
一种加热炉自动燃烧系统.pdf

志信****pp


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种加热炉自动燃烧系统.pdf
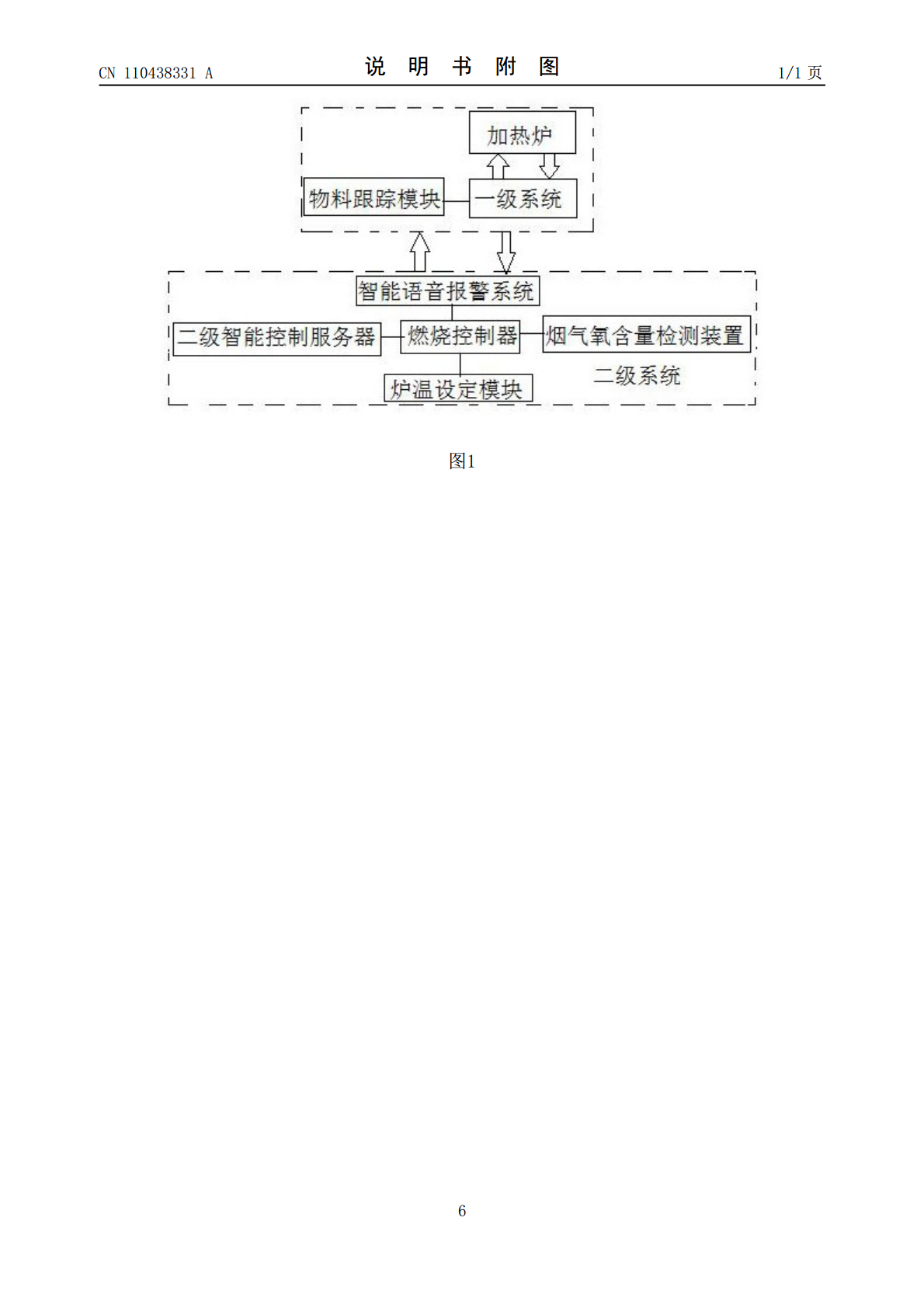
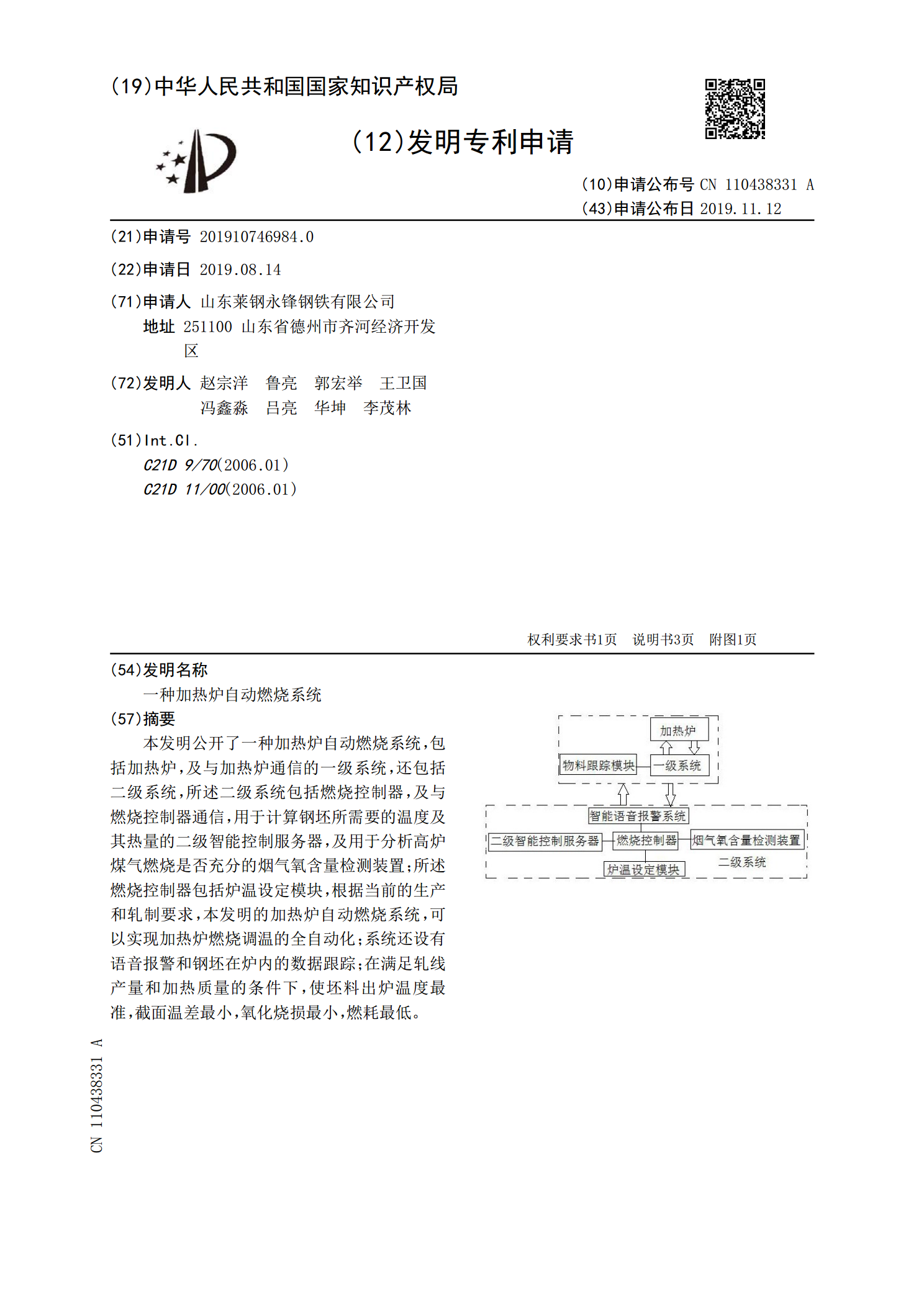
本发明公开了一种加热炉自动燃烧系统,包括加热炉,及与加热炉通信的一级系统,还包括二级系统,所述二级系统包括燃烧控制器,及与燃烧控制器通信,用于计算钢坯所需要的温度及其热量的二级智能控制服务器,及用于分析高炉煤气燃烧是否充分的烟气氧含量检测装置;所述燃烧控制器包括炉温设定模块,根据当前的生产和轧制要求,本发明的加热炉自动燃烧系统,可以实现加热炉燃烧调温的全自动化;系统还设有语音报警和钢坯在炉内的数据跟踪;在满足轧线产量和加热质量的条件下,使坯料出炉温度最准,截面温差最小,氧化烧损最小,燃耗最低。
加热炉燃烧系统.pdf
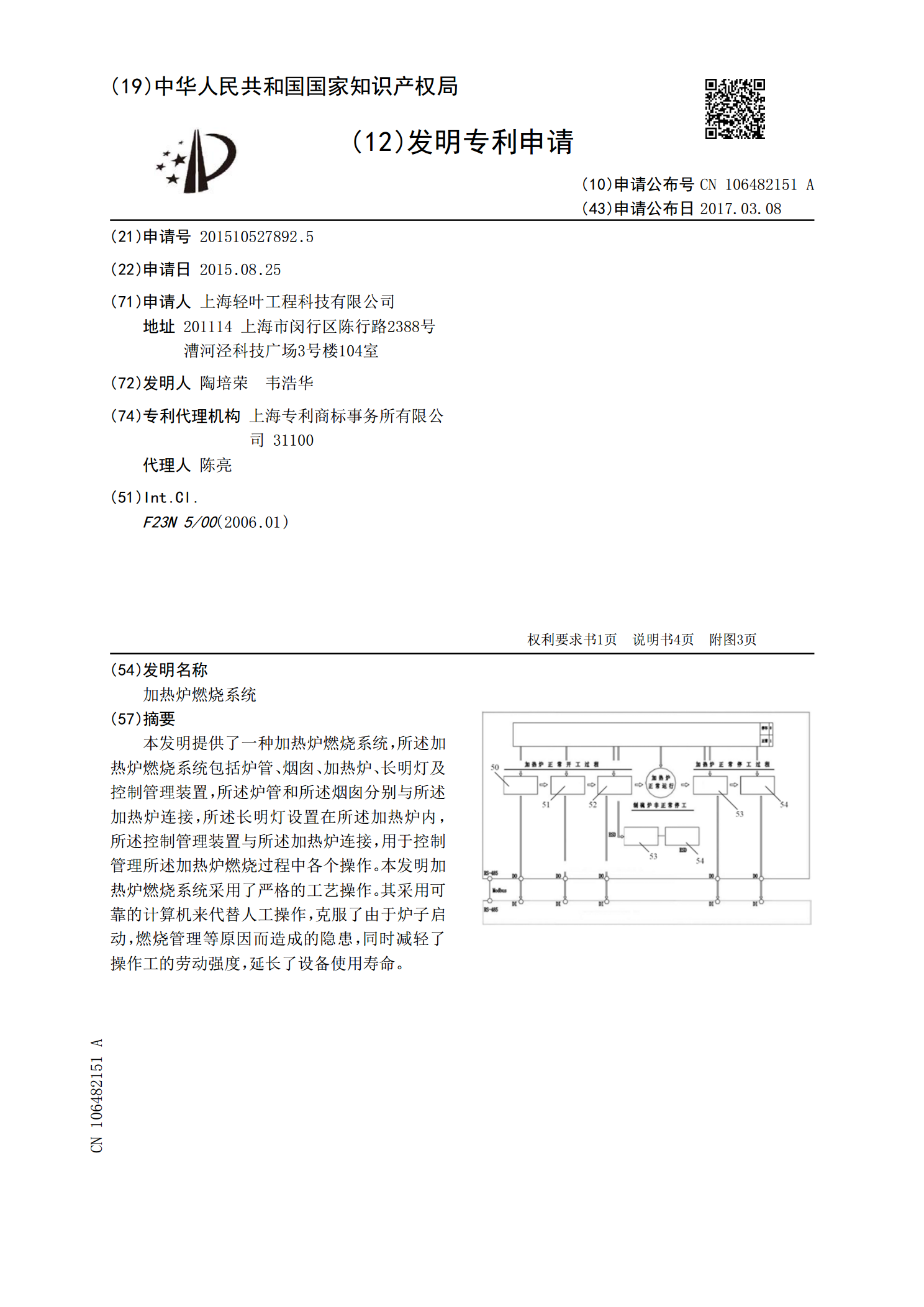
本发明提供了一种加热炉燃烧系统,所述加热炉燃烧系统包括炉管、烟囱、加热炉、长明灯及控制管理装置,所述炉管和所述烟囱分别与所述加热炉连接,所述长明灯设置在所述加热炉内,所述控制管理装置与所述加热炉连接,用于控制管理所述加热炉燃烧过程中各个操作。本发明加热炉燃烧系统采用了严格的工艺操作。其采用可靠的计算机来代替人工操作,克服了由于炉子启动,燃烧管理等原因而造成的隐患,同时减轻了操作工的劳动强度,延长了设备使用寿命。
铝棒加热炉燃烧温度自动控制系统.pdf
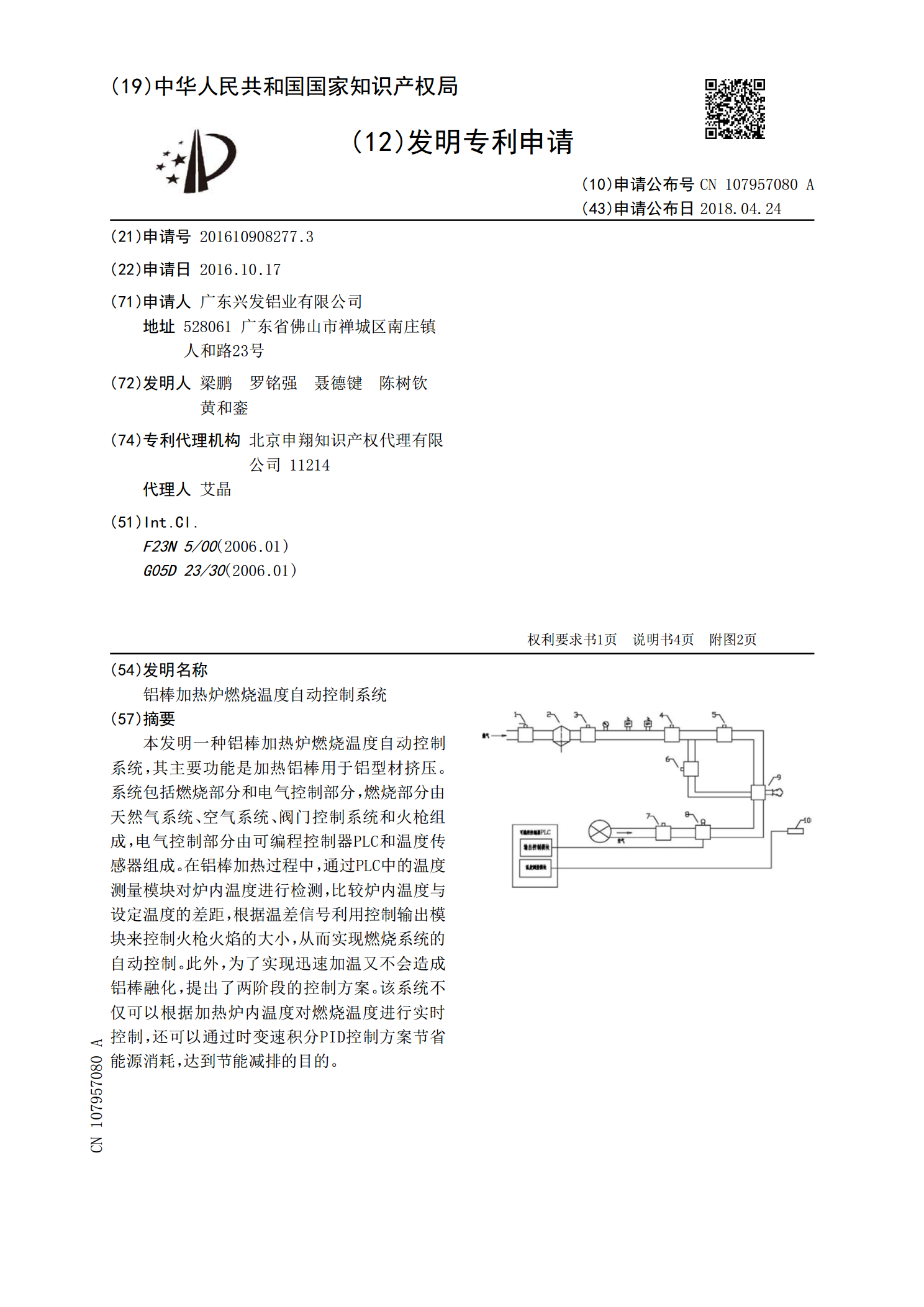
本发明一种铝棒加热炉燃烧温度自动控制系统,其主要功能是加热铝棒用于铝型材挤压。系统包括燃烧部分和电气控制部分,燃烧部分由天然气系统、空气系统、阀门控制系统和火枪组成,电气控制部分由可编程控制器PLC和温度传感器组成。在铝棒加热过程中,通过PLC中的温度测量模块对炉内温度进行检测,比较炉内温度与设定温度的差距,根据温差信号利用控制输出模块来控制火枪火焰的大小,从而实现燃烧系统的自动控制。此外,为了实现迅速加温又不会造成铝棒融化,提出了两阶段的控制方案。该系统不仅可以根据加热炉内温度对燃烧温度进行实时控制,还
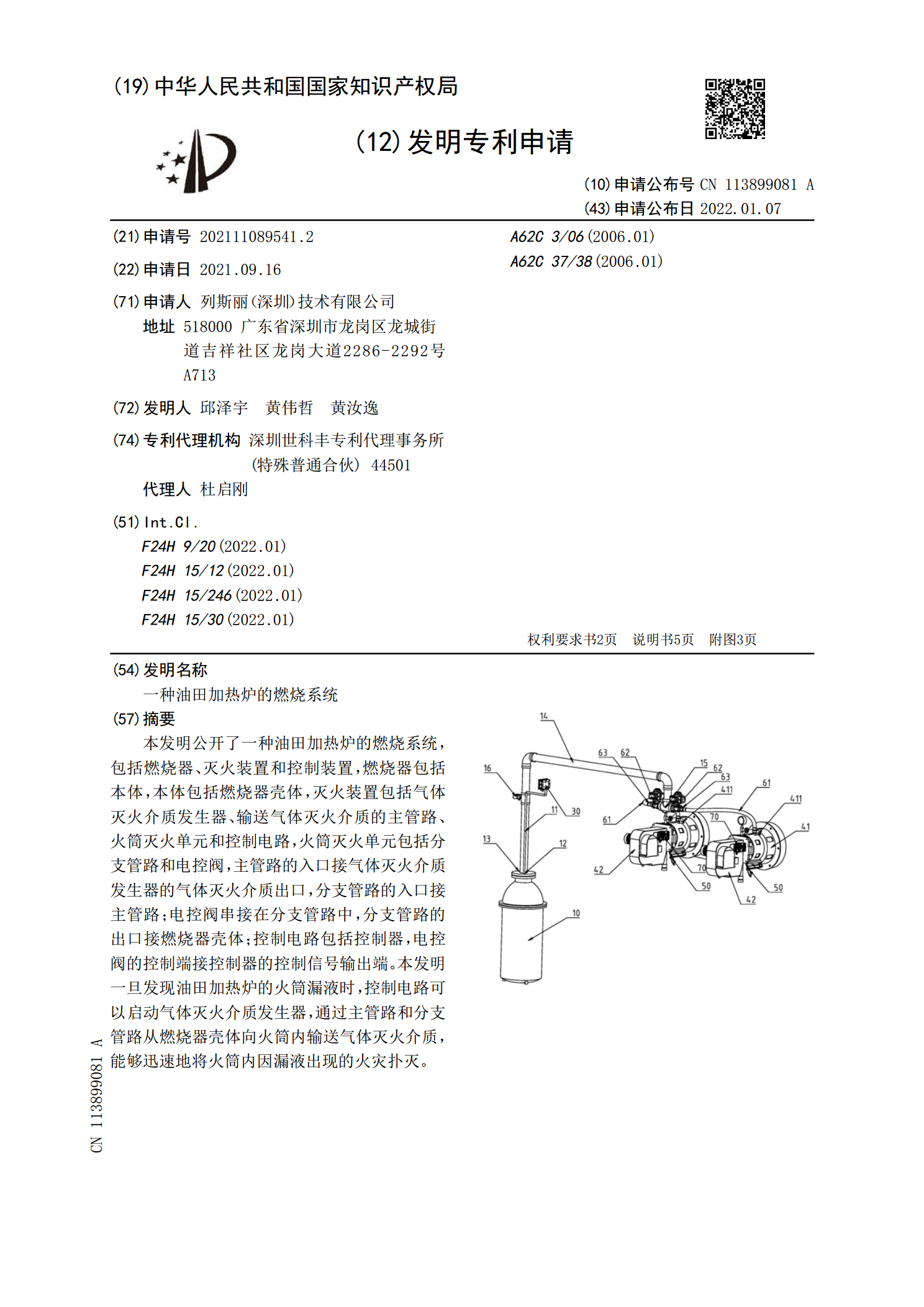
一种油田加热炉的燃烧系统.pdf
本发明公开了一种油田加热炉的燃烧系统,包括燃烧器、灭火装置和控制装置,燃烧器包括本体,本体包括燃烧器壳体,灭火装置包括气体灭火介质发生器、输送气体灭火介质的主管路、火筒灭火单元和控制电路,火筒灭火单元包括分支管路和电控阀,主管路的入口接气体灭火介质发生器的气体灭火介质出口,分支管路的入口接主管路;电控阀串接在分支管路中,分支管路的出口接燃烧器壳体;控制电路包括控制器,电控阀的控制端接控制器的控制信号输出端。本发明一旦发现油田加热炉的火筒漏液时,控制电路可以启动气体灭火介质发生器,通过主管路和分支管路从燃烧
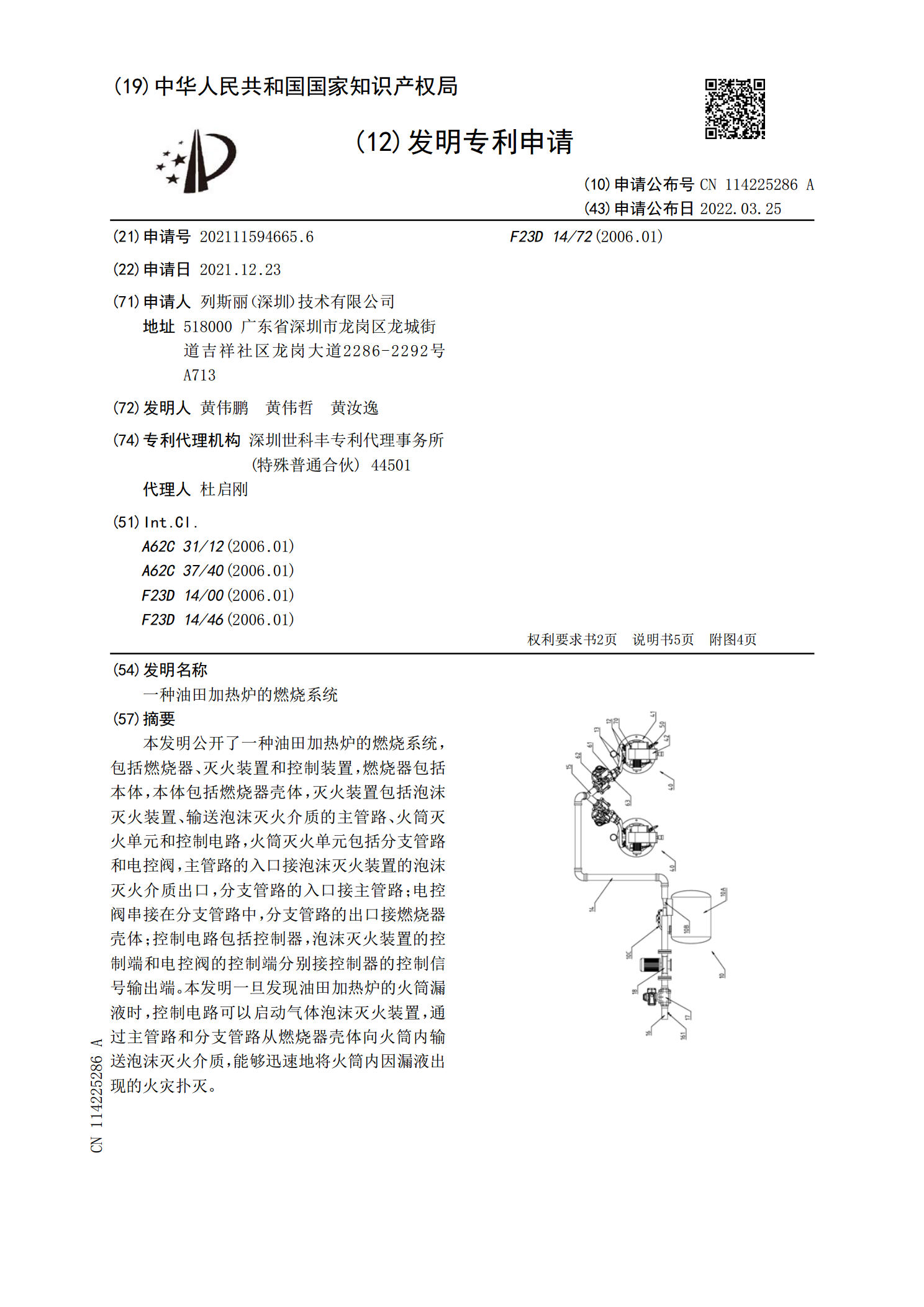
一种油田加热炉的燃烧系统.pdf
本发明公开了一种油田加热炉的燃烧系统,包括燃烧器、灭火装置和控制装置,燃烧器包括本体,本体包括燃烧器壳体,灭火装置包括泡沫灭火装置、输送泡沫灭火介质的主管路、火筒灭火单元和控制电路,火筒灭火单元包括分支管路和电控阀,主管路的入口接泡沫灭火装置的泡沫灭火介质出口,分支管路的入口接主管路;电控阀串接在分支管路中,分支管路的出口接燃烧器壳体;控制电路包括控制器,泡沫灭火装置的控制端和电控阀的控制端分别接控制器的控制信号输出端。本发明一旦发现油田加热炉的火筒漏液时,控制电路可以启动气体泡沫灭火装置,通过主管路和分