
一种离心铸造乙烯裂解炉炉管的制备方法.pdf

雨巷****彦峰

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种离心铸造乙烯裂解炉炉管的制备方法.pdf
一种离心铸造乙烯裂解炉炉管的制备方法,属于乙烯裂解炉炉管技术领域。采用电炉熔炼铸造炉管的合金熔液,合金熔液的化学组成及其质量分数为0.38‑0.47%C,28.16‑28.39%Cr,0.42‑0.49%Mn,
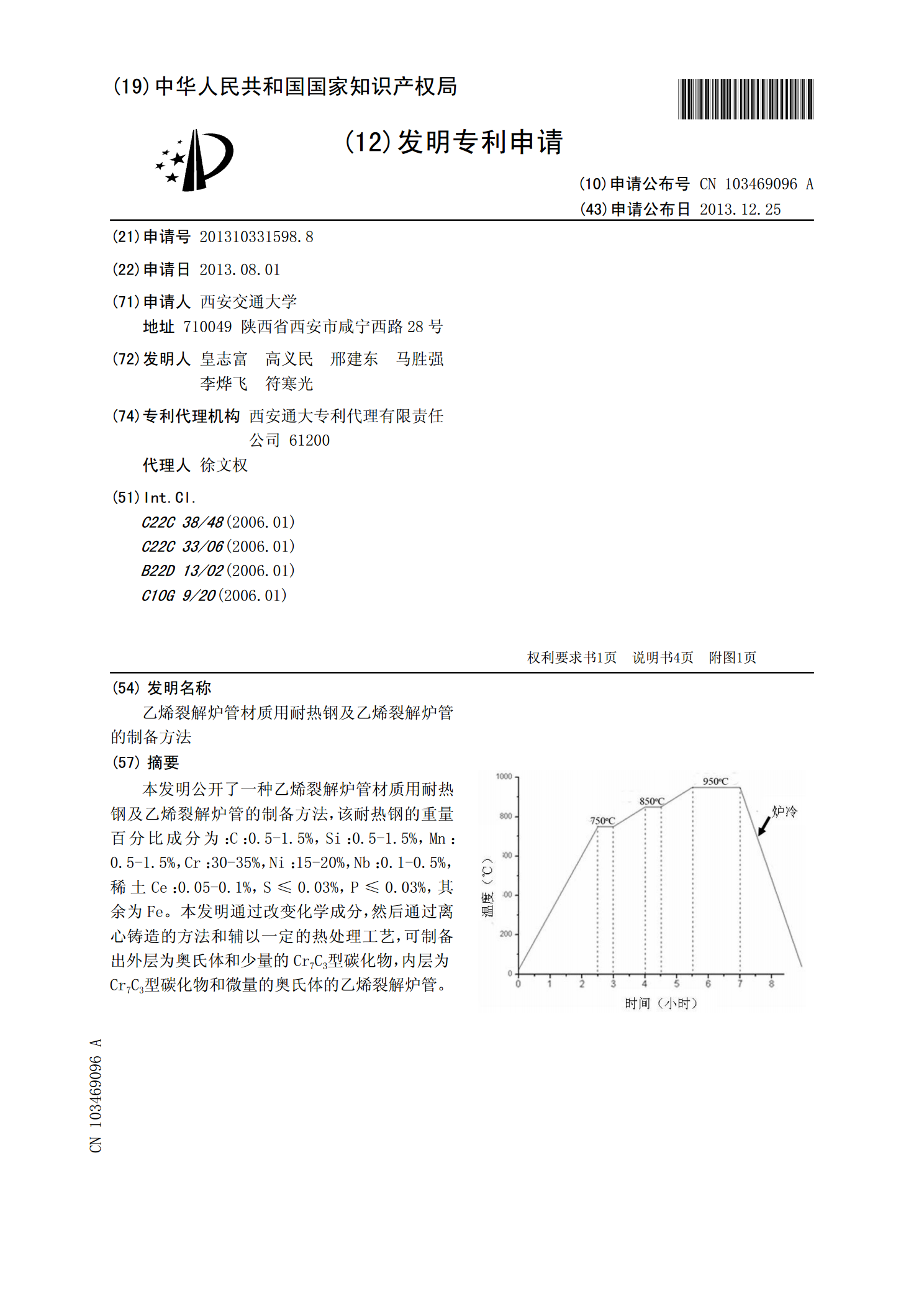
乙烯裂解炉管材质用耐热钢及乙烯裂解炉管的制备方法.pdf
本发明公开了一种乙烯裂解炉管材质用耐热钢及乙烯裂解炉管的制备方法,该耐热钢的重量百分比成分为:C:0.5-1.5%,Si:0.5-1.5%,Mn:0.5-1.5%,Cr:30-35%,Ni:15-20%,Nb:0.1-0.5%,稀土Ce:0.05-0.1%,S≤0.03%,P≤0.03%,其余为Fe。本发明通过改变化学成分,然后通过离心铸造的方法和辅以一定的热处理工艺,可制备出外层为奥氏体和少量的Cr7C3型碳化物,内层为Cr7C3型碳化物和微量的奥氏体的乙烯裂解炉管。
一种防氧化抗结焦的乙烯裂解炉管及其制备方法.pdf
一种防氧化抗结焦的乙烯裂解炉管及其制备方法,属于乙烯裂解炉管技术领域。采用废旧哈氏合金、金属铝、中碳铬铁和铌铁配料,在中频感应电炉内混合加热熔化,将炉内金属熔液升温至1672‑1694℃,然后将金属熔液出炉到浇包,并用喂丝机往浇包内加入多元合金线;多元合金线的尺寸为
一种减缓乙烯裂解炉管结焦和渗碳的裂解炉管及其制造方法.pdf
本发明为一种减缓乙烯裂解炉管结焦和渗碳的裂解炉管及其制造方法。所述的裂解炉管内表面具有一层至少包含下列中一种元素的氧化物膜:Cr、Ni、Fe、Mn、Al、Si、B。其制造方法包括将包含有Cr、Ni、Fe、Mn、C元素的镍铬合金在裂解炉管常规制造过程中直接加入选自Al、Si或B中的至少一种元素制成管材,再将所述的管材在低氧分压气氛下进行热处理,在其内表面生成一层金属和/或非金属的氧化物薄膜。本发明的裂解炉管用于石油烃裂解炉生产低碳数烯烃时,可以减少焦炭在炉管内壁的沉积70%以上。
一种乙烯裂解炉炉管寿命评估方法.pdf
本发明提供了一种乙烯裂解炉炉管寿命评估方法,发明针对特定客户,某特定炉型(原材料,炉管尺寸,成分),不同温度段,不同使用年限,取样品,做包括磁通量,化学,力学,焊接,等分析,并保留一定的样品作为标准样品,根据标准样品建立定制化的数据库,以此数据库为基础,通过检测数据来评估乙烯裂解炉炉管的剩余使用寿命、力学性能、焊接性能等。为客户提供更准确、更全面参考和指导。