
一种真空破坏阀及其制备方法.pdf

运升****魔王


1/10

2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种真空破坏阀及其制备方法.pdf
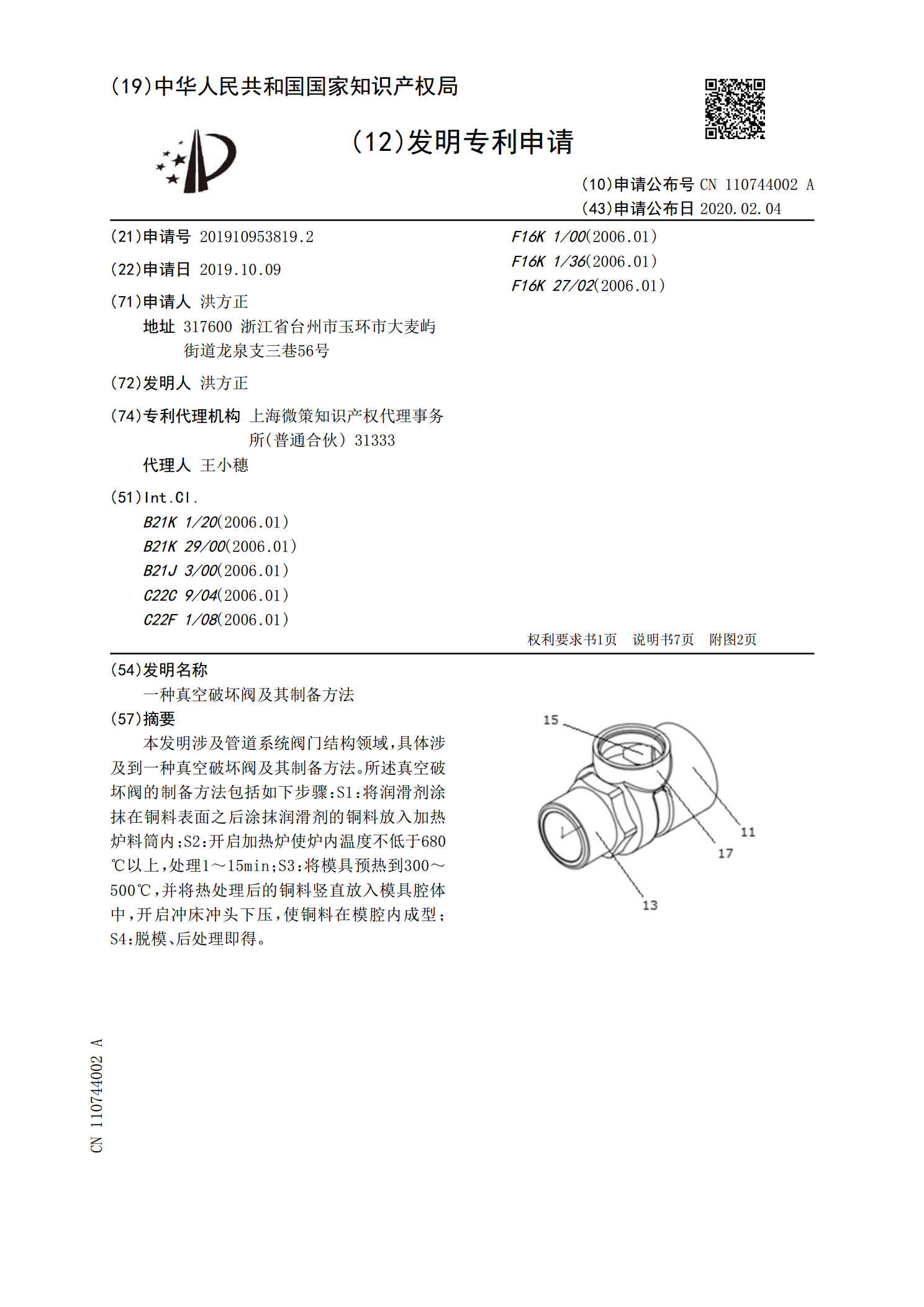
本发明涉及管道系统阀门结构领域,具体涉及到一种真空破坏阀及其制备方法。所述真空破坏阀的制备方法包括如下步骤:S1:将润滑剂涂抹在铜料表面之后涂抹润滑剂的铜料放入加热炉料筒内;S2:开启加热炉使炉内温度不低于680℃以上,处理1~15min;S3:将模具预热到300~500℃,并将热处理后的铜料竖直放入模具腔体中,开启冲床冲头下压,使铜料在模腔内成型;S4:脱模、后处理即得。

真空破坏阀.doc
真空破坏阀摘要真空破坏阀技术参数,真空破坏阀应用,真空破坏阀安装!目录0197型真空破坏阀0197型真空破坏阀用于自动消除给水管道内真空,有效防止虹吸回流,消除回流污染。回流污染对水质影响甚大,严重时甚至危及生命。所以现在供水规范规定必须设置真空破坏阀。常用破真空阀有大气型,压力型和软管型。我司产品为常见大气型破真空阀。大气型破真空阀可在给水管内压力小于大气压时导入大气消除真空。达到平衡后自动关闭,有利的保护了系统。0197型真空破坏阀的技术参数最大工作压力:16bar最小密封压力:0.2bar工作温度:

一种基于试验的真空破坏阀安装位置的确定方法.pdf
本发明专利涉及一种基于试验的真空破坏阀安装位置的确定方法,属于泵站工程技术领域。本发明在原型立式泵站物理模型试验的基础上,通过不同扬程条件时水泵机组启动过程中虹吸式出水流道内部空气团集聚区域共同确定真空破坏阀安装的合理位置。本发明专利给出了真空破坏阀合理安装的确定方法,考虑了不同扬程条件时真空破坏阀安装位置对虹吸式出水流道内部虹吸形成时间的影响,解决了真空破坏阀安装位置随意选取的盲目问题,有效缩短虹吸式出水流道内部虹吸形成的时间,降低虹吸式出水流道内部压力不稳的强度,有利于立式泵站的安全可靠稳定运行。

一种真空破坏阀开启力检测装置.pdf
本实用新型提供一种真空破坏阀开启力检测装置,涉及水利发电技术领域。该真空破坏阀开启力检测装置包括工件一(1)、工件二(2)、测力计(3)和千斤顶(4),所述工件一(1)为n形板结构;所述工件二(2)为爪形结构;所述工件二(2)的顶部开设有圆槽;所述测力计(3)设置于工件二(2)顶部的圆槽中;所述测力计(3)的上方还设有千斤顶(4)。本实用新型能精确地显示真空破坏阀的开启力与全开力,且不会对设备本身造成破坏,解决了现有真空破坏阀难以精确校验的技术问题。

水轮机真空破坏阀.doc
水轮机真空破坏阀染物就达101种,涉及多种有机氯化合物、酯类、酮类、酚类、杂环和苯及其衍生物等。“我们的研究结果引起了党中央领导同志的高度重视,并推动了国家水环境污染的治理工作。”舒为群说。2005年2月纽约商品交易所(COMEX)期铜止损卖盘引发期铜加速下滑,周四收盘也出现大幅下跌,COMEX-7月期铜主力合约下跌13.30美分,收报3.181美元/磅。“交易商认为这部分归因于月末临近时的头寸结清,但也有人认为这是受中国升息影响。”上海中期分析师胡凯西说。据胡凯西介绍,近期铜价上涨源于铜需求强劲而供应出