
一种双层板结构的钎焊/瞬时液态扩散焊分步复合连接方法.pdf

梦影****主a


1/8

2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双层板结构的钎焊/瞬时液态扩散焊分步复合连接方法.pdf
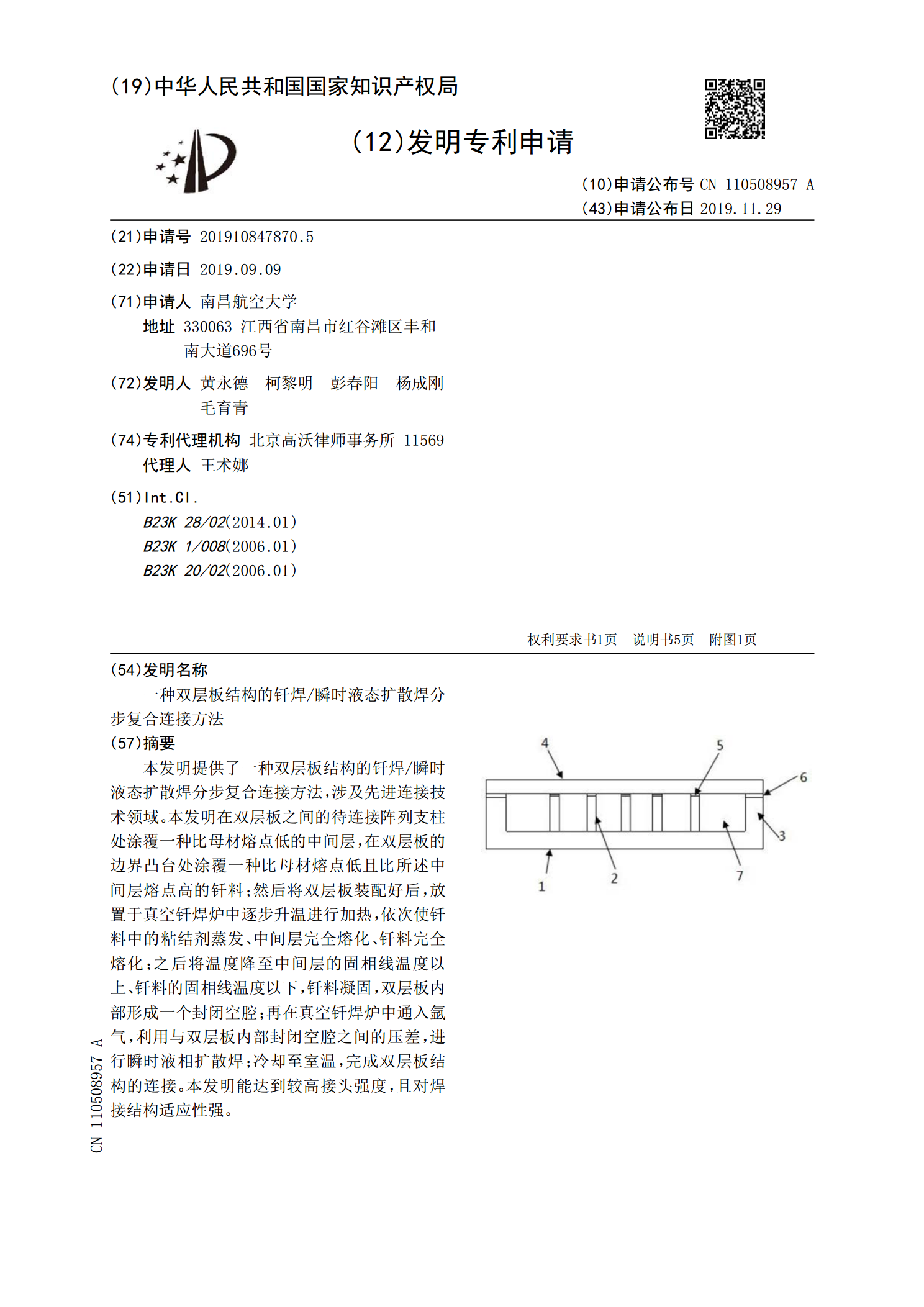
本发明提供了一种双层板结构的钎焊/瞬时液态扩散焊分步复合连接方法,涉及先进连接技术领域。本发明在双层板之间的待连接阵列支柱处涂覆一种比母材熔点低的中间层,在双层板的边界凸台处涂覆一种比母材熔点低且比所述中间层熔点高的钎料;然后将双层板装配好后,放置于真空钎焊炉中逐步升温进行加热,依次使钎料中的粘结剂蒸发、中间层完全熔化、钎料完全熔化;之后将温度降至中间层的固相线温度以上、钎料的固相线温度以下,钎料凝固,双层板内部形成一个封闭空腔;再在真空钎焊炉中通入氩气,利用与双层板内部封闭空腔之间的压差,进行瞬时液相扩

一种蜂窝结构扩散钎焊连接方法.pdf
本发明涉及一种蜂窝结构扩散钎焊连接方法,属于焊接技术领域;步骤一、在蜂窝芯的水平周向侧壁处设置骨架;步骤二、在下蒙皮的上表面预置一层中间层后,将下蒙皮贴附在蜂窝芯的底部;在上蒙皮的下表面预置一层中间层后,将上蒙皮贴附在蜂窝芯的顶部;放置在下石墨模具上,并在顶部放置上石墨模具;步骤三、在上石墨模具的顶部预置压块;形成工件;步骤四、将n个石墨夹块均匀设置在工件的侧壁处;实现对工件周向边缘的夹紧;步骤五、对夹持工装进行加热冷却处理,获得扩散钎焊后的蜂窝结构;本发明焊接质量更高,尤其适用于带复杂型面和对力学性能、
一种扩散连接工艺制备钛-钛复合双层坯料的方法.pdf
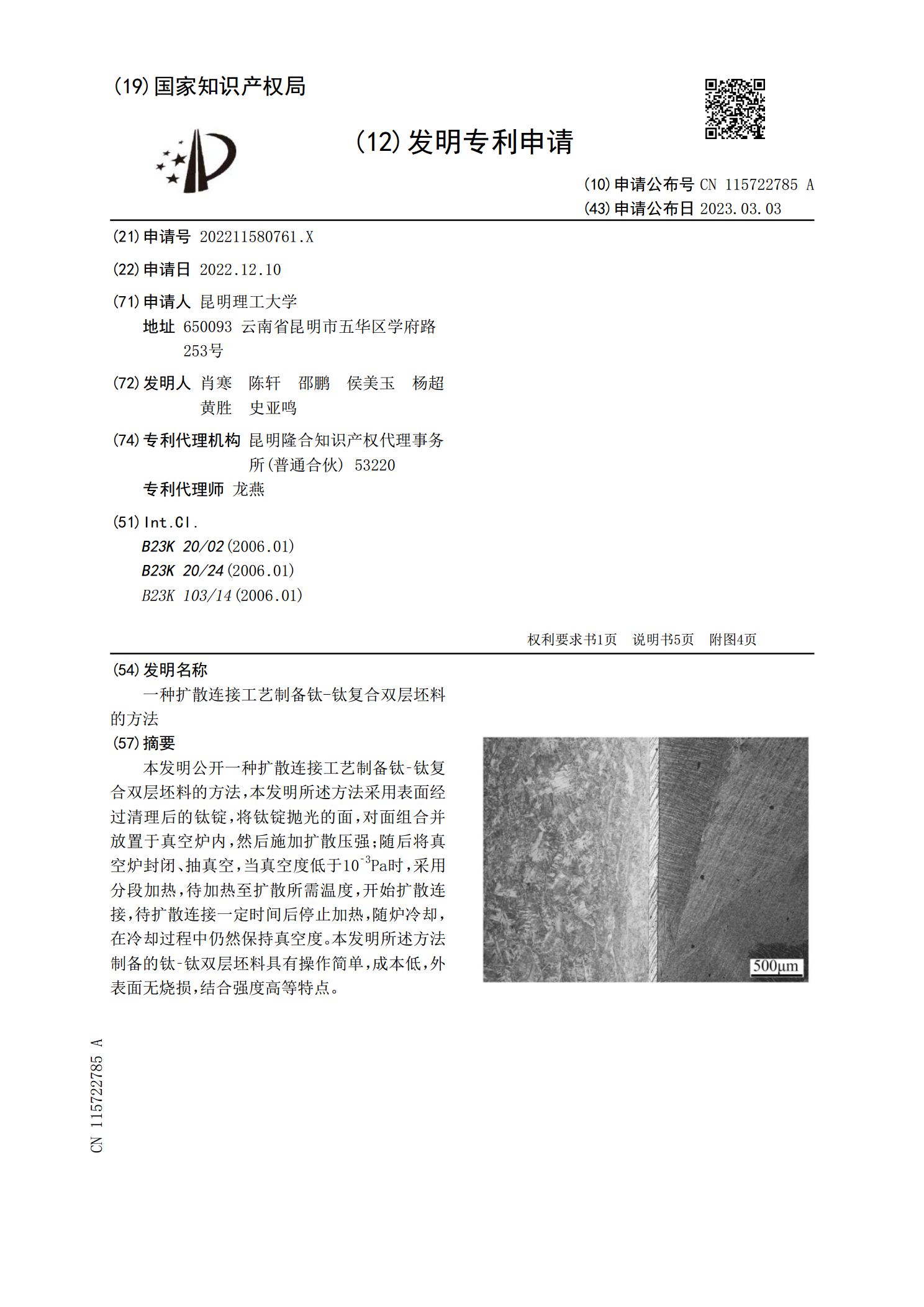
本发明公开一种扩散连接工艺制备钛‑钛复合双层坯料的方法,本发明所述方法采用表面经过清理后的钛锭,将钛锭抛光的面,对面组合并放置于真空炉内,然后施加扩散压强;随后将真空炉封闭、抽真空,当真空度低于10

20钢管瞬时液相扩散焊连接技术.docx
20钢管瞬时液相扩散焊连接技术标题:20钢管瞬时液相扩散焊连接技术摘要:瞬时液相扩散焊是一种高效、可靠的焊接技术,广泛应用于工业领域。本论文以20钢管的瞬时液相扩散焊连接技术为研究对象,探讨其原理、工艺参数对焊接质量的影响以及各种因素在实际应用中的优势与局限。结果表明,瞬时液相扩散焊可实现均匀、牢固的焊缝连接,并具有较高的强度和可靠性,适用于20钢管的连接。1.引言为了满足各种工业领域的需求,特定材料的连接技术变得至关重要。20钢管作为一种常用的材料,在石油、化工、建筑等领域广泛应用。瞬时液相扩散焊作为一

钎焊与扩散焊的发展.docx
钎焊、扩散焊——古老工艺在新型发动机上焕发新活力条总耐高温蜂窝结构“高压涡轮导向叶片经过长时间高温环境下的试车考验,双联焊缝完好无损,完全满足我们的设计要求!”某新型发动机金属间化合物导向叶片破坏试验后,试验人员十分感慨。这个双联焊缝正是中航工业制造所采用过渡液相(TransientLiquidPhase简称TLP)扩散焊新技术焊接的结果,这项技术也正是中航工业制造所坚持老工艺创新的成果。这项老工艺正在制造所焕发新活力,成为航空制造技术的重要支点。钎焊、扩散焊技术是一种古老工艺。我国有关钎焊的论述最早可见