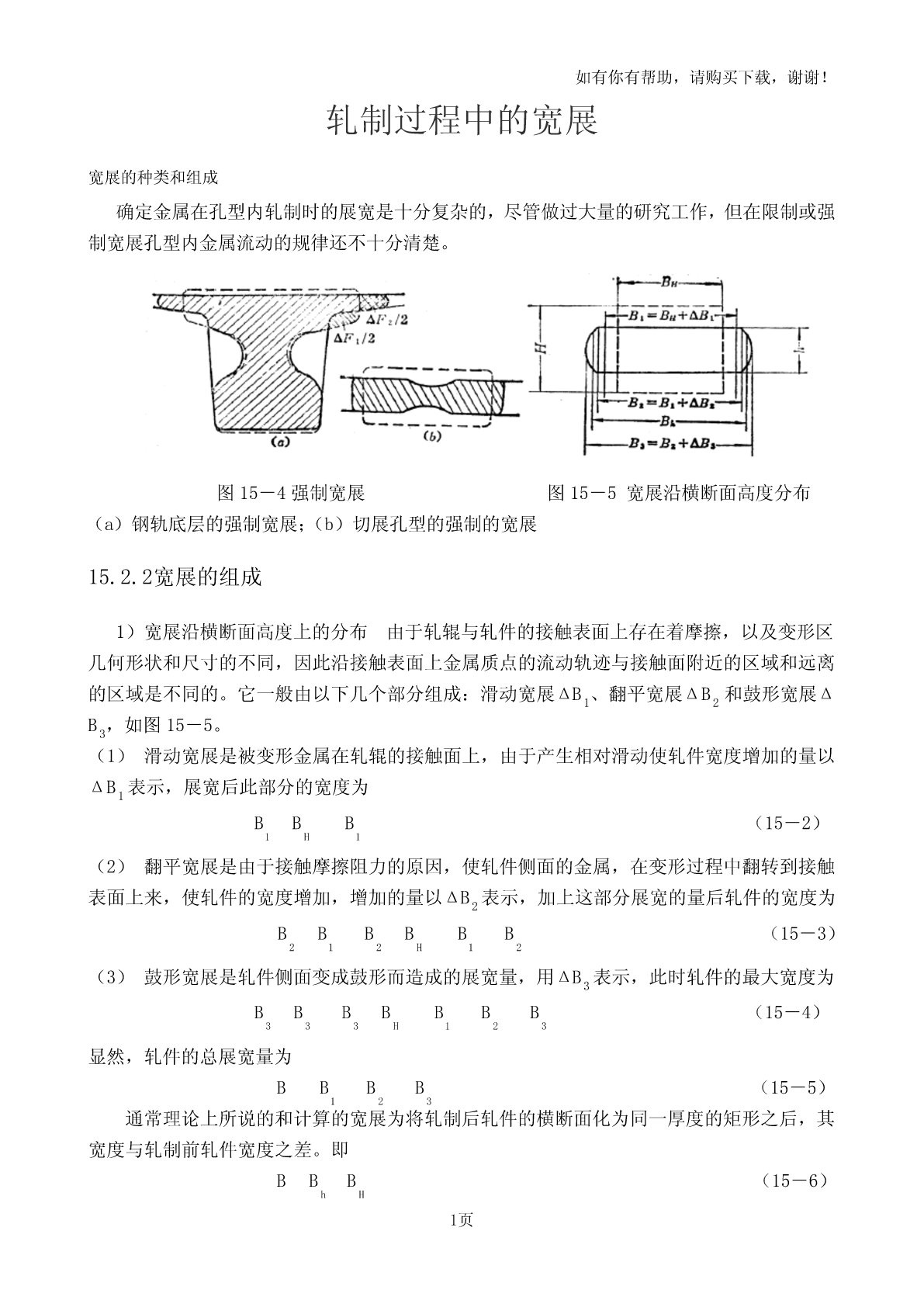
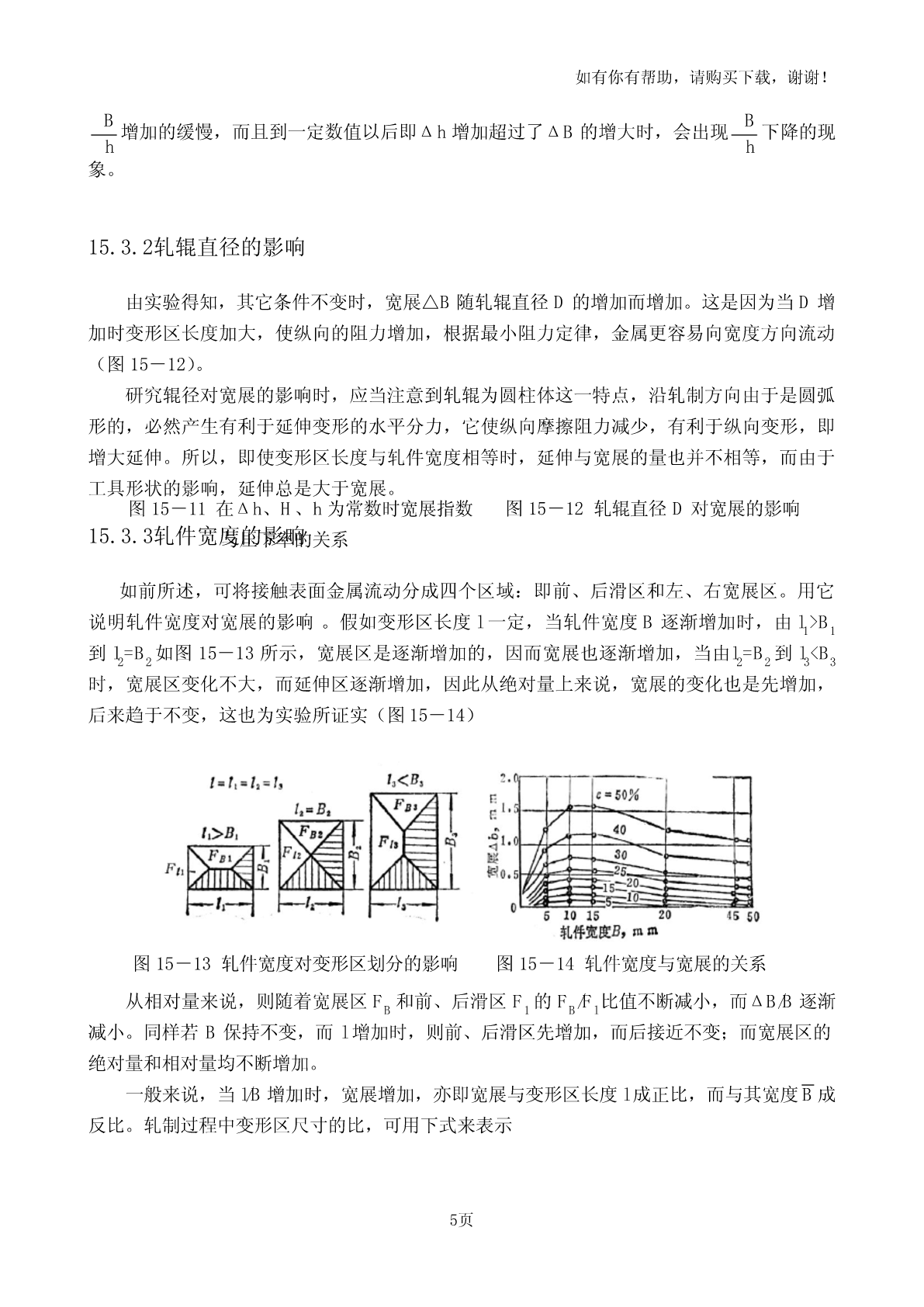
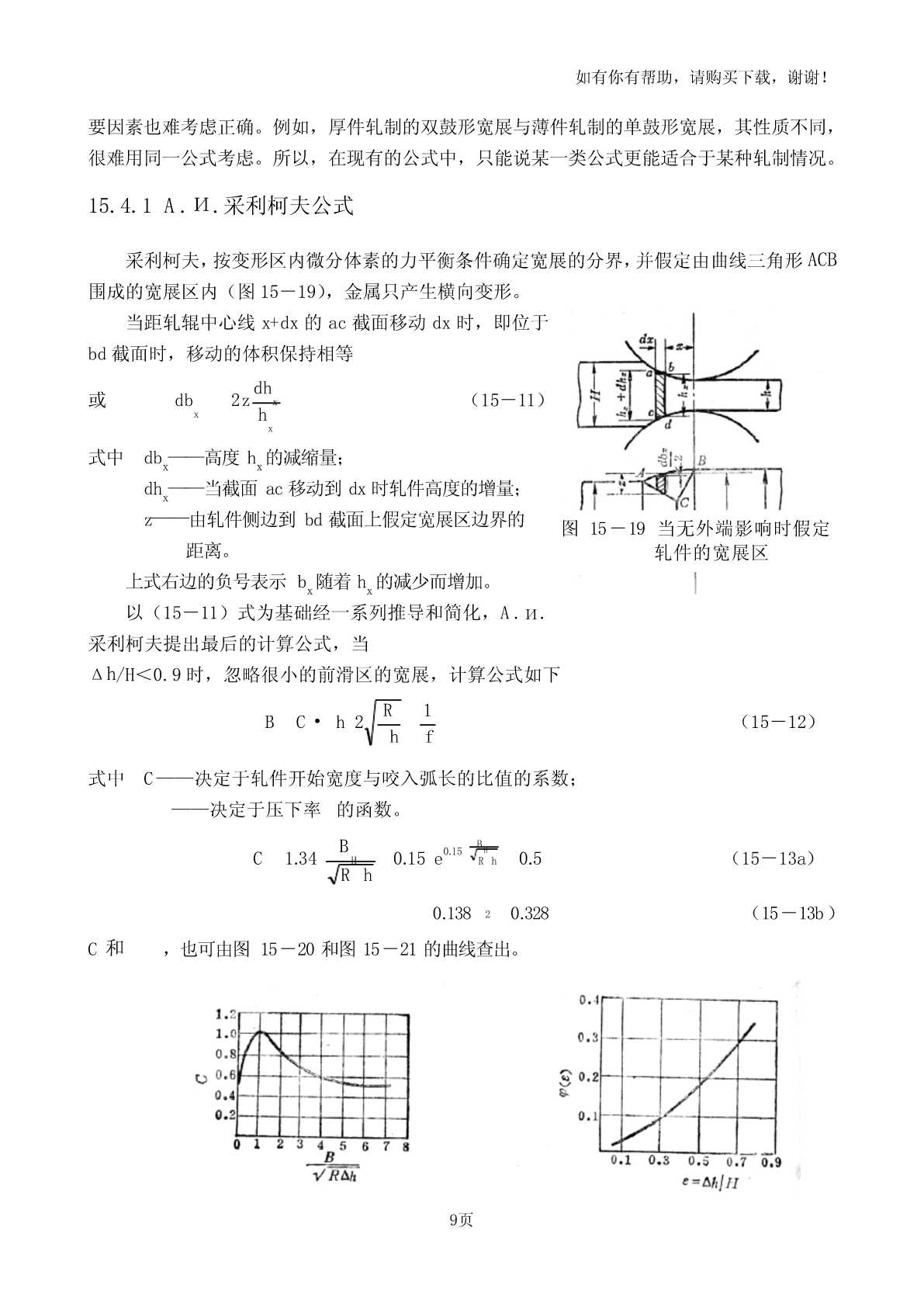
如有你有帮助,请购买下载,谢谢!轧制过程中的宽展宽展的种类和组成确定金属在孔型内轧制时的展宽是十分复杂的,尽管做过大量的研究工作,但在限制或强制宽展孔型内金属流动的规律还不十分清楚。图15-4强制宽展图15-5宽展沿横断面高度分布(a)钢轨底层的强制宽展;(b)切展孔型的强制的宽展15.2.2宽展的组成1)宽展沿横断面高度上的分布由于轧辊与轧件的接触表面上存在着摩擦,以及变形区几何形状和尺寸的不同,因此沿接触表面上金属质点的流动轨迹与接触面附近的区域和远离的区域是不同的。它一般由以下几个部分组成:滑动宽展

环件轧制过程中宽展的研究.docx
环件轧制过程中宽展的研究标题:环件轧制过程中宽展的研究摘要:本论文主要研究环件轧制过程中的宽展现象及其影响因素。首先介绍了环件的应用范围及其重要性,然后对环件轧制过程中宽展现象进行了详细的描述和分析,并对其影响因素进行了探讨。通过实验及数值模拟的方法,本研究对环件轧制过程中的宽展进行了深入研究,提出了相应的优化措施,为环件的生产提供了理论参考和指导。1.引言环件作为一种重要的机械元件,广泛应用于工业生产中,具有承受载荷、传递力量等重要作用。而环件的性能与其制备过程密切相关,宽展是环件制备过程中常见的问题之

粗轧过程中轧制力和宽展的预测与分析.pptx
汇报人:CONTENTSPARTONEPARTTWO轧制力的概念宽展的形成机制轧制力和宽展对轧件质量的影响PARTTHREE基于经验公式的方法基于有限元模拟的方法人工智能算法在轧制力预测中的应用PARTFOUR基于解析公式的方法基于有限元模拟的方法数据驱动模型在宽展预测中的应用PARTFIVE轧制力和宽展之间的相互影响关系轧制力和宽展的协同控制策略轧制力和宽展的优化目标和方法PARTSIX轧制力和宽展预测的实际应用情况案例中使用的具体方法和模型案例中取得的效果和存在的问题对未来研究的展望汇报人:

宽展轧制实例研究报告.docx
宽展轧制实例研究报告本文将对宽展轧制实例进行研究。宽展轧制是一种金属加工方法,通过拉伸和轧制金属,将其加工成带状、薄壁的材料。它被广泛应用于各种工业领域,包括汽车制造、航空航天、建筑和电子设备制造等行业。1.研究目的本研究的目的是通过对宽展轧制实例的详细研究,了解其工作原理、优势和应用领域,以及可能面临的挑战。通过深入的分析和比较,可以为相关领域的从业人员提供宝贵的指导和洞见。2.研究方法本研究采用了文献综述和实地调研两种研究方法。首先,通过查阅相关的文献资料,全面了解宽展轧制的工作原理和应用案例。其次,

【大学资料】轧制速度对宽展的影响.ppt
轧制速度对宽展的影响