
钻杆接头热处理上料装置.pdf

一吃****瀚文


1/9

2/9

3/9

4/9

5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钻杆接头热处理上料装置.pdf
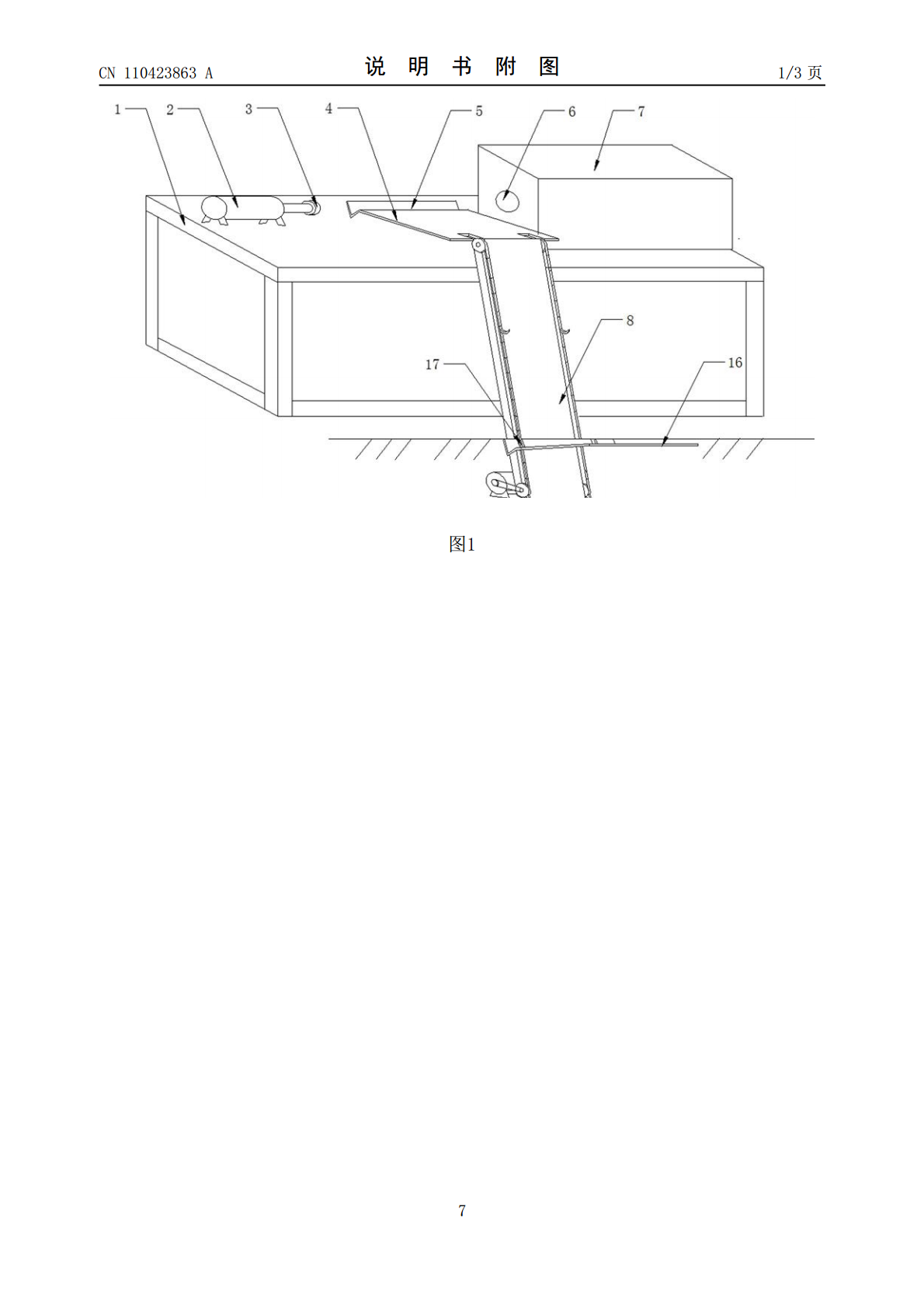
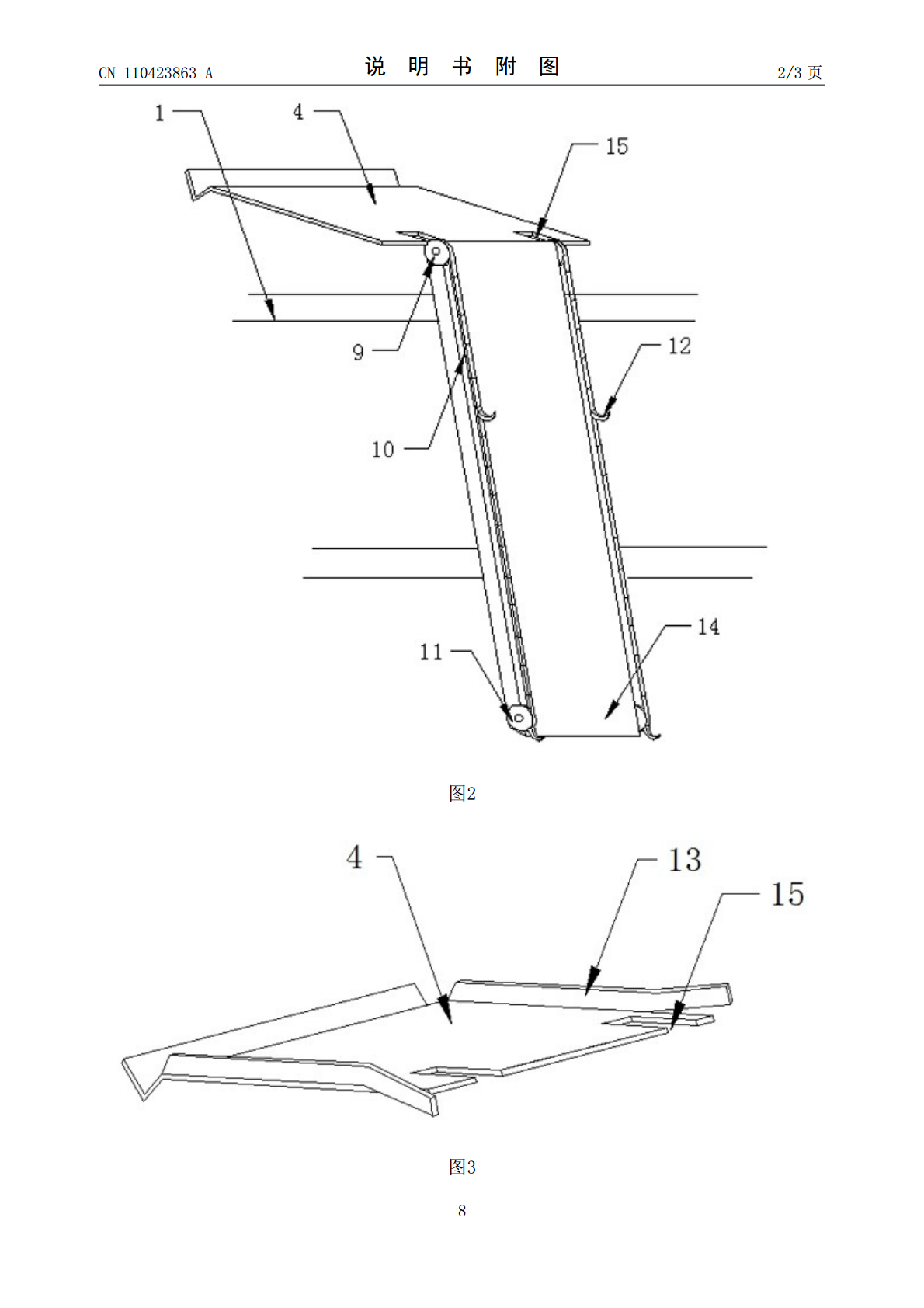
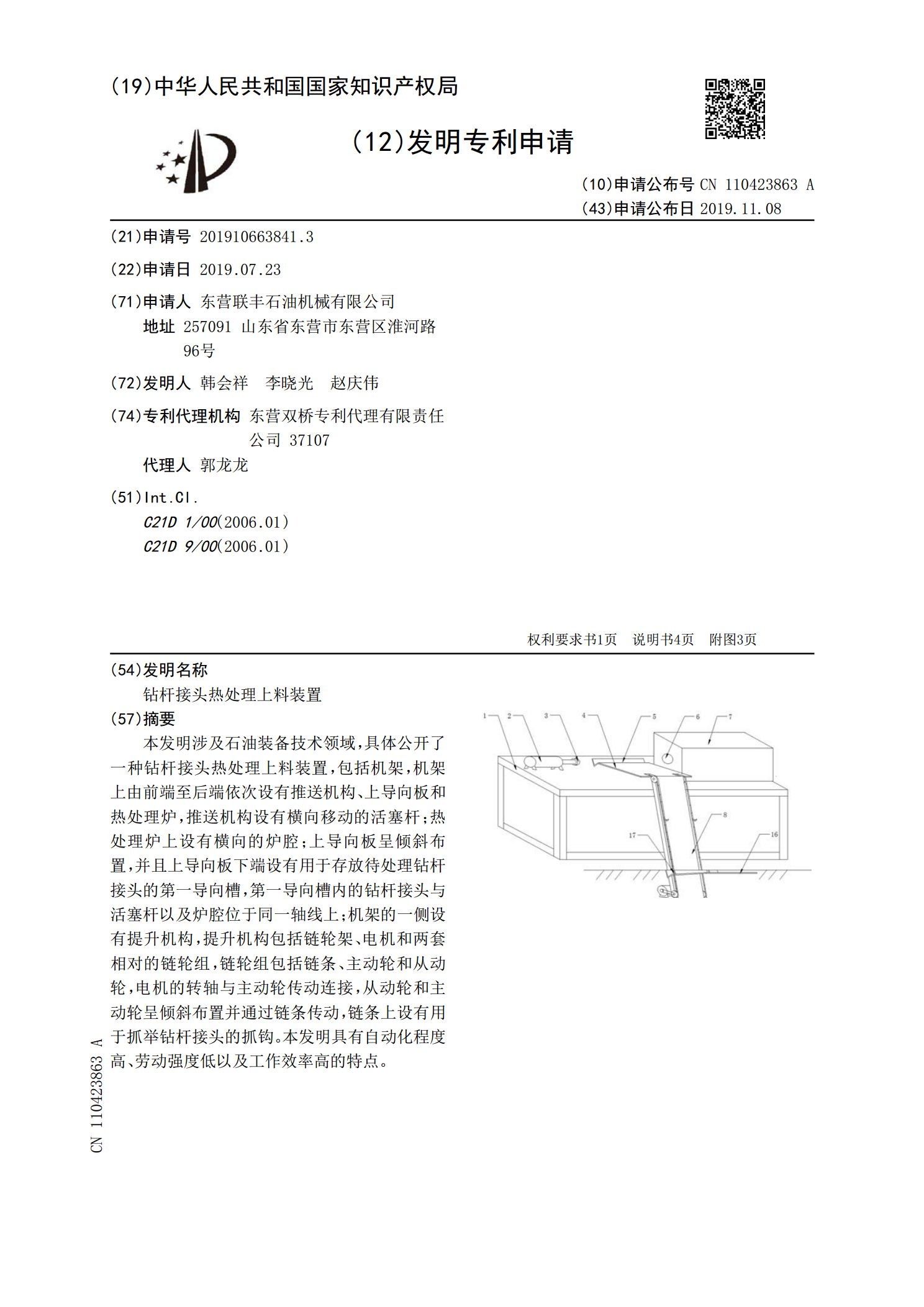
本发明涉及石油装备技术领域,具体公开了一种钻杆接头热处理上料装置,包括机架,机架上由前端至后端依次设有推送机构、上导向板和热处理炉,推送机构设有横向移动的活塞杆;热处理炉上设有横向的炉腔;上导向板呈倾斜布置,并且上导向板下端设有用于存放待处理钻杆接头的第一导向槽,第一导向槽内的钻杆接头与活塞杆以及炉腔位于同一轴线上;机架的一侧设有提升机构,提升机构包括链轮架、电机和两套相对的链轮组,链轮组包括链条、主动轮和从动轮,电机的转轴与主动轮传动连接,从动轮和主动轮呈倾斜布置并通过链条传动,链条上设有用于抓举钻杆接
一种钻杆接头热处理淬火工艺及其装置.pdf
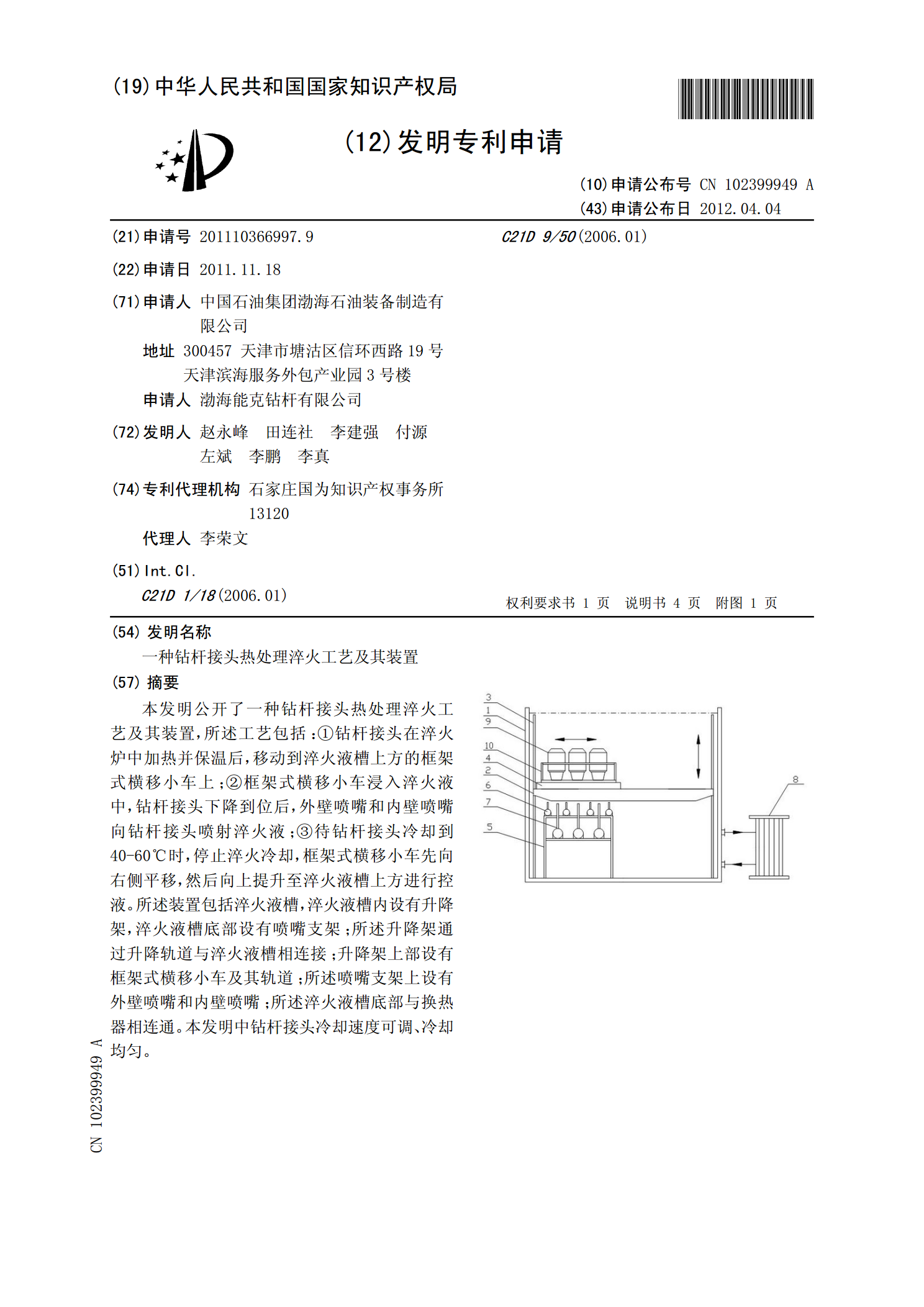
本发明公开了一种钻杆接头热处理淬火工艺及其装置,所述工艺包括:①钻杆接头在淬火炉中加热并保温后,移动到淬火液槽上方的框架式横移小车上;②框架式横移小车浸入淬火液中,钻杆接头下降到位后,外壁喷嘴和内壁喷嘴向钻杆接头喷射淬火液;③待钻杆接头冷却到40-60℃时,停止淬火冷却,框架式横移小车先向右侧平移,然后向上提升至淬火液槽上方进行控液。所述装置包括淬火液槽,淬火液槽内设有升降架,淬火液槽底部设有喷嘴支架;所述升降架通过升降轨道与淬火液槽相连接;升降架上部设有框架式横移小车及其轨道;所述喷嘴支架上设有外壁喷嘴
焊接式加重钻杆接头热处理工艺.pdf
本发明公开了一种焊接式加重钻杆接头热处理工艺,它包括将工件顺序装入箱式淬火炉中,立置大间距安放,炉温升至860℃~890℃后保温至少60分钟,在工件出炉前先搅动淬火油,油温控制在80℃±1℃;然后将工件从炉中取出即投入到淬火油中淬火,工件在淬火油中冷却至少10分钟。在工件在淬火后3.5小时内进行回火处理,回火炉升温至600℃~630℃,保温至少120分钟,最后从回火炉中取出工件即投入到水槽中冷却至常温。本发明主要通过降低淬火上限温度和增加保温时间等一系列技术措施来达到提高淬火质量的目的,从而避免发生开裂问

抗硫石油钻杆接头热处理工艺.pdf
本发明公开了一种抗硫石油钻杆接头热处理工艺,它采用两次淬火三次回火,具体工艺步骤及工艺参数如下:将工件置于箱式淬火炉中加热,炉中充入氮气,加热并保温一段时间后投入到油槽中淬火;待工件冷却至室温后作首次高温回火处理;实施第二次淬火处理,将工件重新置入箱式淬火炉中加热,炉中充入氮气,加热并保温一段时间后投入到油槽中淬火;接着进行第二次高温回火处理;再一次作高温回火处理。本发明通过两次淬火,并提高淬火温度及三次高温回火处理,使工件金相组织形成细小而均匀的马氏体,其中的钼元素充分溶解到每个晶间中,从而将工件的晶粒

钻杆接头上卸扣装置.pdf
本发明涉及一种钻杆接头上卸扣装置,其特征在于它包括油缸I(1)、齿条(2)、过渡齿轮(3)、半圆齿轮(4)、锁紧装置(5)、滑块(6)、连杆(7)和油缸II(8);所述油缸I(1)与齿条(2)相连接,所述齿条(2)与其下方的过渡齿轮(3)相啮合,所述过渡齿轮(3)与其下方的半圆齿轮(4)相啮合,所述半圆齿轮(4)与其下方的锁紧装置(5)相连接,所述锁紧装置(5)下方连接有滑块(6),所述滑块(6)通过连杆(7)与油缸II(8)相连接。本发明钻杆接头上卸扣装置,可根据不同接头调整压力、工作过程中压