
一种端进侧出推钢式加热炉自动装出钢设备及其控制方法.pdf

书生****12

1/6
2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种端进侧出推钢式加热炉自动装出钢设备及其控制方法.pdf
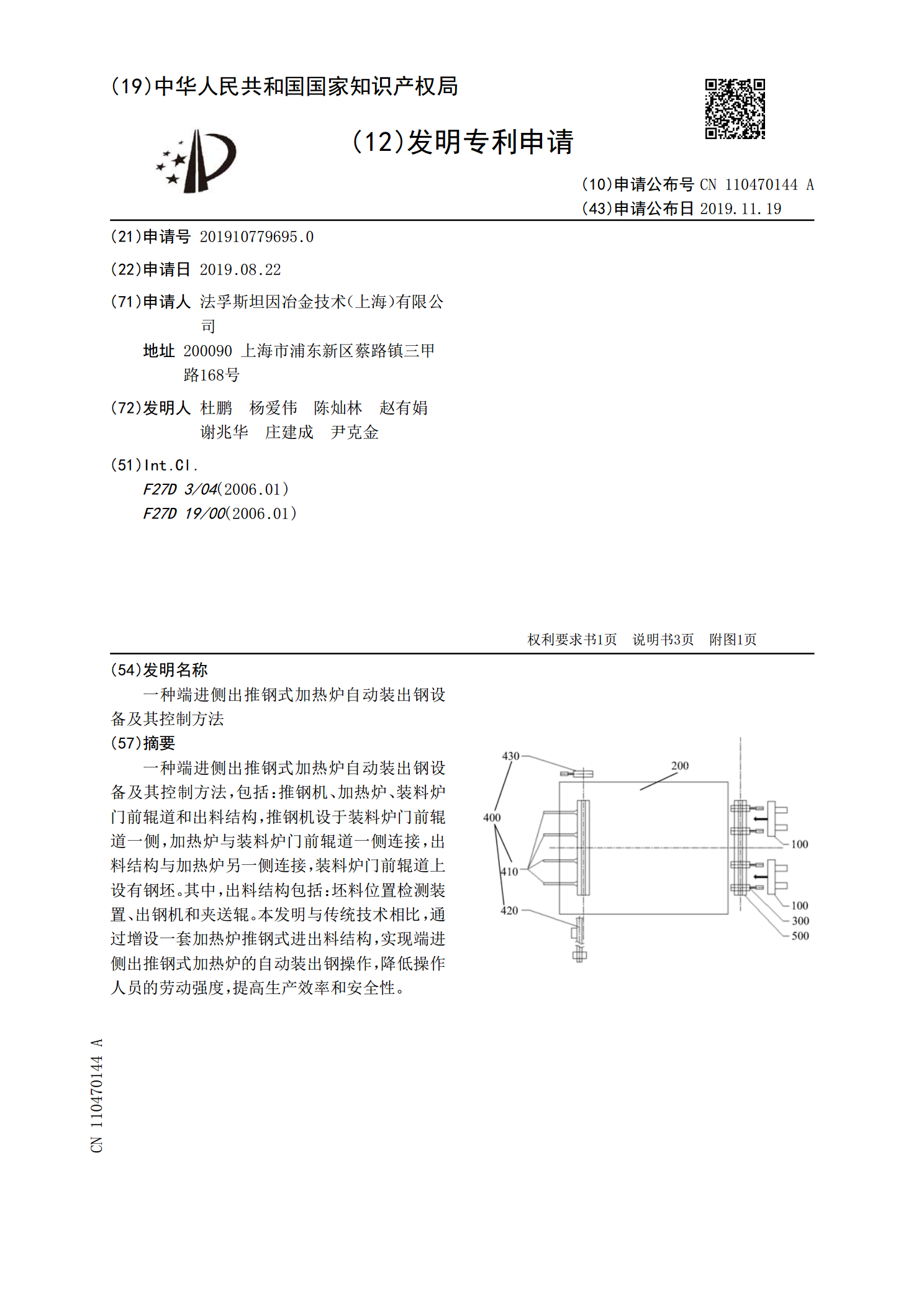
一种端进侧出推钢式加热炉自动装出钢设备及其控制方法,包括:推钢机、加热炉、装料炉门前辊道和出料结构,推钢机设于装料炉门前辊道一侧,加热炉与装料炉门前辊道一侧连接,出料结构与加热炉另一侧连接,装料炉门前辊道上设有钢坯。其中,出料结构包括:坯料位置检测装置、出钢机和夹送辊。本发明与传统技术相比,通过增设一套加热炉推钢式进出料结构,实现端进侧出推钢式加热炉的自动装出钢操作,降低操作人员的劳动强度,提高生产效率和安全性。

端进侧出推钢式加热炉自动定位出钢装置.pdf
本发明公开一种端进侧出推钢式加热炉自动定位出钢装置,主要为了准确定位待出钢钢坯的出钢位置并实现出钢操作自动化而进行的设计。本发明端进侧出推钢式加热炉自动定位出钢装置,包括套管、设置在所述套管内的探针导杆,在所述套管内所述探针导杆的右侧间距设置有探针导杆锁定装置,所述的探针导杆上设置有位移信号板;所述的套管上设置有感应所述位移信号板的电感式传感器;本发明端进侧出推钢式加热炉自动定位出钢装置通过电感式传感器感应位移信号板的位置,从而判定钢坯的位置,准确定位钢坯的出钢位置;同时电感式传感器自动发出信号,控制推钢
推钢式加热炉双线自动进钢方法.pdf
本发明提供一种推钢式加热炉双线自动进钢方法,方法为:在推钢式加热炉的A、B线卡断剪前分钢机处各安装一台热金属检测器,通过前一根钢坯经过激检时的信号,判断前一根钢坯进入的是A线还是B线,从而A、B线控制分钢机动作;待热检信号消失后,根据检测到推钢式加热炉的A、B线钢坯的进钢需求进行自动出钢。本发明能够对现有的推钢式加热炉进行改进,提高钢坯轧制间隔时间的准确性,减少钢坯热能损耗,提高推钢式加热炉进钢自动化程度,还能够优化人员配置,节约人工成本。
推钢式加热炉自动出钢系统.pdf
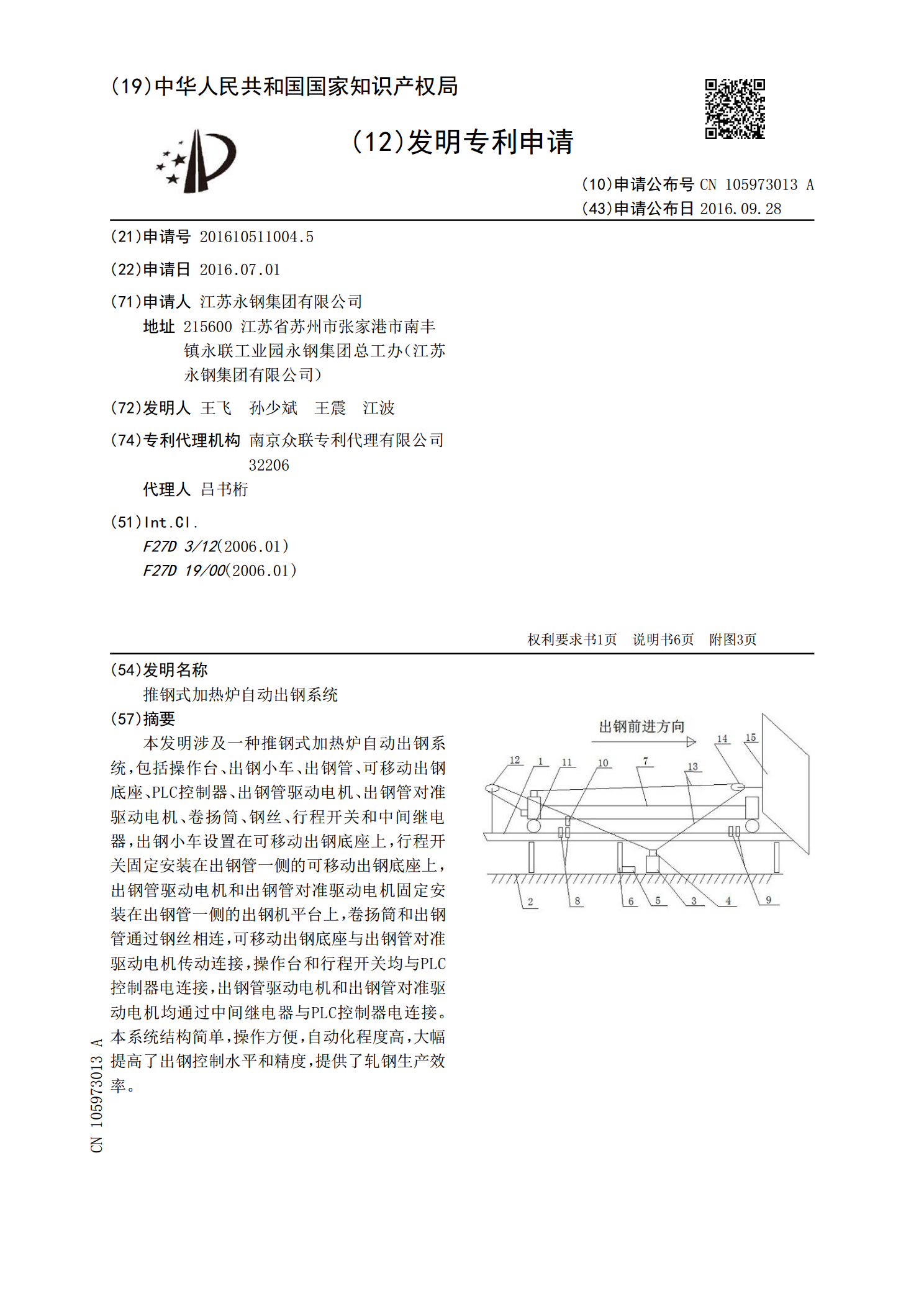
本发明涉及一种推钢式加热炉自动出钢系统,包括操作台、出钢小车、出钢管、可移动出钢底座、PLC控制器、出钢管驱动电机、出钢管对准驱动电机、卷扬筒、钢丝、行程开关和中间继电器,出钢小车设置在可移动出钢底座上,行程开关固定安装在出钢管一侧的可移动出钢底座上,出钢管驱动电机和出钢管对准驱动电机固定安装在出钢管一侧的出钢机平台上,卷扬筒和出钢管通过钢丝相连,可移动出钢底座与出钢管对准驱动电机传动连接,操作台和行程开关均与PLC控制器电连接,出钢管驱动电机和出钢管对准驱动电机均通过中间继电器与PLC控制器电连接。本系

一种端进端出推钢式加热炉进出钢控制系统及控制方法.pdf
一种端进端出推钢式加热炉进出钢控制系统及控制方法,属于推钢炉进出钢设备技术领域,在推钢机或出钢机的工作初始位处设置有光电传感器Ⅰ,光电传感器Ⅰ通过PLC控制单元与推钢机或出钢机电连接并对推钢和取钢的检测行程清零;离合器Ⅰ或离合器Ⅱ的分闸位处设置光电传感器Ⅱ,离合器Ⅰ或离合器Ⅱ的合闸位处设置光电传感器Ⅲ,上位机、光电传感器Ⅱ和光电传感器Ⅲ通过PLC控制单元与离合器Ⅰ或离合器Ⅱ电连接,本发明的有益效果是,本发明在每次推钢和取钢动作完成后,推钢机和取钢机可自动回到初始位,降低了故障率,而且可进行准确离合动作,操