
一种锡丝生产工艺.pdf

永香****能手


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锡丝生产工艺.pdf
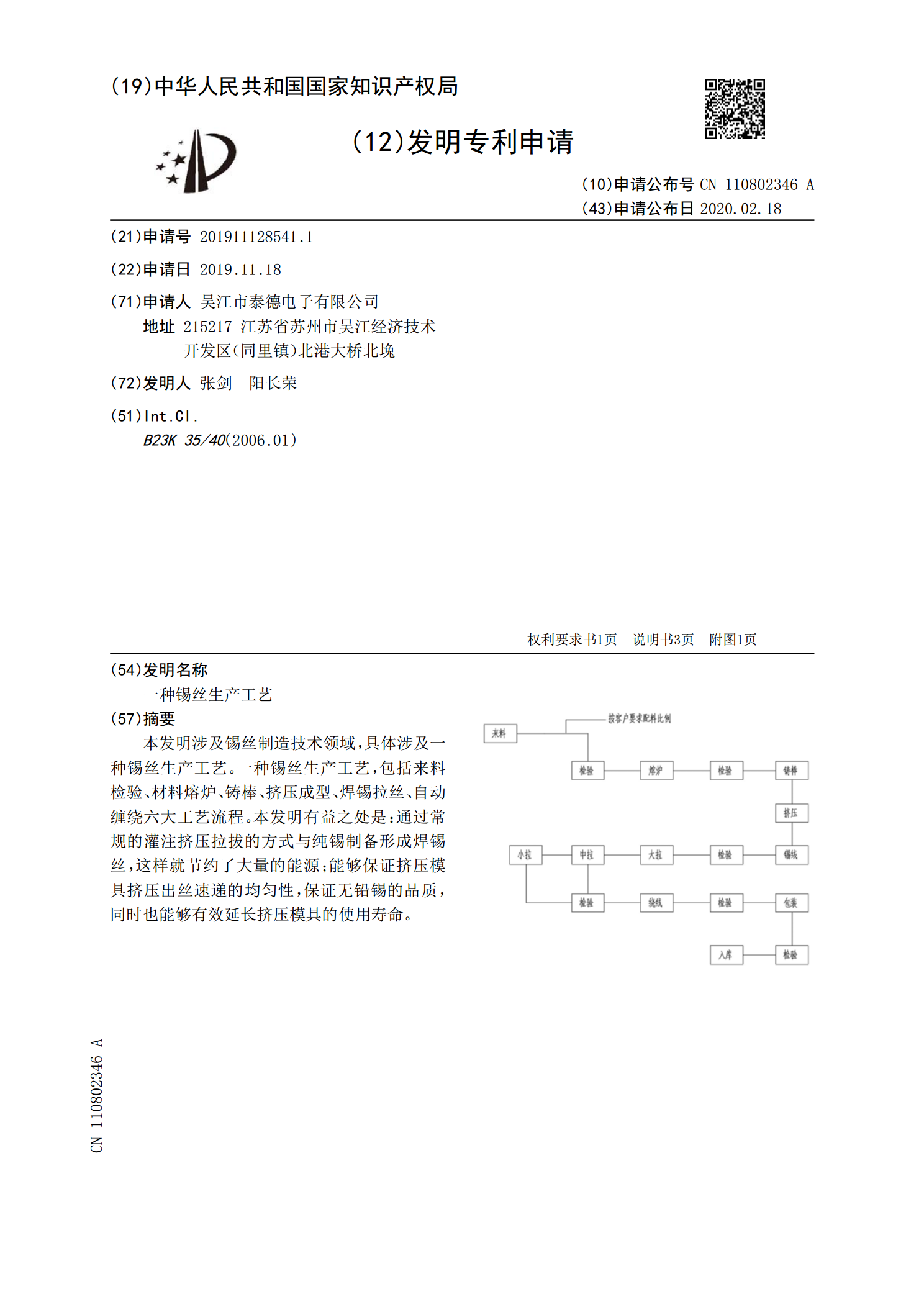
本发明涉及锡丝制造技术领域,具体涉及一种锡丝生产工艺。一种锡丝生产工艺,包括来料检验、材料熔炉、铸棒、挤压成型、焊锡拉丝、自动缠绕六大工艺流程。本发明有益之处是:通过常规的灌注挤压拉拔的方式与纯锡制备形成焊锡丝,这样就节约了大量的能源;能够保证挤压模具挤压出丝速递的均匀性,保证无铅锡的品质,同时也能够有效延长挤压模具的使用寿命。
一种锡丝送锡机构.pdf
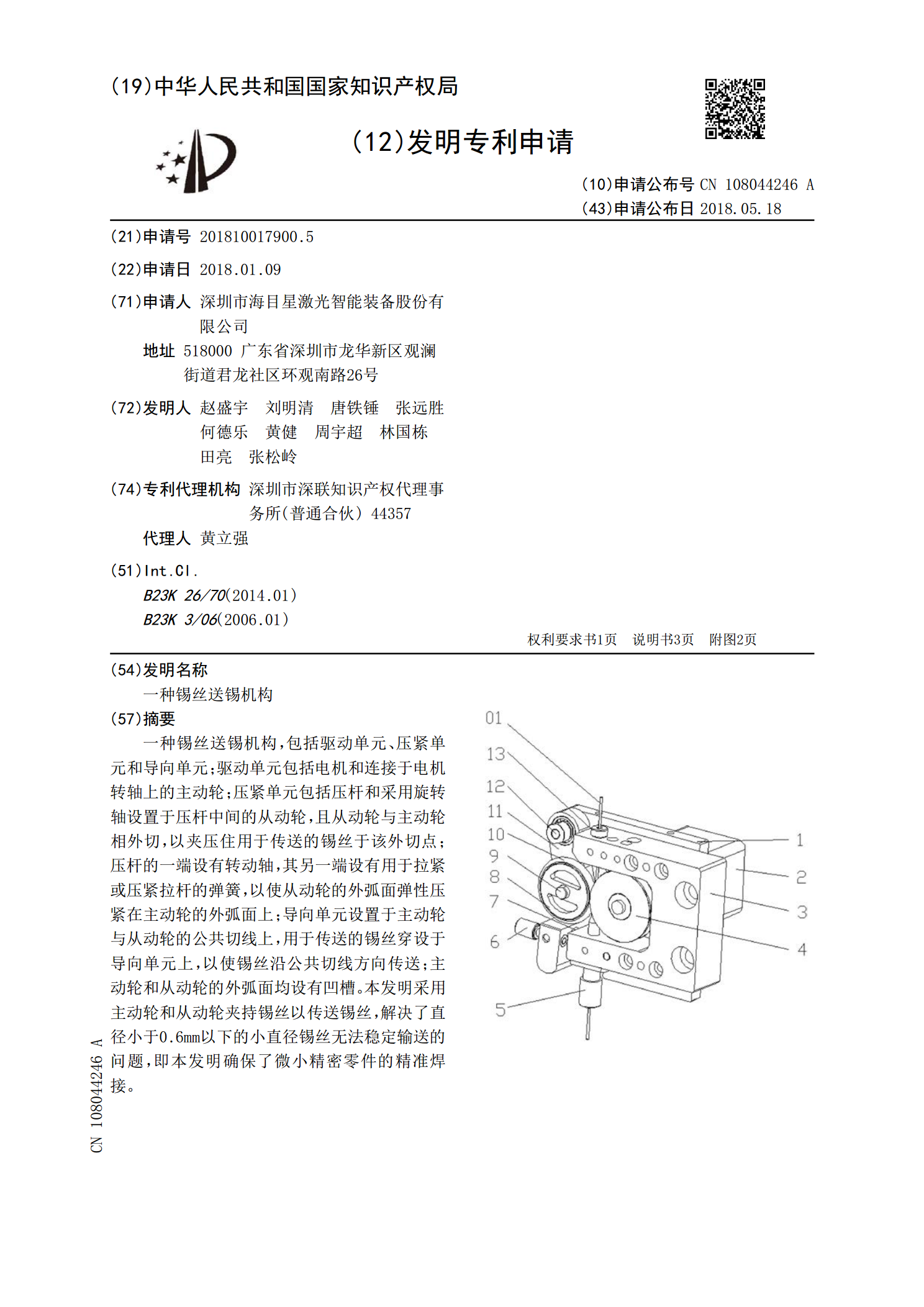
一种锡丝送锡机构,包括驱动单元、压紧单元和导向单元;驱动单元包括电机和连接于电机转轴上的主动轮;压紧单元包括压杆和采用旋转轴设置于压杆中间的从动轮,且从动轮与主动轮相外切,以夹压住用于传送的锡丝于该外切点;压杆的一端设有转动轴,其另一端设有用于拉紧或压紧拉杆的弹簧,以使从动轮的外弧面弹性压紧在主动轮的外弧面上;导向单元设置于主动轮与从动轮的公共切线上,用于传送的锡丝穿设于导向单元上,以使锡丝沿公共切线方向传送;主动轮和从动轮的外弧面均设有凹槽。本发明采用主动轮和从动轮夹持锡丝以传送锡丝,解决了直径小于0.

有铅锡丝和无铅锡丝.ppt
有铅锡丝和无铅锡丝锡丝特点锡条特点锡球特点锡膏特点阳极棒特点

一种锡丝切割机.pdf
本发明属于切割机技术领域,特别涉及一种锡丝切割机,包括第一齿轮、第二齿轮、第三齿轮和电动机,所述第一齿轮和所述第二齿轮咬合连接,所述第二齿轮和第三齿轮咬合连接,所述第一齿轮和电动机通过导线连接。相对于现有技术,锡丝切割机在送锡的过程中,用精密加工的切割齿轮将锡丝切割出一个个连续的凹槽,让助焊剂先行渗出,让大部分助焊剂在金属外围沸腾,除了能大幅度减少“锡爆”产生的锡球外,还能使助焊剂完整保护金属活性,不会对焊锡的制造过程产生影响。

一种锡丝自动上料机构.pdf
一种锡丝自动上料机构,包括底板,底板上固定1对滑轨并配合滑座,滑座上固定水平移动板,水平移动板和底板之间还配合有皮带轮组件,皮带轮组件的皮带上固定皮带夹,皮带夹和水平移动板的顶面或底面固定,水平移动板上固定有线盘支架并对应有线盘;线盘支架侧边设置有走线机构;走线机构的右侧设置有拉线机构;在引线块和第一夹爪气缸的正侧边设置有剪切机构;还包括抓取机构,以及多个焊接用工装治具固定在水平移动板侧边。本申请的一种锡丝自动上料机构,用于满足光伏太阳能板的接线盒焊接前的实际生产需要,产线自动化程度得到提升,结构精巧,具