
椭圆宏程序编程.pdf

文库****品店

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

椭圆宏程序编程.pdf
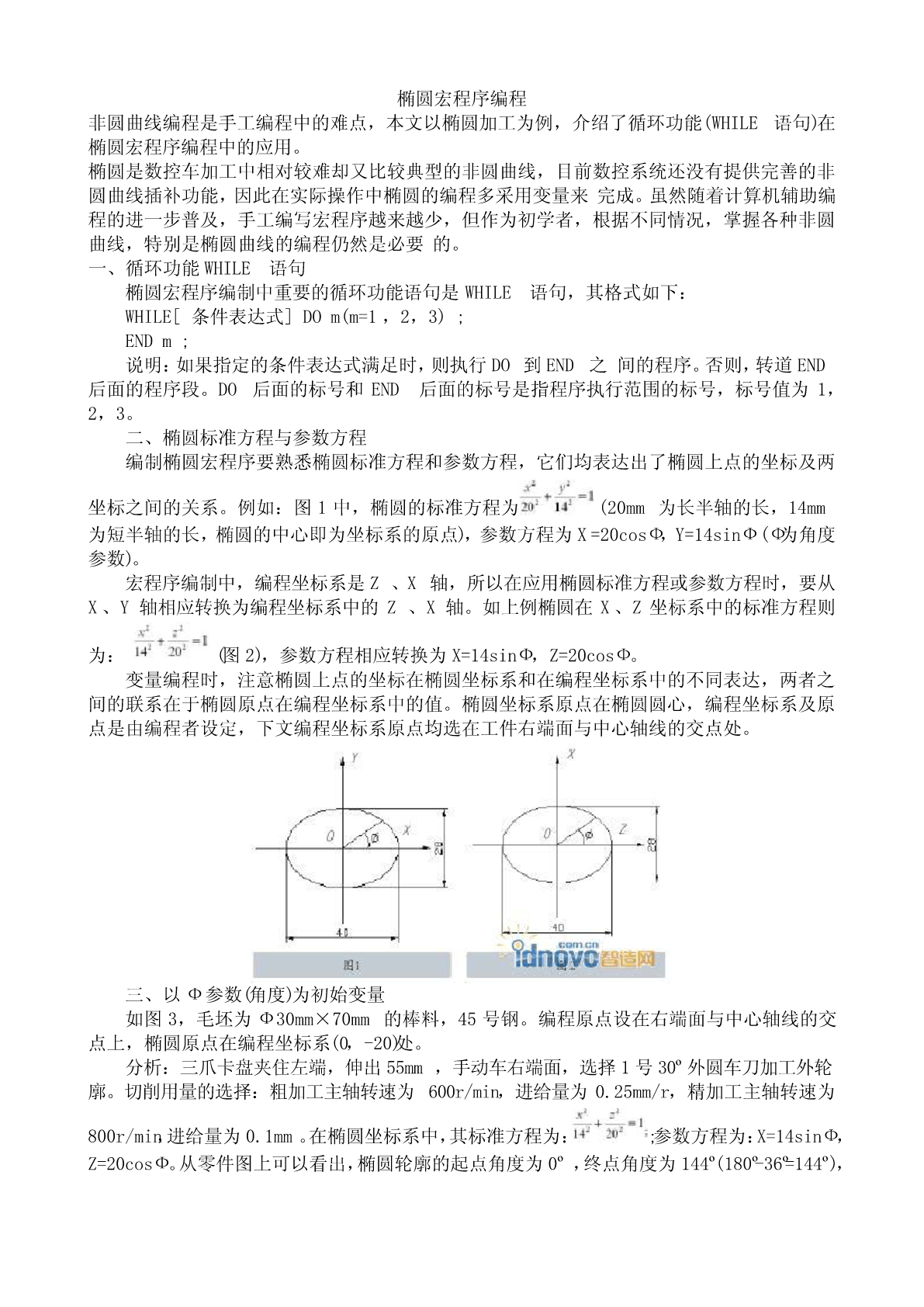
椭圆宏程序编程非圆曲线编程是手工编程中的难点,本文以椭圆加工为例,介绍了循环功能(WHILE语句)在椭圆宏程序编程中的应用。椭圆是数控车加工中相对较难却又比较典型的非圆曲线,目前数控系统还没有提供完善的非圆曲线插补功能,因此在实际操作中椭圆的编程多采用变量来完成。虽然随着计算机辅助编程的进一步普及,手工编写宏程序越来越少,但作为初学者,根据不同情况,掌握各种非圆曲线,特别是椭圆曲线的编程仍然是必要的。一、循环功能WHILE语句椭圆宏程序编制中重要的循环功能语句是WHILE语句,其格式如下:WHILE[条件

宏程序加工椭圆编程应用.docx
宏程序加工椭圆编程应用椭圆是数学中的一种图形,其形状为似圆的曲线。椭圆具有许多应用,例如在机械加工中,椭圆形的工件在加工时需要用到椭圆编程,这时宏程序加工椭圆编程就显得尤为重要。本文将从以下几个方面进行讨论:椭圆的定义、椭圆加工的方法、宏程序的定义、宏程序在椭圆加工中的应用。一、椭圆的定义椭圆是一个平面曲线,它的几何定义为:平面内一点到两个定点的距离之和等于常数的点的轨迹,这两个定点称为椭圆的焦点。椭圆是一种非常常见的几何图形,它在科学、技术、艺术等多个领域都有广泛的应用。二、椭圆加工的方法在机械加工中使

数控车椭圆宏程序编程解析.docx
数控车椭圆宏程序编程解析相关知识:椭圆关于中心、坐标轴都是对称的,坐标轴是对称轴,原点是对称中心。对称中心叫做椭圆中心。椭圆和X轴有2两个交点,和Y轴有两个交点,这四个交点叫做椭圆顶点。椭圆标准方程:x2/a2+y2/b2=1(a为长半轴,b为短半轴,a>b>0)椭圆参数方程:x=a*cosMy=b*sinM(a为长半轴,b为短半轴,a>b>0,M是离心角,是椭圆上任意一点到椭圆中心连线与X正半轴所成的夹角,顺时针为负,逆时针为正。)编程思路:如N090#101=20N100WHILE[#101GE0]D

宏程序及其在椭圆编程加工中的应用.docx
宏程序及其在椭圆编程加工中的应用1.什么是宏程序宏程序是一种计算机程序,由多个简单命令组成,允许用户一次性定义宏,然后将其重复使用。宏程序通常用于简化复杂的任务,提高工作效率。它们可以用于多种编程任务,包括机器人自动化、CAD/CAM设计和数控加工。宏定义是一种将代码片段赋予名称的方法。它通常是由一个文本编辑器来定义,然后可以在编程环境中任意使用。宏程序中的代码片段通常称为宏体,可以包含循环、条件语句、函数和变量等内容。2.椭圆编程椭圆编程是数控加工中的一种加工方式,其主要特点是以椭圆曲线为基础的切削轮廓

数控铣削椭圆轮廓宏程序编程方法及编程技巧.docx
数控铣削椭圆轮廓宏程序编程方法及编程技巧引言数控铣削椭圆轮廓在机械加工中有很广泛的应用,特别是在精密航空航天、电子仪表、医疗器械等领域中。因此,对于如何编写数控铣削椭圆轮廓宏程序的问题,需要进行一定的研究和探讨。本文将从宏程序编程方法和编程技巧两个方面进行论述。一、宏程序编程方法1.数学原理椭圆轮廓的编程需要掌握它的数学原理,即椭圆曲线的方程式。椭圆曲线的方程式为:x²/a²+y²/b²=1其中,a表示椭圆的长轴长度,b表示椭圆的短轴长度。这个方程式可以通过编写程序自动进行计算和处理。2.坐标系的选择坐标