
一种马氏体不锈钢淬火工艺方法.pdf

An****70


1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种马氏体不锈钢淬火工艺方法.pdf
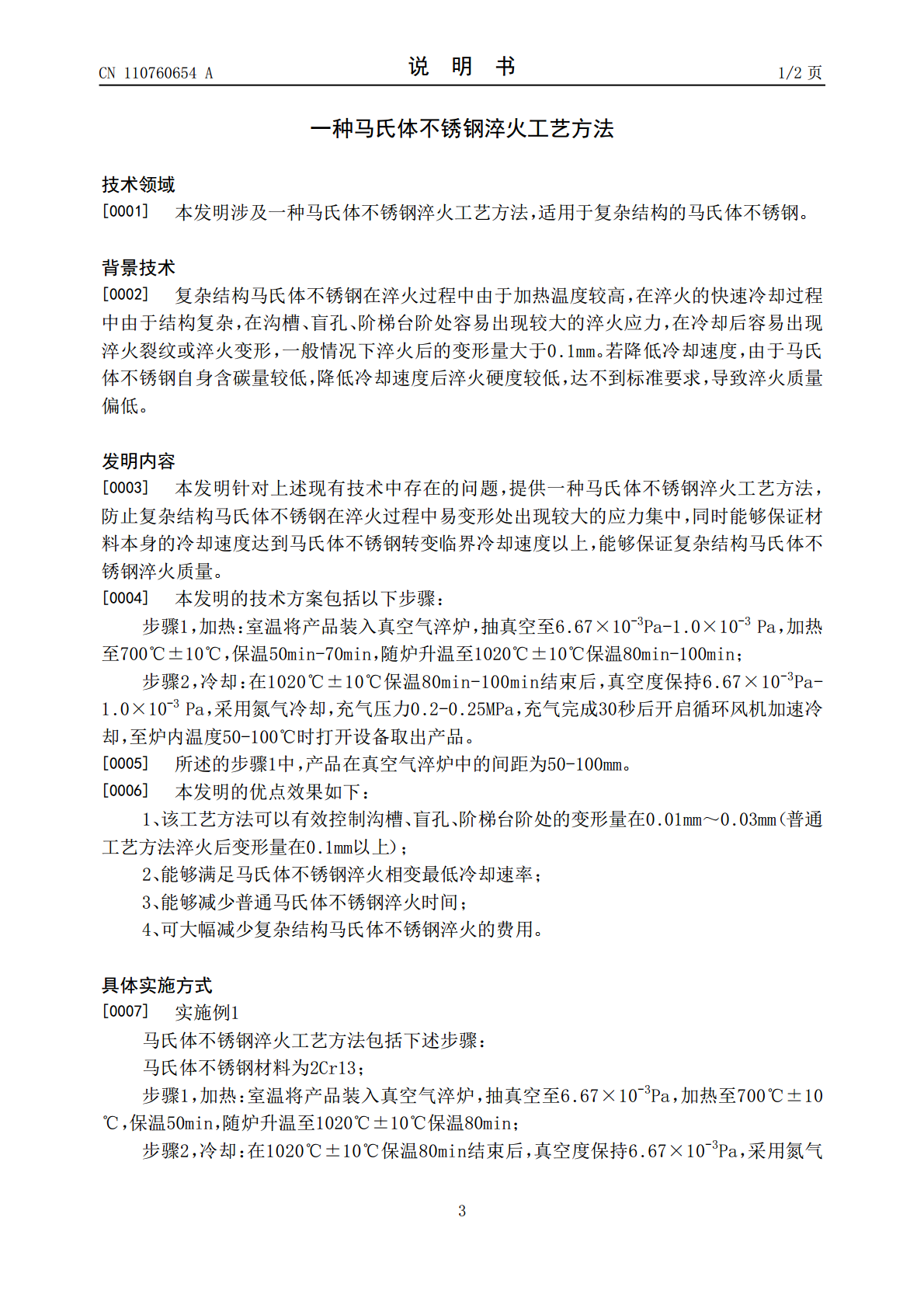
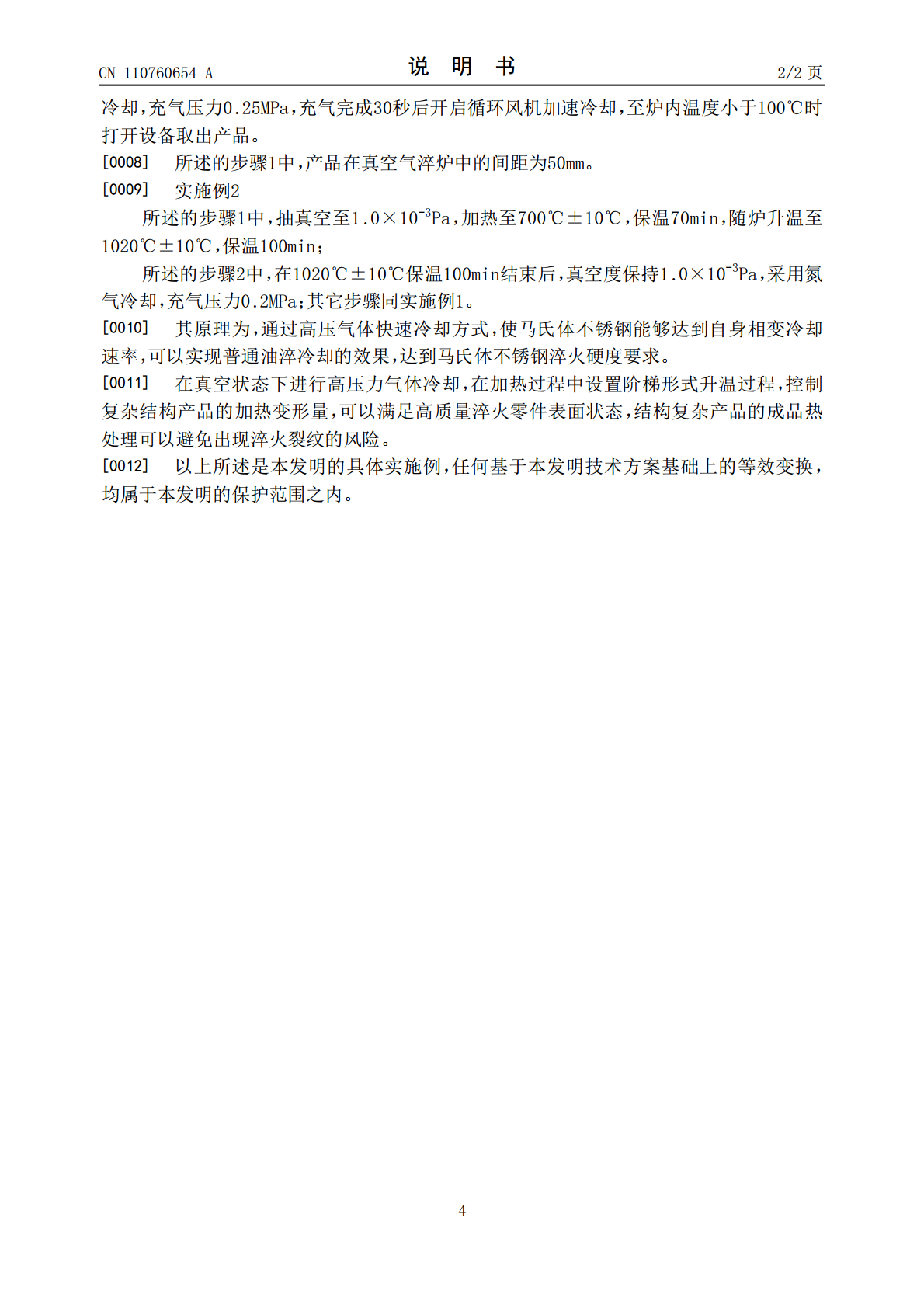
本发明涉及复杂结构马氏体不锈钢真空气淬工艺方法,其采用真空气淬热处理设备进行真空淬火,冷却介质为氮气,充气压力2.5MPa,并在充气后30秒后迅速启动风机进行风冷迅速搅拌,至炉内温度小于100℃时打开设备取出产品。通过高压气体快速冷却方式,使马氏体不锈钢能够达到自身相变冷却速率,可以实现普通油淬冷却的效果,达到马氏体不锈钢淬火硬度要求。

马氏体不锈钢光亮淬火工艺及性能的研究.docx
马氏体不锈钢光亮淬火工艺及性能的研究马氏体不锈钢是一类特殊的不锈钢材料,具有良好的耐腐蚀性、高强度和优异的耐磨性等特点。在一些特定的工艺条件下,可以通过光亮淬火工艺来进一步提高马氏体不锈钢的性能。本文将以马氏体不锈钢光亮淬火工艺及性能的研究为题目,探讨马氏体不锈钢光亮淬火工艺的原理、工艺参数的优化以及淬火后的性能变化等方面。一、马氏体不锈钢光亮淬火工艺的原理马氏体不锈钢的光亮淬火工艺是一种经过精细控制温度和时间的加热和冷却工艺,通过这种工艺可以调控材料的晶粒度和组织结构,从而达到提高材料硬度和耐磨性的目的
一种中碳马氏体耐酸不锈钢的热处理淬火工艺.pdf
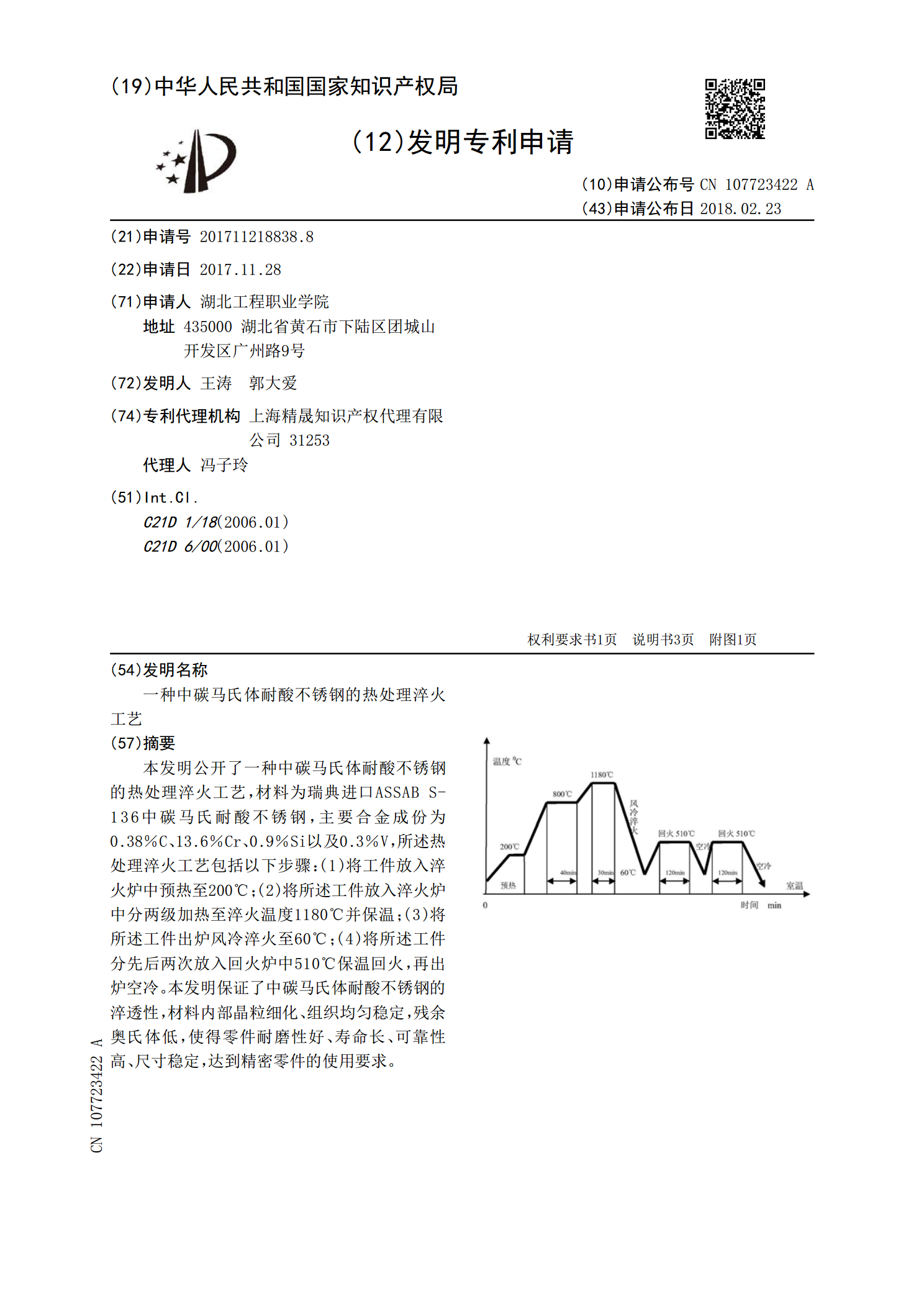
本发明公开了一种中碳马氏体耐酸不锈钢的热处理淬火工艺,材料为瑞典进口ASSABS‑136中碳马氏耐酸不锈钢,主要合金成份为0.38%C、13.6%Cr、0.9%Si以及0.3%V,所述热处理淬火工艺包括以下步骤:(1)将工件放入淬火炉中预热至200℃;(2)将所述工件放入淬火炉中分两级加热至淬火温度1180℃并保温;(3)将所述工件出炉风冷淬火至60℃;(4)将所述工件分先后两次放入回火炉中510℃保温回火,再出炉空冷。本发明保证了中碳马氏体耐酸不锈钢的淬透性,材料内部晶粒细化、组织均匀稳定,残余奥氏体
一种量具用高淬火硬度马氏体不锈钢卷及其制备方法.pdf
本发明公开了一种量具用高淬火硬度马氏体不锈钢卷及其制备方法,按重量百分比由以下化学成分组成:碳:0.43~0.53%、硅:≤1.0%、锰:≤1.0%、磷:≤0.040、硫:≤0.005%、铬:12.50~14.00%、镍:≤0.30%、钼:≤0.10%、钒:≤0.15%、氮:≤1.0%,其余为铁和不可避免的残留元素。生产工艺包括:①冶炼、②连铸、③修磨、④加热、⑤除鳞、⑥粗轧、⑦精轧、⑧卷曲、⑨退火、⑩酸洗。本发明制备的不锈钢材料HRC硬度可达57度以上,表面光洁度、耐磨性能、韧性等指标优异;提供的制备方

一种中碳马氏体耐酸不锈钢精密零件的热处理淬火工艺.docx
一种中碳马氏体耐酸不锈钢精密零件的热处理淬火工艺标题:中碳马氏体耐酸不锈钢精密零件的热处理淬火工艺研究摘要:随着工业领域对高性能不锈钢精密零件的需求不断增加,中碳马氏体耐酸不锈钢作为一种理想的材料被广泛应用。热处理是提高不锈钢材料硬度、耐腐蚀性和耐磨性的重要手段之一。本文通过对中碳马氏体耐酸不锈钢精密零件的热处理淬火工艺进行深入研究,分析了淬火参数对不锈钢材料性能的影响,为优化中碳马氏体耐酸不锈钢精密零件的热处理工艺提供了理论依据。1.引言中碳马氏体耐酸不锈钢具有良好的耐蚀性、耐热性和机械性能,被广泛应用