
一种玻璃管成型系统.pdf

猫巷****傲柏

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种玻璃管成型装置及玻璃管成型系统.pdf
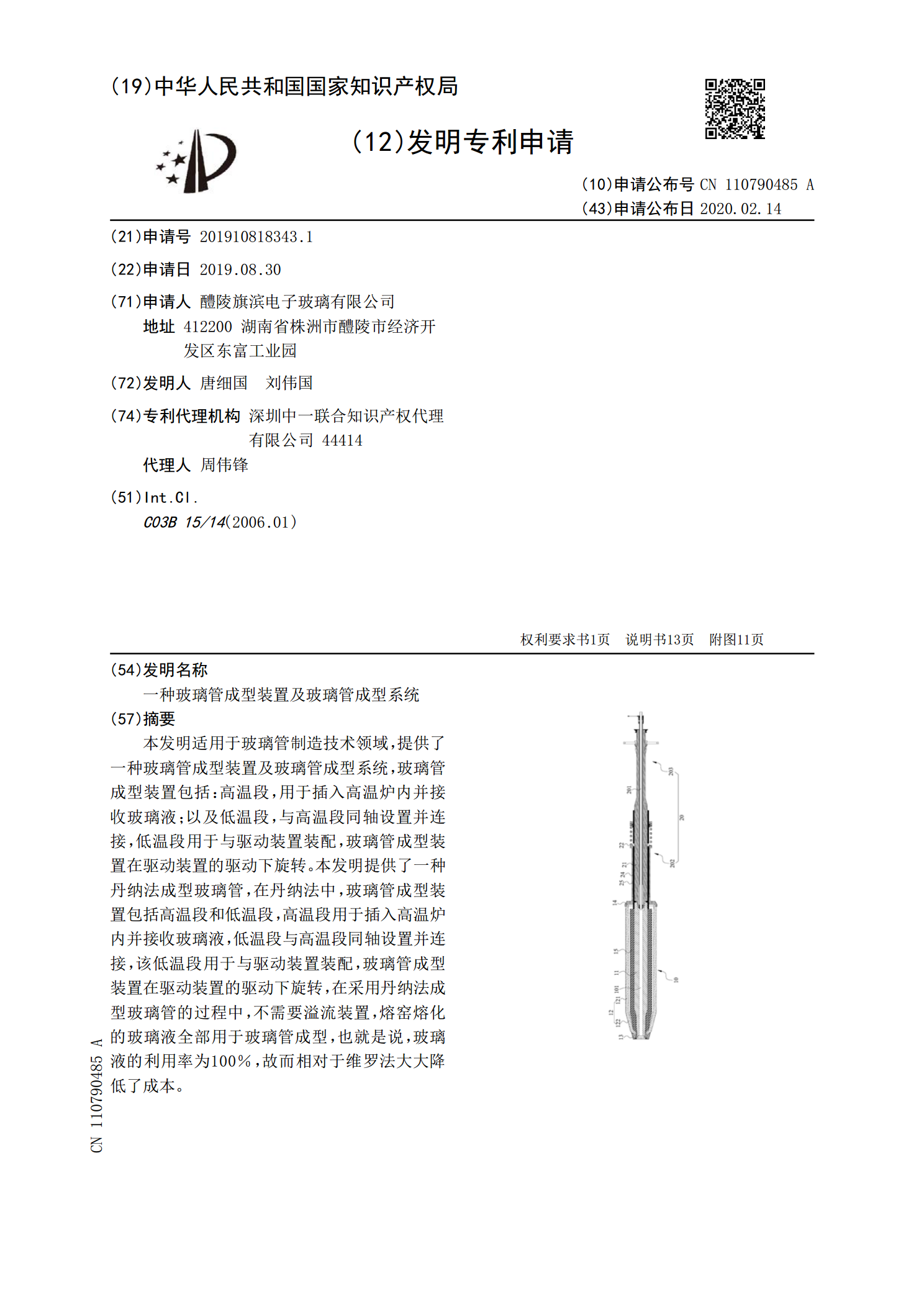
本发明适用于玻璃管制造技术领域,提供了一种玻璃管成型装置及玻璃管成型系统,玻璃管成型装置包括:高温段,用于插入高温炉内并接收玻璃液;以及低温段,与高温段同轴设置并连接,低温段用于与驱动装置装配,玻璃管成型装置在驱动装置的驱动下旋转。本发明提供了一种丹纳法成型玻璃管,在丹纳法中,玻璃管成型装置包括高温段和低温段,高温段用于插入高温炉内并接收玻璃液,低温段与高温段同轴设置并连接,该低温段用于与驱动装置装配,玻璃管成型装置在驱动装置的驱动下旋转,在采用丹纳法成型玻璃管的过程中,不需要溢流装置,熔窑熔化的玻璃液全
一种玻璃管成型系统.pdf
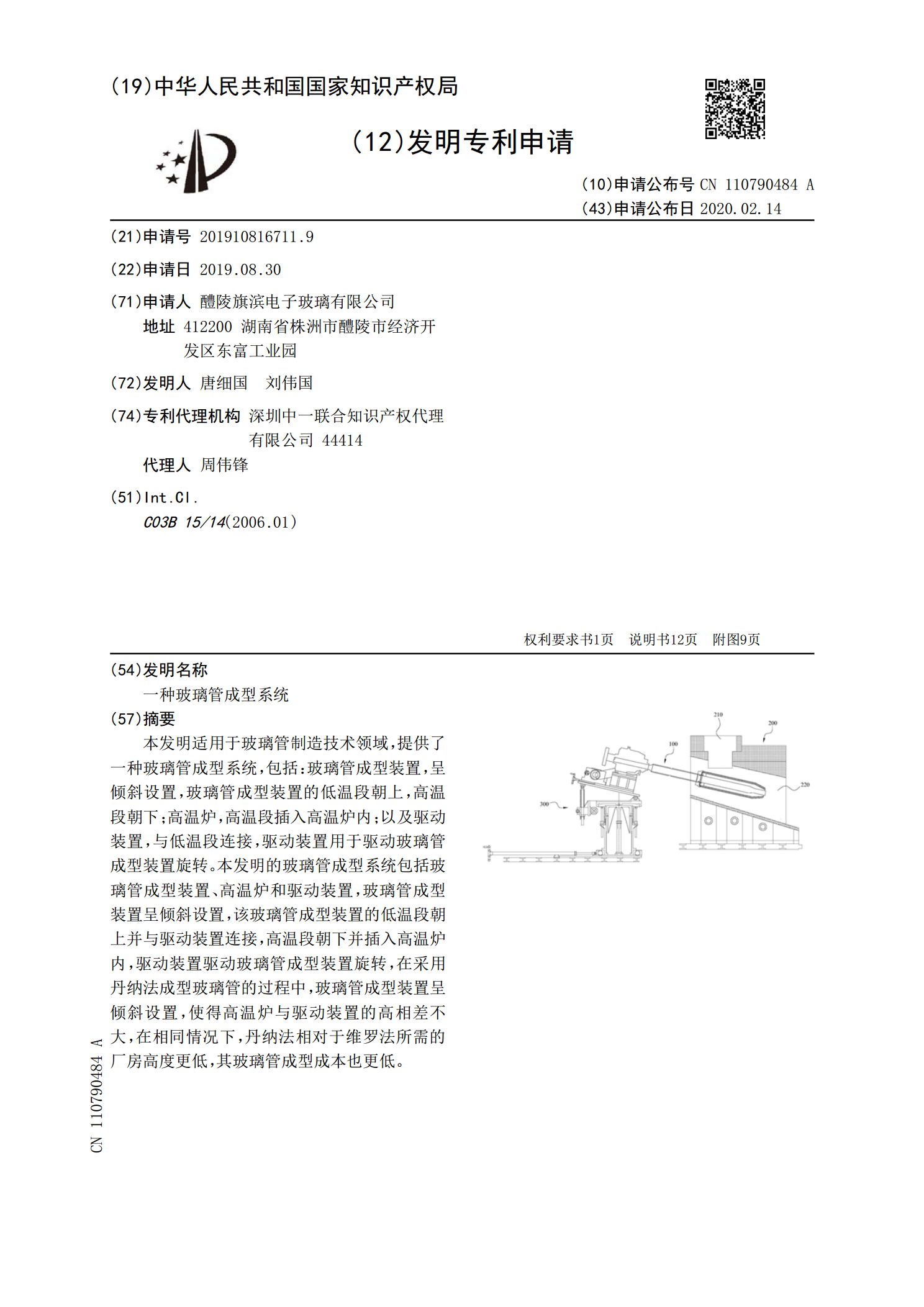
本发明适用于玻璃管制造技术领域,提供了一种玻璃管成型系统,包括:玻璃管成型装置,呈倾斜设置,玻璃管成型装置的低温段朝上,高温段朝下;高温炉,高温段插入高温炉内;以及驱动装置,与低温段连接,驱动装置用于驱动玻璃管成型装置旋转。本发明的玻璃管成型系统包括玻璃管成型装置、高温炉和驱动装置,玻璃管成型装置呈倾斜设置,该玻璃管成型装置的低温段朝上并与驱动装置连接,高温段朝下并插入高温炉内,驱动装置驱动玻璃管成型装置旋转,在采用丹纳法成型玻璃管的过程中,玻璃管成型装置呈倾斜设置,使得高温炉与驱动装置的高相差不大,在相
一种玻璃管成型模具.pdf
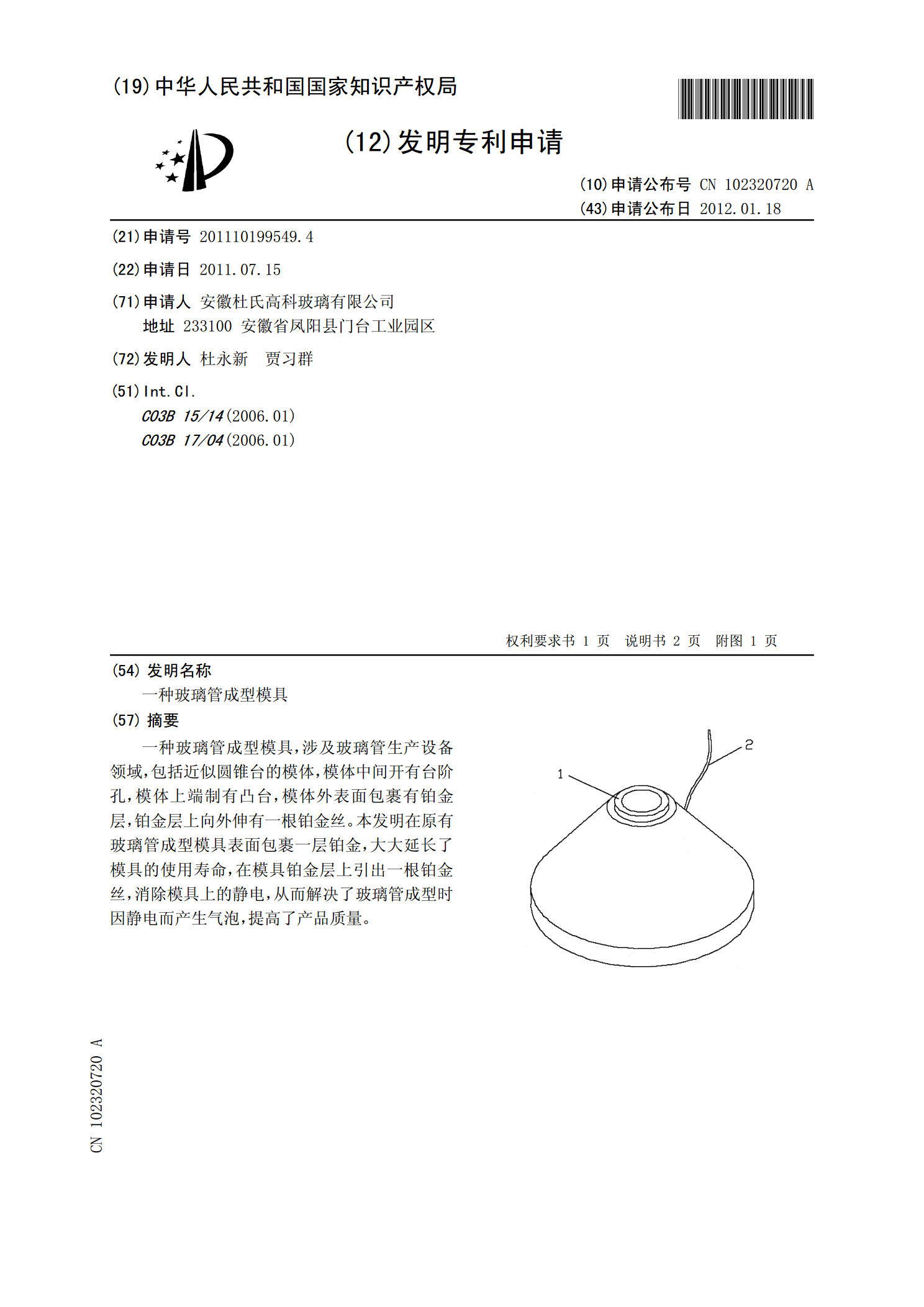
一种玻璃管成型模具,涉及玻璃管生产设备领域,包括近似圆锥台的模体,模体中间开有台阶孔,模体上端制有凸台,模体外表面包裹有铂金层,铂金层上向外伸有一根铂金丝。本发明在原有玻璃管成型模具表面包裹一层铂金,大大延长了模具的使用寿命,在模具铂金层上引出一根铂金丝,消除模具上的静电,从而解决了玻璃管成型时因静电而产生气泡,提高了产品质量。
一种玻璃管口自动成型装置.pdf
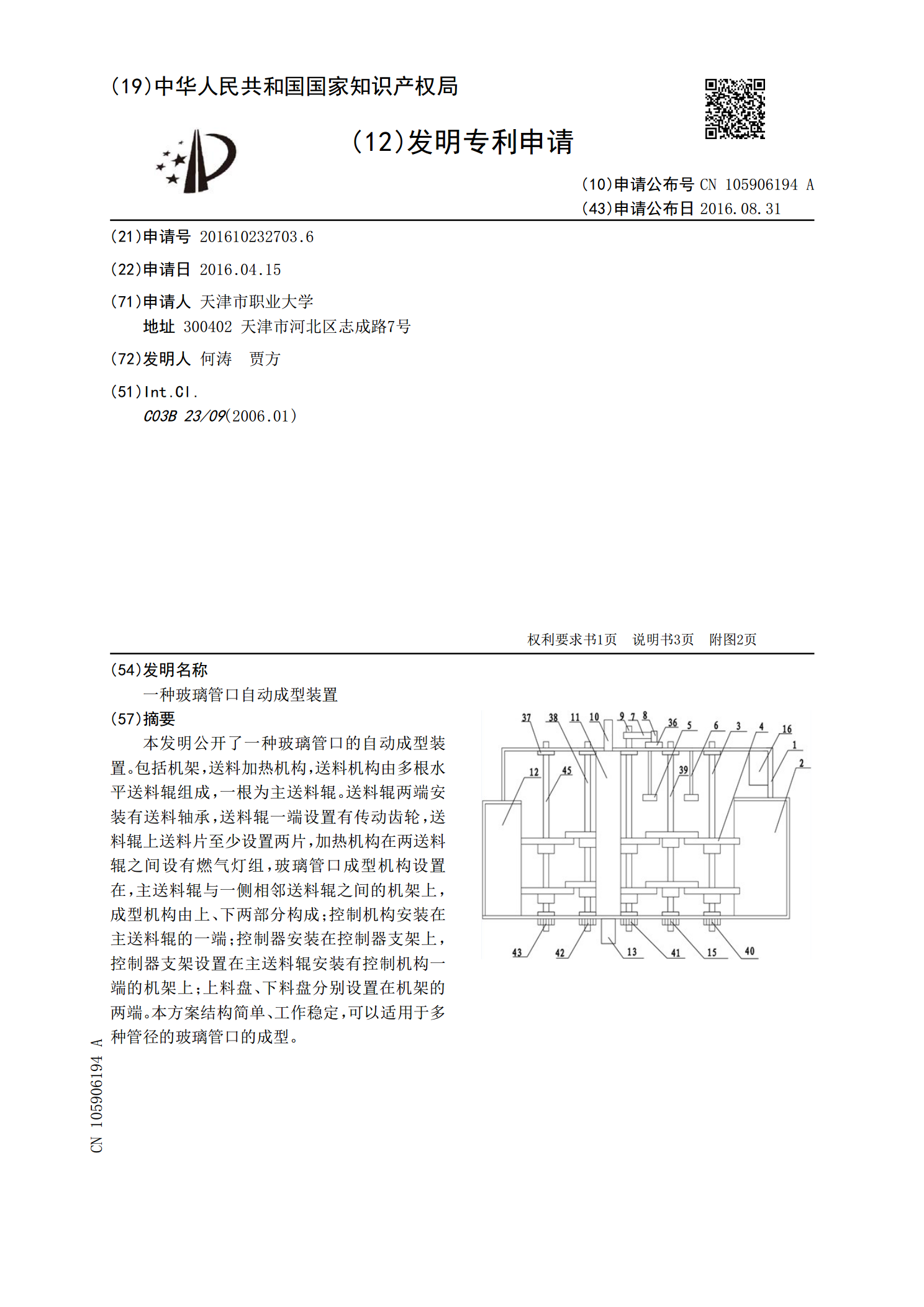
本发明公开了一种玻璃管口的自动成型装置。包括机架,送料加热机构,送料机构由多根水平送料辊组成,一根为主送料辊。送料辊两端安装有送料轴承,送料辊一端设置有传动齿轮,送料辊上送料片至少设置两片,加热机构在两送料辊之间设有燃气灯组,玻璃管口成型机构设置在,主送料辊与一侧相邻送料辊之间的机架上,成型机构由上、下两部分构成;控制机构安装在主送料辊的一端;控制器安装在控制器支架上,控制器支架设置在主送料辊安装有控制机构一端的机架上;上料盘、下料盘分别设置在机架的两端。本方案结构简单、工作稳定,可以适用于多种管径的玻璃
一种玻璃管拉制成型装置.pdf
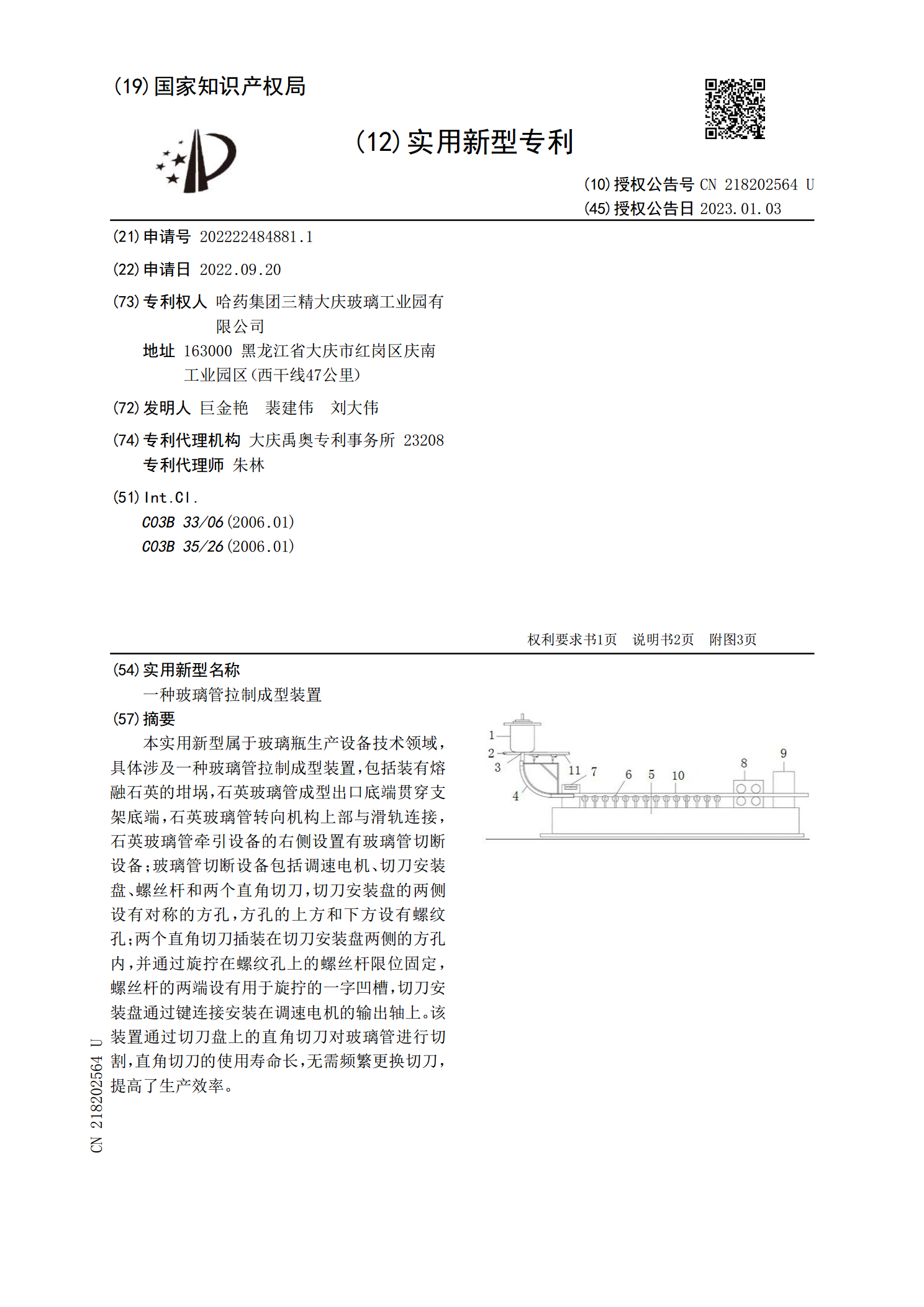
本实用新型属于玻璃瓶生产设备技术领域,具体涉及一种玻璃管拉制成型装置,包括装有熔融石英的坩埚,石英玻璃管成型出口底端贯穿支架底端,石英玻璃管转向机构上部与滑轨连接,石英玻璃管牵引设备的右侧设置有玻璃管切断设备;玻璃管切断设备包括调速电机、切刀安装盘、螺丝杆和两个直角切刀,切刀安装盘的两侧设有对称的方孔,方孔的上方和下方设有螺纹孔;两个直角切刀插装在切刀安装盘两侧的方孔内,并通过旋拧在螺纹孔上的螺丝杆限位固定,螺丝杆的两端设有用于旋拧的一字凹槽,切刀安装盘通过键连接安装在调速电机的输出轴上。该装置通过切刀盘