
一种变形高温合金细晶棒材的制备方法.pdf

是湛****21

1/10

2/10

3/10

4/10
5/10

6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种变形高温合金细晶棒材的制备方法.pdf
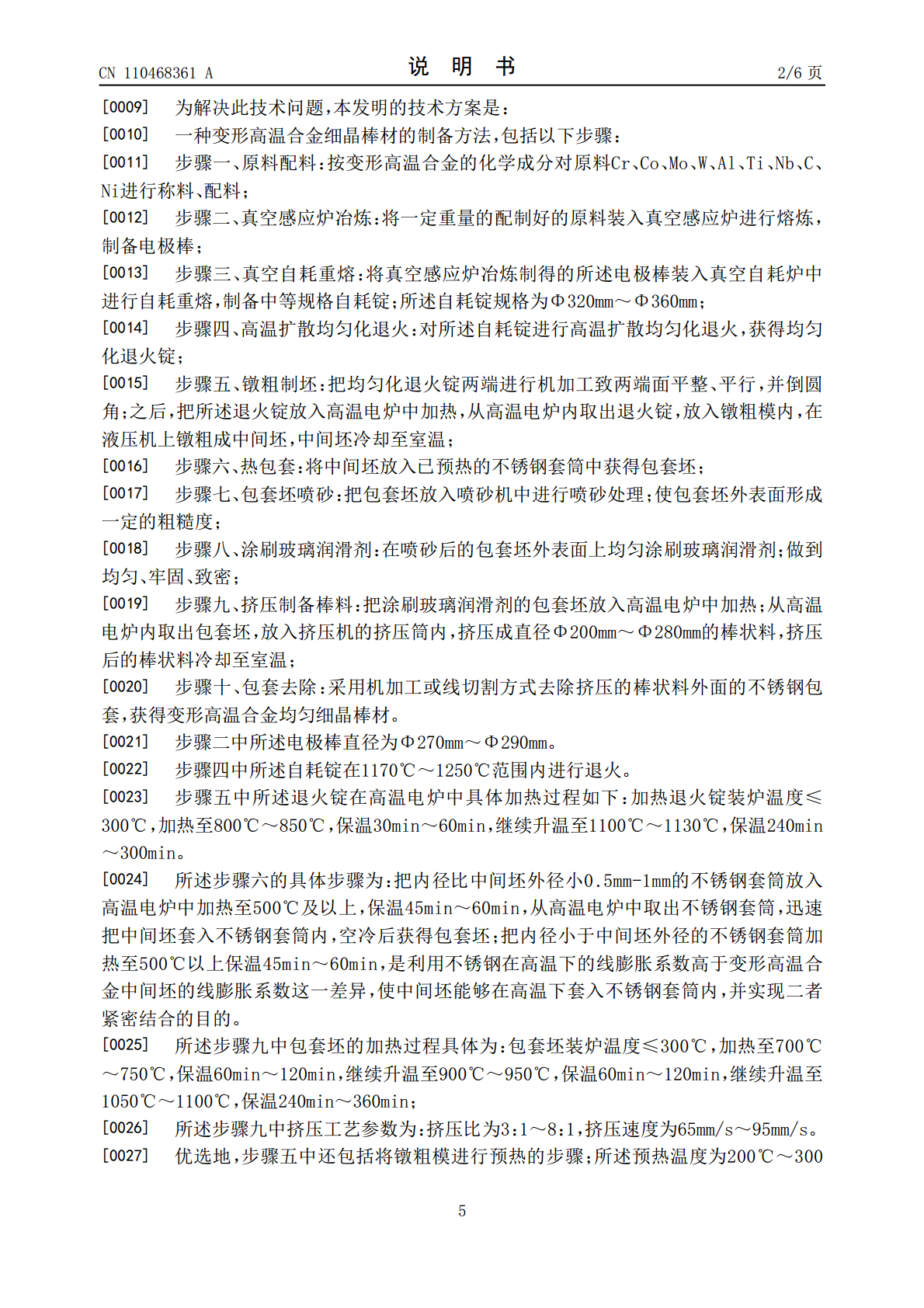
本发明属于高温合金先进加工技术领域,涉及一种变形高温合金细晶棒材的制备方法,包括如下步骤:原料配料、真空感应炉冶炼、真空自耗重熔、高温扩散均匀化退火、镦粗制坯、热包套、包套坯喷砂、涂刷玻璃润滑剂、挤压制备棒料、包套去除。本发明把镦粗和挤压开坯工艺进行有机组合,创新采用小规格锭型制备出大规格棒材,解决了该类材料工艺变形难度大、不易加工成形的问题,棒材晶粒组织细小、均匀,生产的复杂合金化变形高温合金棒材产品质量高,微观组织控制理想,力学性能得到提高和改善,材料合格率高,经济效益显著。

一种优质难变形高温合金低偏析细晶棒材制造方法.pdf
本发明公开一种优质难变形高温合金低偏析细晶棒材制造方法,目的是采用快锻机+径锻机联合锻造生产、经新的均匀化退火工艺,能够获得均匀细小的低偏析晶粒组织和低成分偏析的棒材。具体技术方案:⑴采用钢锭均匀化扩散退火工艺,平衡难变形合金钢锭各成分的偏析系数,得到成分相对低偏析的钢锭;⑵快锻机采用回炉软包套技术达到近似等温锻造,保证棒坯中心到边缘的细小晶粒;⑶通过径锻机变形提高棒材组织均匀性,减少棒材车光量,提高成材率。本发明的有益之处在于:采用快锻机+径锻机联合生产Φ85mm~Φ250mm棒材,中心至边缘均可以获得
一种高温合金细晶棒材的锻制方法.pdf
一种高温合金细晶棒材的锻制方法,属于锻造技术领域。采用镦拔加径锻联合开坯的生产方式,变形量很大且变形方向交替变换,碳化物破碎充分且弥散分布,提高了合金的疲劳性能。棒材最终通过径锻一火成形,避免了回炉空烧导致的晶粒长大,且对棒材外圆变形非常有利,得到晶粒级差小于2级的细晶棒材。因此,这是一种很有前途的适用于高温合金细晶棒材生产的新方法,推广之后必将产生很好的社会经济效益。

难变形高温合金GH4720Li均质细晶棒材轧制方法.pdf
难变形高温合金GH4720Li均质细晶棒材轧制方法,具体步骤为:采用3+1横列式轧机对Φ53mm的GH4720Li坯料进行轧制,为避免轧制过程中温度降低,棒材采用软包套处理,经一火4~8道次轧制为Φ20~33mm成品,采用7棍矫直机对轧制棒材坯料进行在线矫直,提高棒材的直线度,矫直结束后厂房内空冷。本发明解决了难变形高温合金轧制开裂、组织不均匀、易混晶问题,棒材晶粒度达到均匀ASTM8~9级以上,其室温抗拉强度达到1652MPa,延伸率达到14.5%。

一种TC20钛合金细晶棒材的制备方法.pdf
本发明公开了一种TC20钛合金细晶棒材的制备方法,选取纵、横向组织均匀的TC20钛合金锻坯,置于步进式电阻炉中,在相变点以下高温加热,采用一火次多道次对锻坯轧进行精锻;然后在相变点以下将经步骤1精锻的坯料采用步进式电阻炉中加热,并进行单火多道次轧制;最后对其进行热处理,矫直磨光,即得到TC20钛合金细晶棒材。采用本发明方法可以生产出Φ8~Φ15mm横向组织均匀的细晶TC20棒材,比常规轧制工艺生产的棒材横向组织细小均匀,满足GB/T13810‑2007评级图A1‑A3级,各项性能也达到了外科植入物用TC