
一种异型材自动加工成形工艺.pdf

子安****吖吖

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异型材自动加工成形工艺.pdf
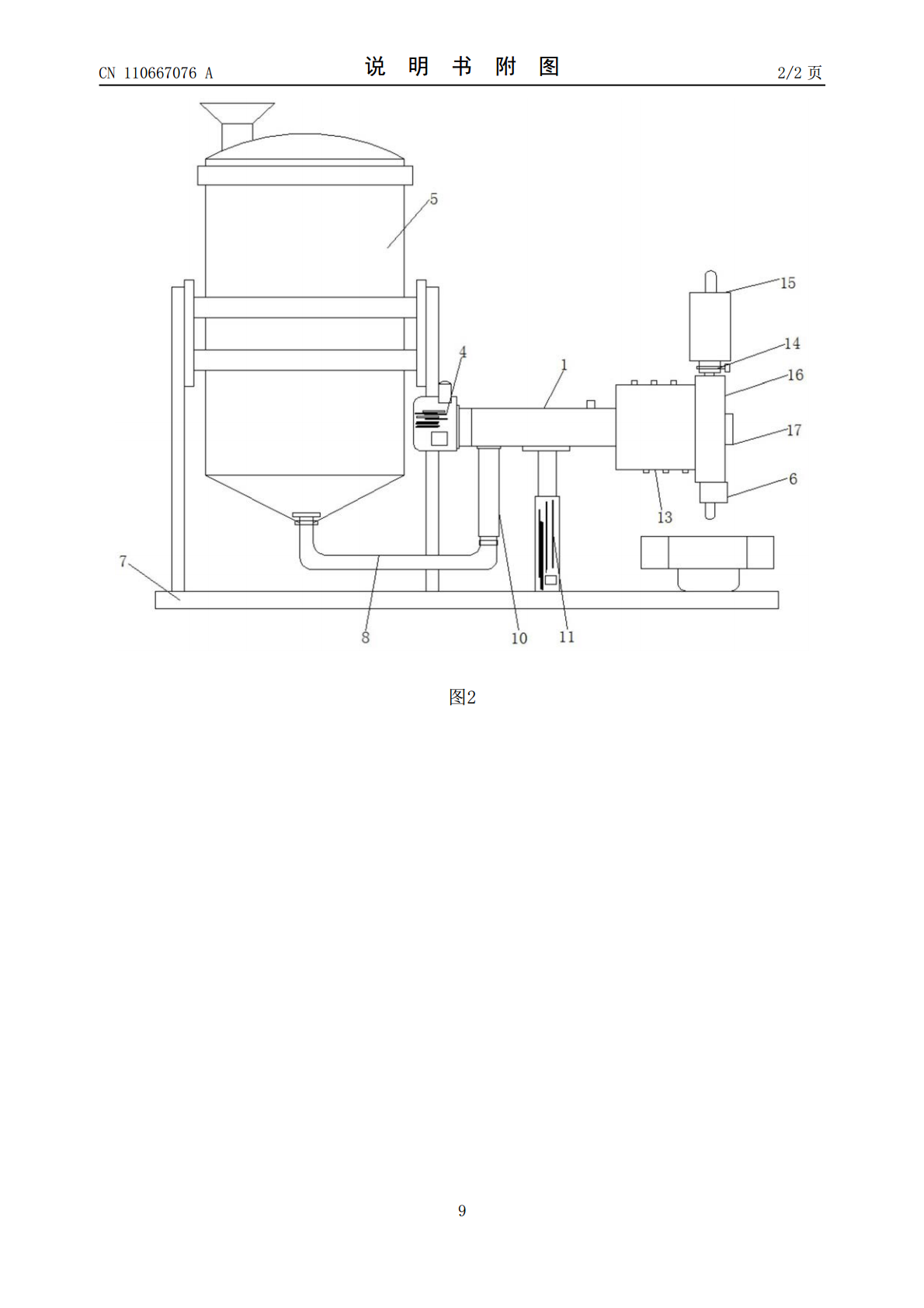
本发明公开了一种异型材自动加工成形工艺,其特征在于,包括以下步骤:称取异型材原料,聚氯乙烯树脂90~110重量份、玻璃纤维20~30重量份、有机锡羧酸盐2~3重量份、聚丙烯酸酯类树脂1~2重量份、氯化聚乙烯8~10重量份、活性碳酸钙5~10重量份、金红石型钛白4~6重量份、聚乙烯蜡0.5~1重量份;将原料投入到异型材自动加工成形装置的原料加热熔炉5内;称取异型材外部增强层原料;将异型材外部增强层原料投入到异型材自动加工成形装置的外部增强层料加热箱15内,本发明避免了进行异型材加工成型时,异型材加工成型后难
一种仿木纹塑料异型材加工装置及加工工艺.pdf
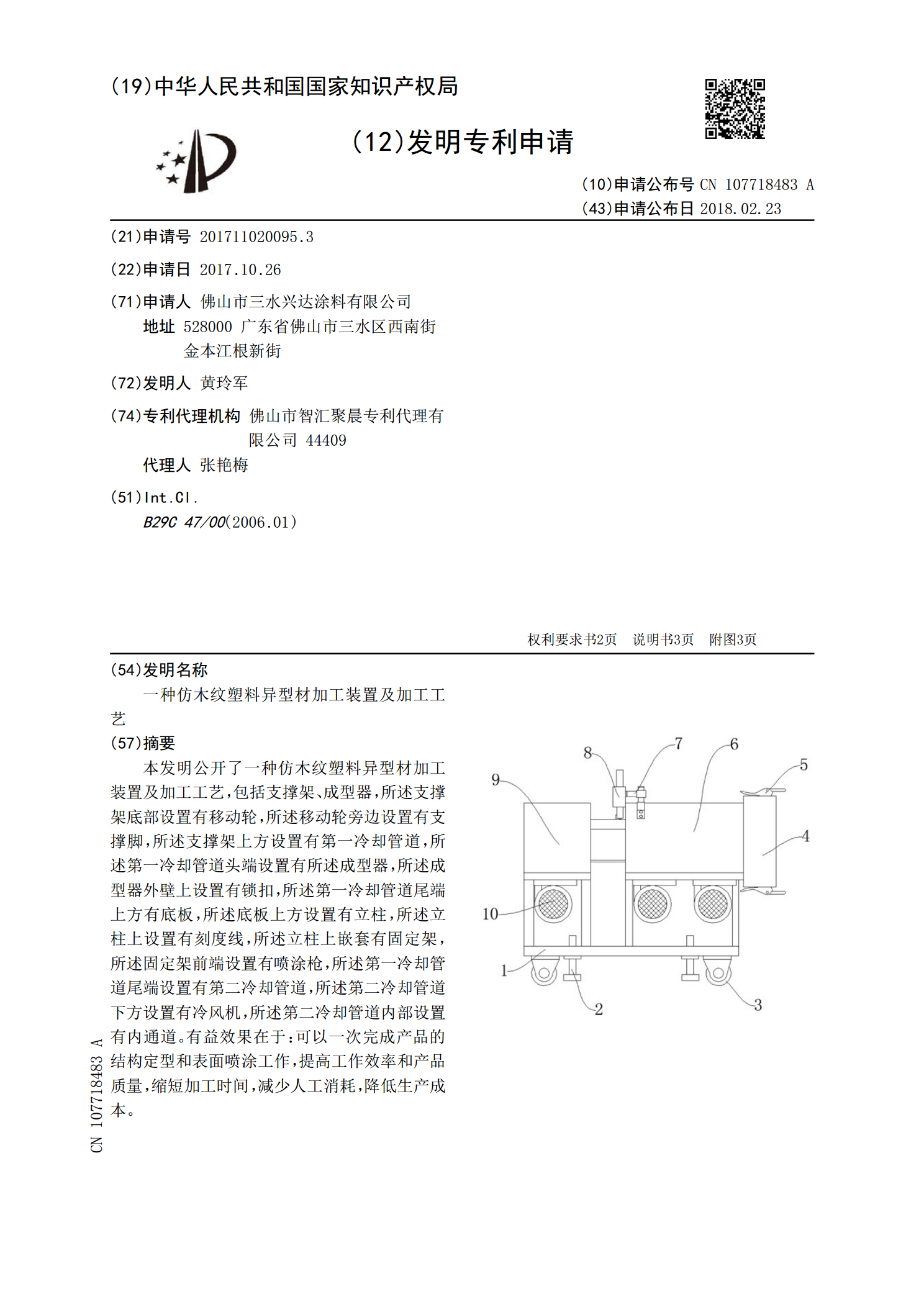
本发明公开了一种仿木纹塑料异型材加工装置及加工工艺,包括支撑架、成型器,所述支撑架底部设置有移动轮,所述移动轮旁边设置有支撑脚,所述支撑架上方设置有第一冷却管道,所述第一冷却管道头端设置有所述成型器,所述成型器外壁上设置有锁扣,所述第一冷却管道尾端上方有底板,所述底板上方设置有立柱,所述立柱上设置有刻度线,所述立柱上嵌套有固定架,所述固定架前端设置有喷涂枪,所述第一冷却管道尾端设置有第二冷却管道,所述第二冷却管道下方设置有冷风机,所述第二冷却管道内部设置有内通道。有益效果在于:可以一次完成产品的结构定型和

黄铜异型材加工新工艺.docx
黄铜异型材加工新工艺黄铜异型材加工新工艺摘要:黄铜是一种重要的金属材料,广泛应用于工业生产和装饰领域。然而,传统的黄铜加工工艺存在一些缺点,例如加工难度大、成本高、能耗大等。针对这些问题,本论文提出了一种黄铜异型材加工新工艺,通过改进工艺流程和采用先进的加工设备,实现了高效、低成本的黄铜异型材加工。本文首先介绍了黄铜材料的特性及常见的加工方法,然后详细介绍了新工艺的流程和设备,最后对新工艺进行了实验验证。实验结果表明,新工艺具有显著的优越性能,为黄铜异型材加工提供了有力支持。第一部分:引言黄铜作为一种重要

成形工艺钢板加工.pdf
48成形工艺/钢板加工华恒公司的大型管焊专机Beckhoff基于PC的控制技术在焊接设备上的应用PC控制技术—高品质焊接的护

成形工艺钢板加工.pdf
48成形工艺/钢板加工华恒公司的大型管焊专机Beckhoff基于PC的控制技术在焊接设备上的应用PC控制技术—高品质焊接的护航者焊接设备广泛应用于轮船、钢铁、航天航空、汽车制造、建筑、锅炉以及石化医药等领域。据统计,世界钢产量50%以上都需要用焊接设备将其制成成品。焊接设备已成为现代工业最重要的加工工艺装备之一。07年我国仅电焊机的产量就达74万多台。08年受金融风暴影响,行业产能下滑严重。但许多有战略眼光的公司则利用生产的淡季完成了设备的更新换代。春江水暖鸭先知,随着经济的复苏,作为基础工业的焊接设备更