
一种薄竹板加工工艺.pdf

书生****aa


1/6
2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄竹板加工工艺.pdf
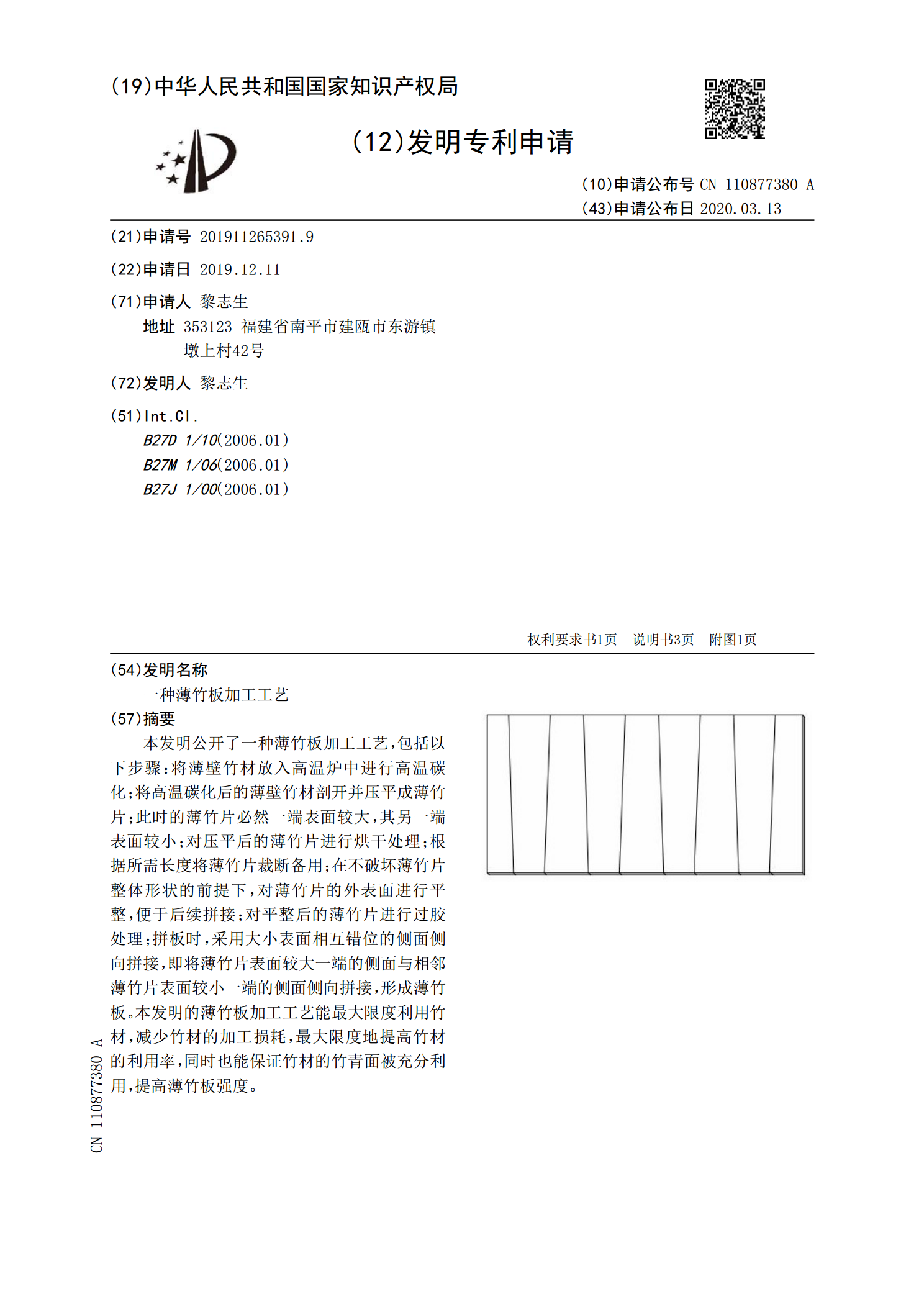
本发明公开了一种薄竹板加工工艺,包括以下步骤:将薄壁竹材放入高温炉中进行高温碳化;将高温碳化后的薄壁竹材剖开并压平成薄竹片;此时的薄竹片必然一端表面较大,其另一端表面较小;对压平后的薄竹片进行烘干处理;根据所需长度将薄竹片裁断备用;在不破坏薄竹片整体形状的前提下,对薄竹片的外表面进行平整,便于后续拼接;对平整后的薄竹片进行过胶处理;拼板时,采用大小表面相互错位的侧面侧向拼接,即将薄竹片表面较大一端的侧面与相邻薄竹片表面较小一端的侧面侧向拼接,形成薄竹板。本发明的薄竹板加工工艺能最大限度利用竹材,减少竹材的
一种提高竹材利用率的竹板加工工艺.pdf
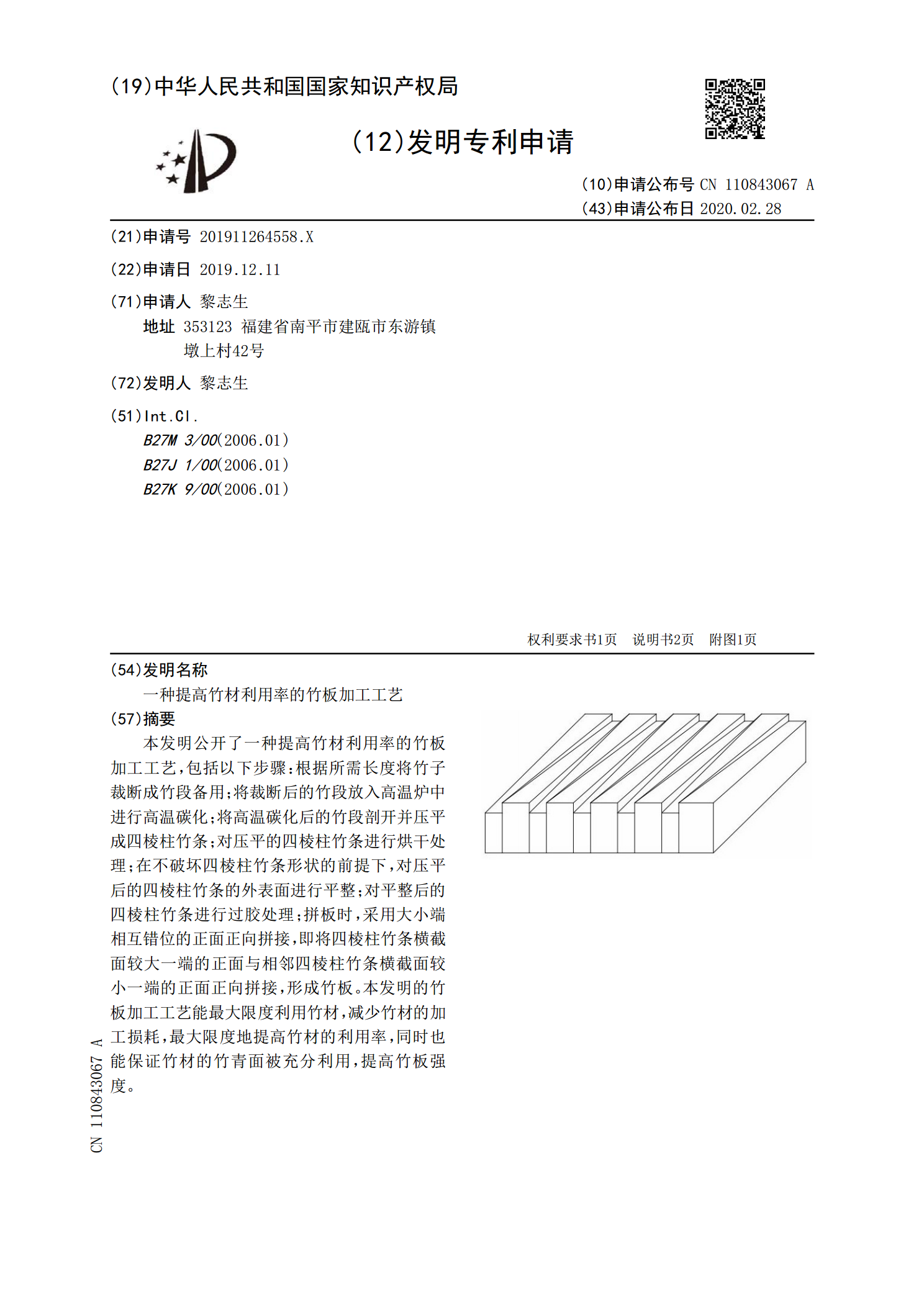
本发明公开了一种提高竹材利用率的竹板加工工艺,包括以下步骤:根据所需长度将竹子裁断成竹段备用;将裁断后的竹段放入高温炉中进行高温碳化;将高温碳化后的竹段剖开并压平成四棱柱竹条;对压平的四棱柱竹条进行烘干处理;在不破坏四棱柱竹条形状的前提下,对压平后的四棱柱竹条的外表面进行平整;对平整后的四棱柱竹条进行过胶处理;拼板时,采用大小端相互错位的正面正向拼接,即将四棱柱竹条横截面较大一端的正面与相邻四棱柱竹条横截面较小一端的正面正向拼接,形成竹板。本发明的竹板加工工艺能最大限度利用竹材,减少竹材的加工损耗,最大限

一种防腐防霉竹板生产工艺及其加工设备.pdf
本发明公开了一种防腐防霉竹板生产加工设备,包括夹持板,所述夹持板设有两个,且两个夹持板之间安装有用于竹板浸泡提高吸收效率的竹板挤压装置,本发明通过夹持件将竹板夹持固定,然后再通过竹板挤压装置内的两个挤压件对竹板两侧进行错位挤压,由于竹板曾在一定的柔韧性,使得竹板呈现S型弯曲,使其与防腐防霉药剂之间接触面积更大,提高药液的吸收效率,同时将竹板取出的时候,利用挤压件能够对竹板表面残留防腐防霉药剂的排出,减少防腐防霉药剂浪费。
一种用于竹制工艺品加工的竹板截面装置.pdf
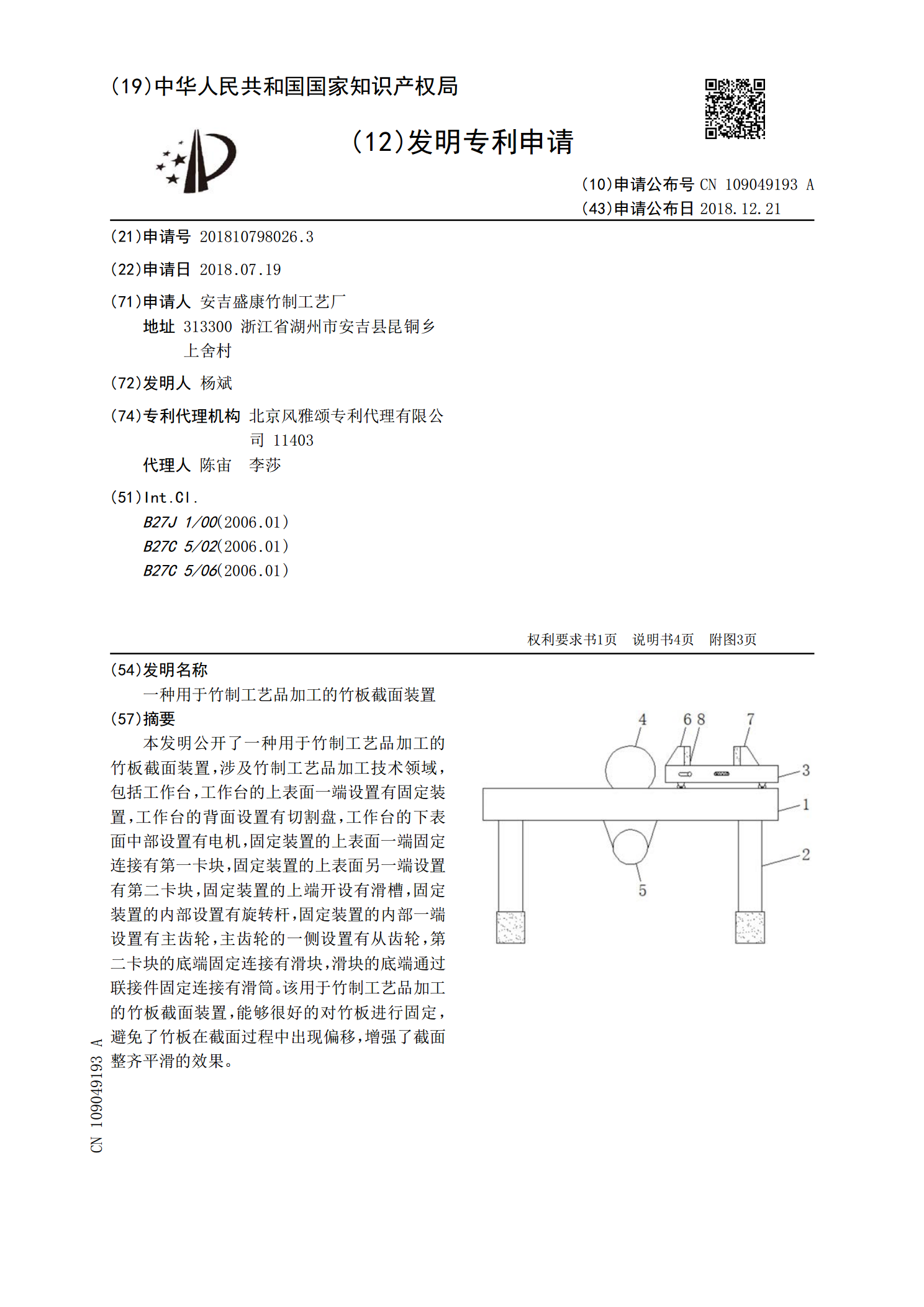
本发明公开了一种用于竹制工艺品加工的竹板截面装置,涉及竹制工艺品加工技术领域,包括工作台,工作台的上表面一端设置有固定装置,工作台的背面设置有切割盘,工作台的下表面中部设置有电机,固定装置的上表面一端固定连接有第一卡块,固定装置的上表面另一端设置有第二卡块,固定装置的上端开设有滑槽,固定装置的内部设置有旋转杆,固定装置的内部一端设置有主齿轮,主齿轮的一侧设置有从齿轮,第二卡块的底端固定连接有滑块,滑块的底端通过联接件固定连接有滑筒。该用于竹制工艺品加工的竹板截面装置,能够很好的对竹板进行固定,避免了竹板在
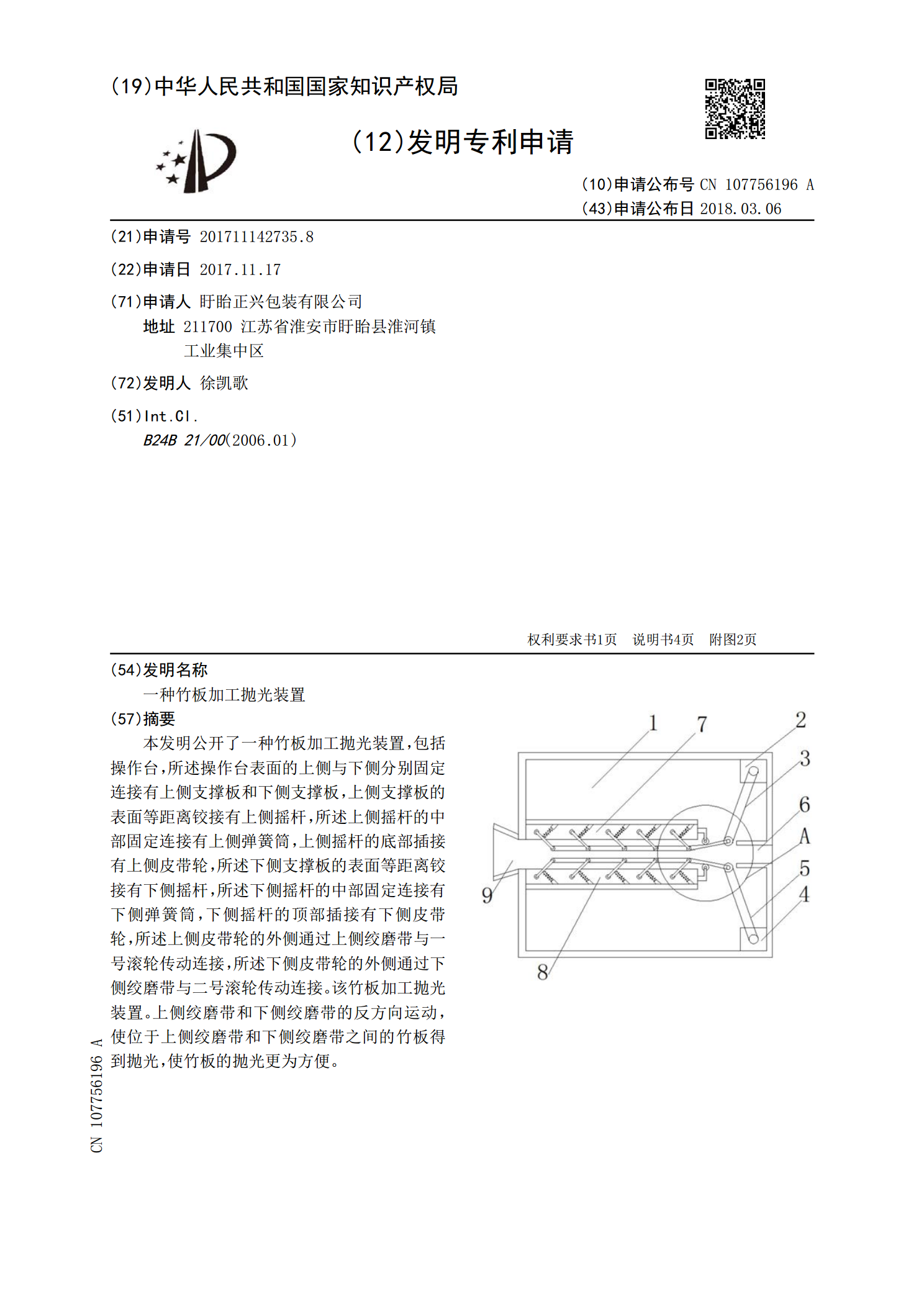
一种竹板加工抛光装置.pdf
本发明公开了一种竹板加工抛光装置,包括操作台,所述操作台表面的上侧与下侧分别固定连接有上侧支撑板和下侧支撑板,上侧支撑板的表面等距离铰接有上侧摇杆,所述上侧摇杆的中部固定连接有上侧弹簧筒,上侧摇杆的底部插接有上侧皮带轮,所述下侧支撑板的表面等距离铰接有下侧摇杆,所述下侧摇杆的中部固定连接有下侧弹簧筒,下侧摇杆的顶部插接有下侧皮带轮,所述上侧皮带轮的外侧通过上侧绞磨带与一号滚轮传动连接,所述下侧皮带轮的外侧通过下侧绞磨带与二号滚轮传动连接。该竹板加工抛光装置。上侧绞磨带和下侧绞磨带的反方向运动,使位于上侧绞