
一种连续挤出高节能正负压热成型机构.pdf

文库****坚白

1/7
2/7
3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种连续挤出高节能正负压热成型机构.pdf
本发明提供一种连续挤出高节能正负压热成型机构,具有成型机构,还包括位于恒温辊组与送片链轨之间的浮动储料辊,由挤出机所挤出的片材依次经过恒温辊组、浮动储料辊、送片链轨,通过送片链轨带动进入成型机构中成型;浮动储料辊为数控电动辊并配有升降机构,浮动储料辊具有温度控制装置。在成型机构合模工作时,浮动储料辊上升或下降进行储料;在成型机构分离脱模时,浮动储料辊下降或上升配合供料,实现挤出机不间断供料,形成流水线生产模式。确保片材成型均匀,能适应制品用片厚度为0.2‑4mm的片材,且正压成型透明度好,另外节省加温炉结
一种全自动多工位正负压热成型机.pdf
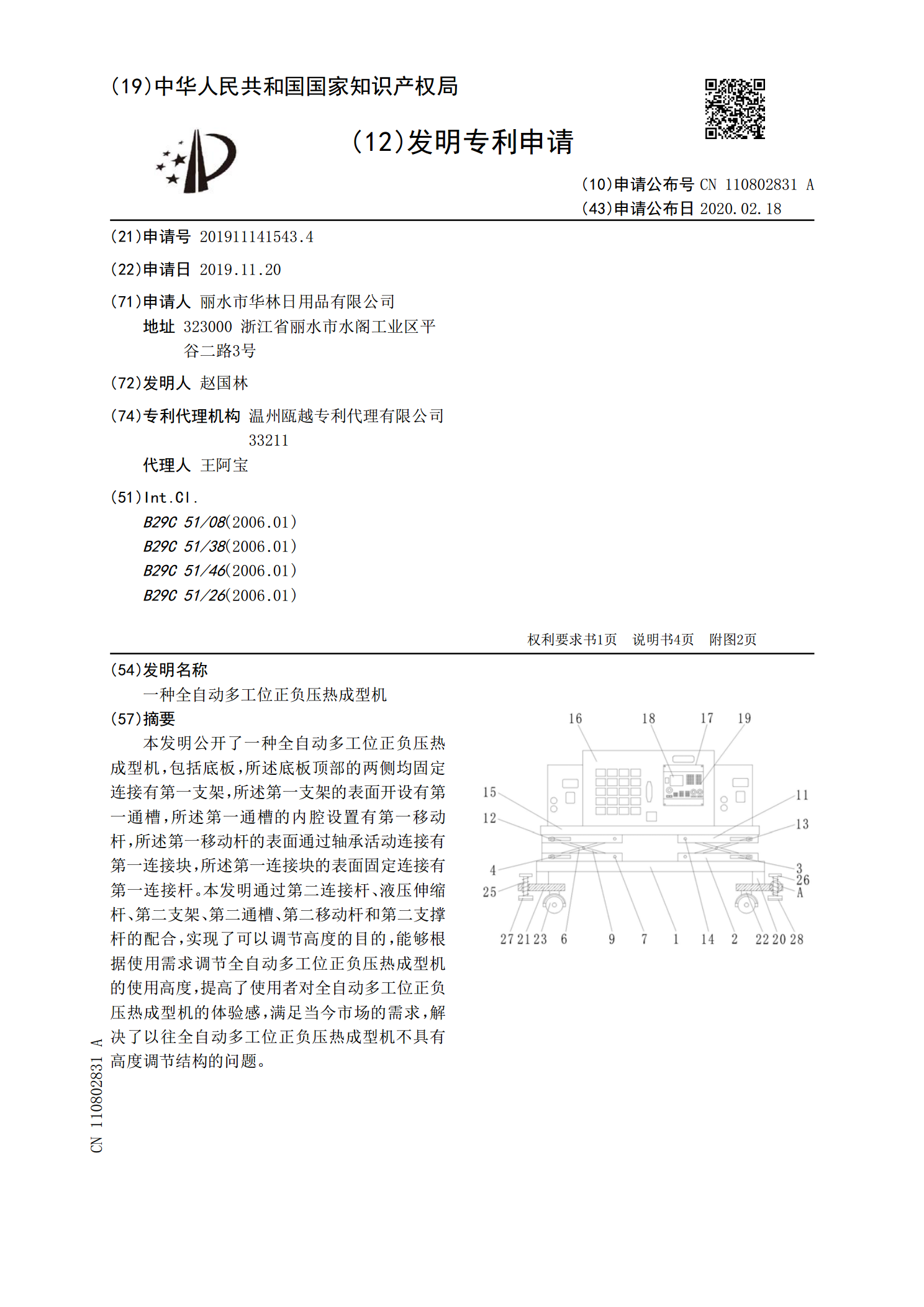
本发明公开了一种全自动多工位正负压热成型机,包括底板,所述底板顶部的两侧均固定连接有第一支架,所述第一支架的表面开设有第一通槽,所述第一通槽的内腔设置有第一移动杆,所述第一移动杆的表面通过轴承活动连接有第一连接块,所述第一连接块的表面固定连接有第一连接杆。本发明通过第二连接杆、液压伸缩杆、第二支架、第二通槽、第二移动杆和第二支撑杆的配合,实现了可以调节高度的目的,能够根据使用需求调节全自动多工位正负压热成型机的使用高度,提高了使用者对全自动多工位正负压热成型机的体验感,满足当今市场的需求,解决了以往全自动

一种双工位正负压成型机.pdf
本发明提供一种双工位正负压成型机,包括两个成型组件、机架和真空箱,所述机架架设在所述真空箱的上方,所述成型组件包括吸塑模具和升降机构,所述升降机构包括固定座、至少一对平行的剪叉组、固定平台和液压缸,所述固定座固定在所述真空箱底部,至少一组所述剪叉组固定在所述固定座的左右两侧,所述固定平台固定在最上方的一对所述剪叉组的顶部,所述液压缸控制一对所述剪叉组同时折叠和张开,所述固定平台用于承载所述吸塑模具,所述吸塑模具固定在所述固定平台上,本发明降低了整机操作台面高度,而且使得板材的成型高度可调范围更大,升降机构
正负压一体成型吸塑机.pdf
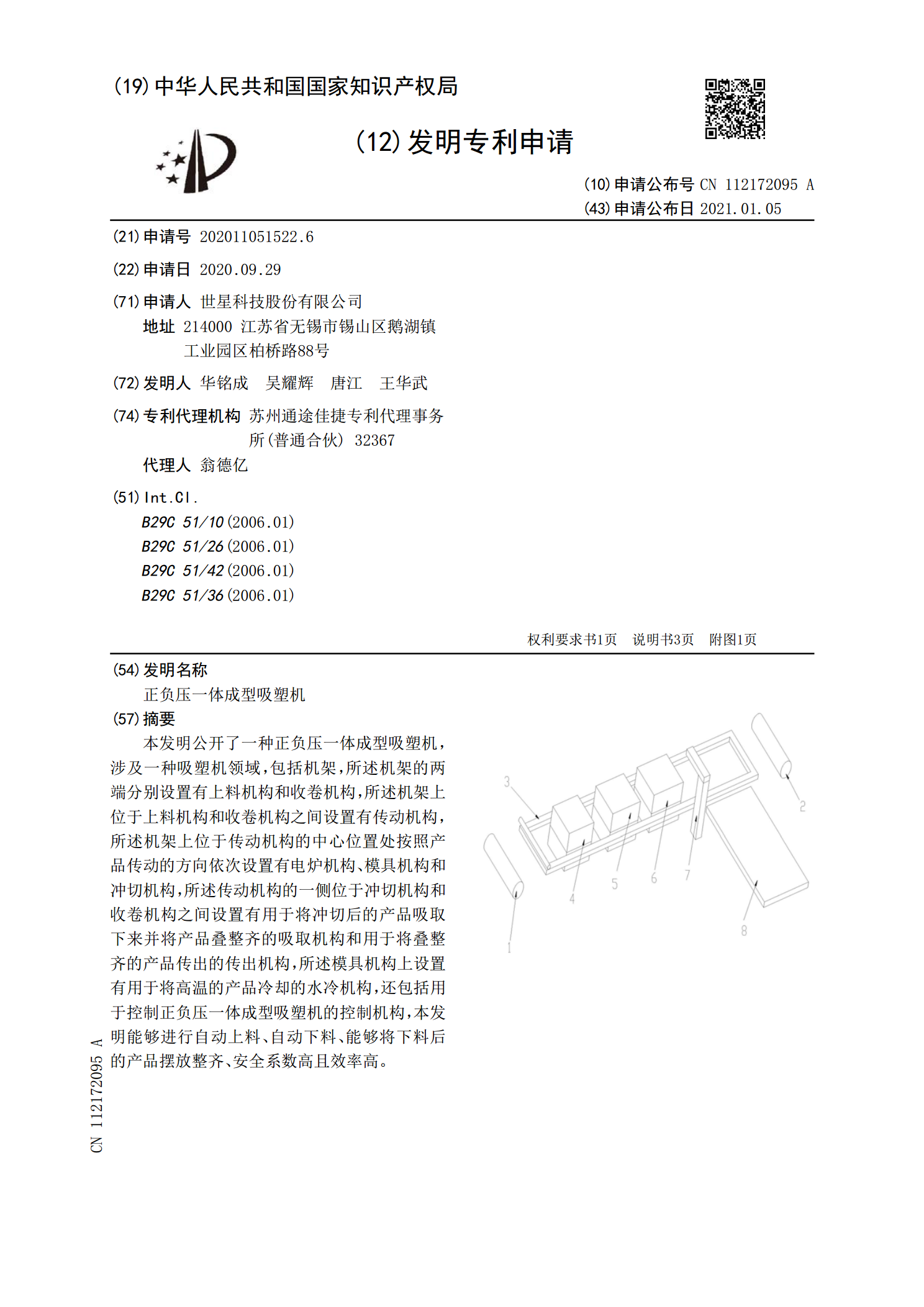
本发明公开了一种正负压一体成型吸塑机,涉及一种吸塑机领域,包括机架,所述机架的两端分别设置有上料机构和收卷机构,所述机架上位于上料机构和收卷机构之间设置有传动机构,所述机架上位于传动机构的中心位置处按照产品传动的方向依次设置有电炉机构、模具机构和冲切机构,所述传动机构的一侧位于冲切机构和收卷机构之间设置有用于将冲切后的产品吸取下来并将产品叠整齐的吸取机构和用于将叠整齐的产品传出的传出机构,所述模具机构上设置有用于将高温的产品冷却的水冷机构,还包括用于控制正负压一体成型吸塑机的控制机构,本发明能够进行自动上

一种间隙式正负压配气机构.pdf
一种间隙式正负压配气机构,解决了现有技术中密封盘和配气盘之间发生剧烈的摩擦导致其磨损,使密封效果显著降低,需要经常更换,维护成本高昂的技术问题。包括配气盘、芯轴、出气盘以及密封盘,配气盘的一侧形成有负压气槽和贯穿配气盘的吹气孔,负压气槽的底部形成有贯穿配气盘的吸气孔,吹气孔和吸气孔远离负压气槽的一侧分别用于连接吹气装置和吸气装置;芯轴可转动安装于配气盘的中部;出气盘固定安装于芯轴上,并设置于配气盘靠近负压气槽的一侧,出气盘上设有若干出气孔;密封盘安装于出气盘和配气盘之间,并与出气盘同轴固定连接,密封盘上形