
一种消除核反应堆堆内密封筒焊接应力的方法.pdf

一吃****春艳

1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种消除核反应堆堆内密封筒焊接应力的方法.pdf
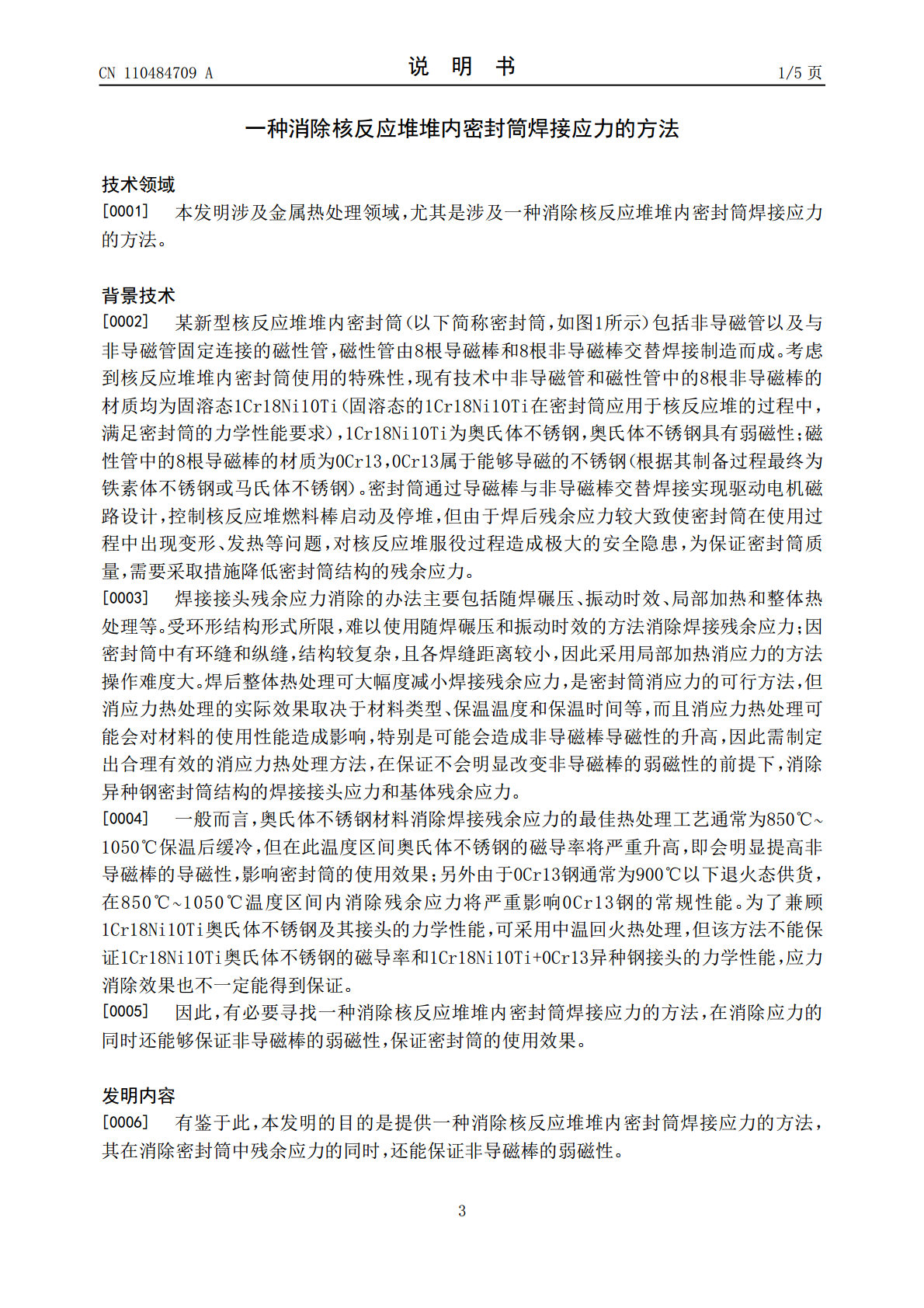
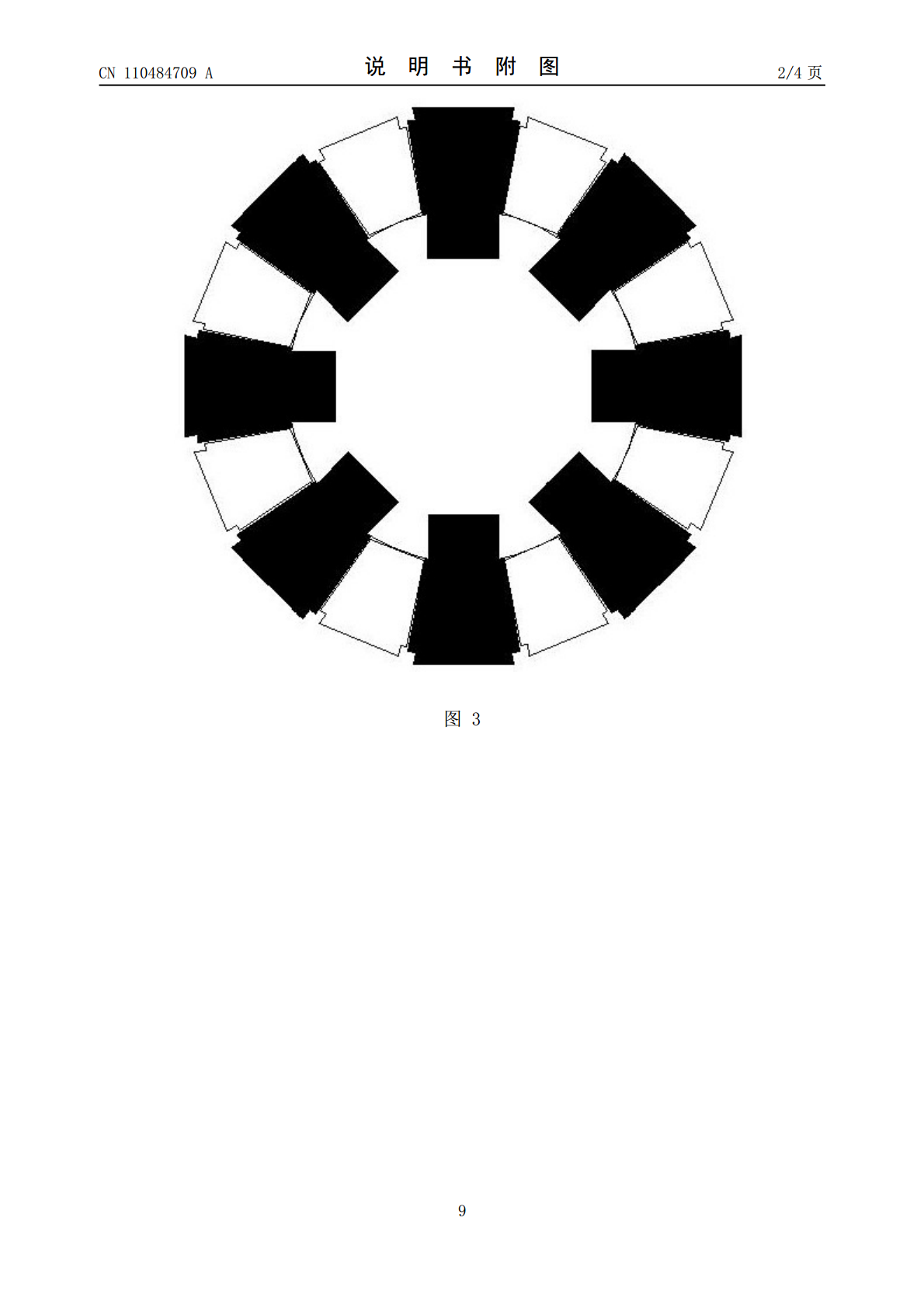
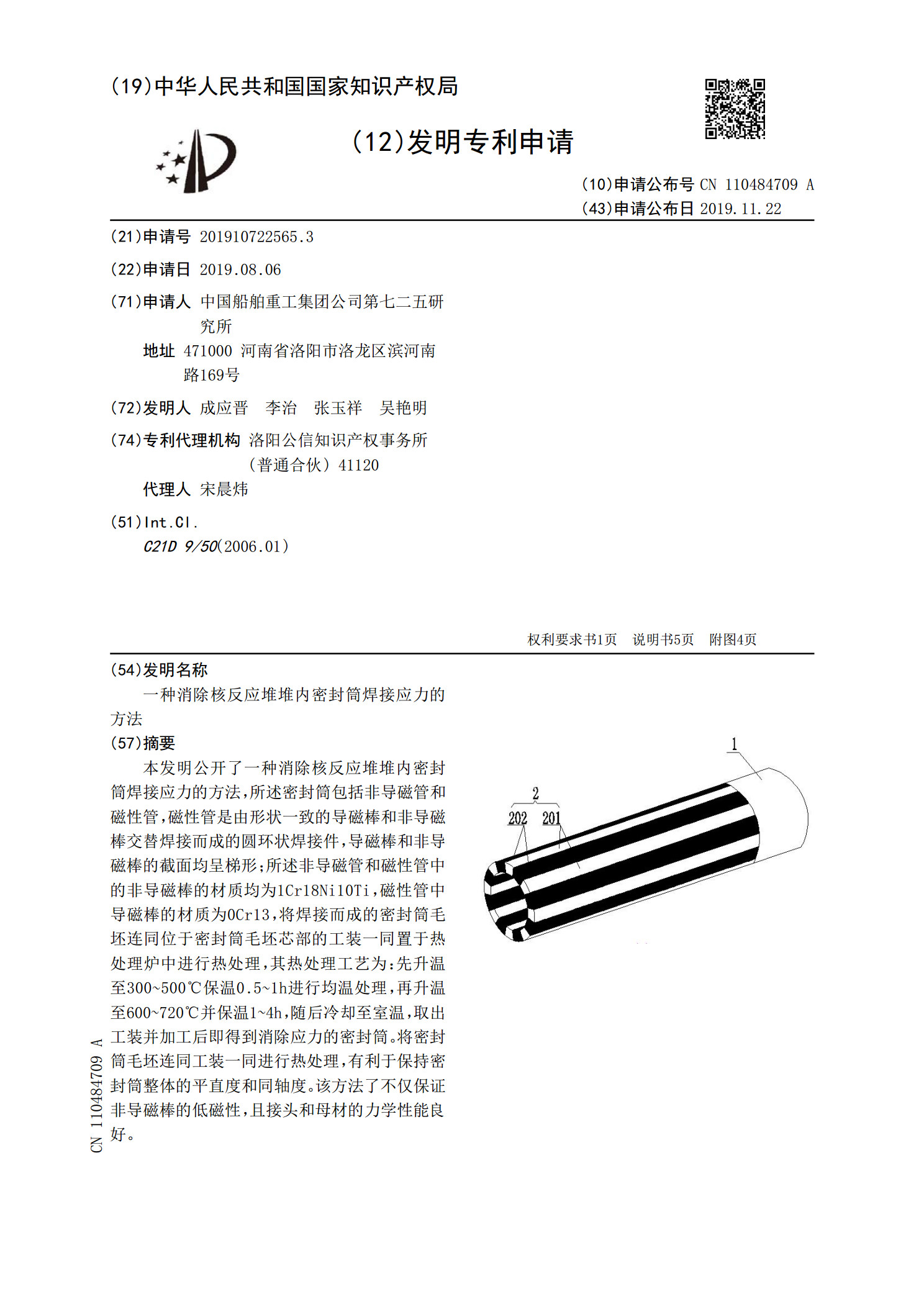
本发明公开了一种消除核反应堆堆内密封筒焊接应力的方法,所述密封筒包括非导磁管和磁性管,磁性管是由形状一致的导磁棒和非导磁棒交替焊接而成的圆环状焊接件,导磁棒和非导磁棒的截面均呈梯形;所述非导磁管和磁性管中的非导磁棒的材质均为1Cr18Ni10Ti,磁性管中导磁棒的材质为0Cr13,将焊接而成的密封筒毛坯连同位于密封筒毛坯芯部的工装一同置于热处理炉中进行热处理,其热处理工艺为:先升温至300~500℃保温0.5~1h进行均温处理,再升温至600~720℃并保温1~4h,随后冷却至室温,取出工装并加工后即得到

核反应堆堆内构件焊接工艺评定.docx
核反应堆堆内构件焊接工艺评定核反应堆是一种利用核能进行能量转换的装置,其内部构件的焊接工艺评定是确保反应堆安全运行的重要环节。本论文旨在探讨核反应堆堆内构件焊接工艺评定的重要性、评定的方法和关键要素,以及其对核反应堆安全性和稳定性的影响。一、核反应堆堆内构件焊接工艺评定的重要性核反应堆的正常运行依赖于堆内各种构件的安全和可靠性。而焊接是核反应堆内构件加工的一种常见方法。焊接工艺评定可以确保焊缝的质量,保证构件的完整性和密封性,防止泄漏和腐蚀的产生,从而保障核反应堆的安全运行。焊接工艺评定还可以帮助确定适合

焊接残余应力的测定及消除方法.docx
焊接残余应力的测定及消除方法焊接是一种常见的金属连接方法,常见于机械、航空、汽车等行业。然而,焊接过程中会产生残余应力,这些应力会影响接头的力学性能和使用寿命,因此必须对焊接残余应力进行测定和消除。一、焊接残余应力的产生原因焊接产生残余应力的主要原因是热应变不均匀,即各个部位的膨胀率不同,导致焊接接头受到应力的影响。这些应力包括热应力、收缩应力、冷却应力等。热应力是由于焊接过程中,焊接区域受到高温作用后然后在冷却过程中收缩所形成的应力。收缩应力是由于焊接过程中,在局部加热后,焊件在冷却过程中由于晶粒的组织

钢结构的焊接残余应力与消除方法.docx
钢结构的焊接残余应力与消除方法摘要:钢结构在焊接的过程中,经常会有焊接参与应力的存在,这会对其总体的施工质量及使用质量产生一定的影响,为了消除这种焊接残余应力,要对其形成原因及影响因素进行分析,在此基础上提出相关的消除措施,本文就针对此予以简单分析。关键词:钢结构;焊接残余应力;消除在钢结构的施工过程中,其中一种非常重要的施工工艺就是焊接,这是一个非常复杂的过程,其中涉及到力学、冶金、传热、电弧物理等各个学科的知识,在进行钢结构的焊接时,为了保证其焊接质量及各种使用性能参数,对其焊接残余应力的产生原因进行

钢结构的焊接残余应力与消除方法.docx
钢结构的焊接残余应力与消除方法摘要:钢结构在焊接的过程中,经常会有焊接参与应力的存在,这会对其总体的施工质量及使用质量产生一定的影响,为了消除这种焊接残余应力,要对其形成原因及影响因素进行分析,在此基础上提出相关的消除措施,本文就针对此予以简单分析。关键词:钢结构;焊接残余应力;消除在钢结构的施工过程中,其中一种非常重要的施工工艺就是焊接,这是一个非常复杂的过程,其中涉及到力学、冶金、传热、电弧物理等各个学科的知识,在进行钢结构的焊接时,为了保证其焊接质量及各种使用性能参数,对其焊接残余应力的产生原因进行