
金属部件热处理的方法和装置.pdf

霞英****娘子


1/10
2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金属部件热处理的方法和装置.pdf
本发明涉及一种金属部件(1)的热处理的方法和装置。该方法至少包括以下步骤:a)在第一炉(2)中加热部件(1),b)在第一温度调节站(5)中设定部件(1)的至少第一子区域(3)和第二子区域(4)之间的温度差,c)在第二炉(6)中至少加热所述部件(1)的第一子区域(3)或第二子区域(4),d)在第二温度调节站(7)中对所述部件(1)的至少一个子区域进行热处理,e)在冲压硬化工具(8)中至少部分地成型和/或冷却所述部件(1)。
用于金属部件的热处理的方法和装置.pdf
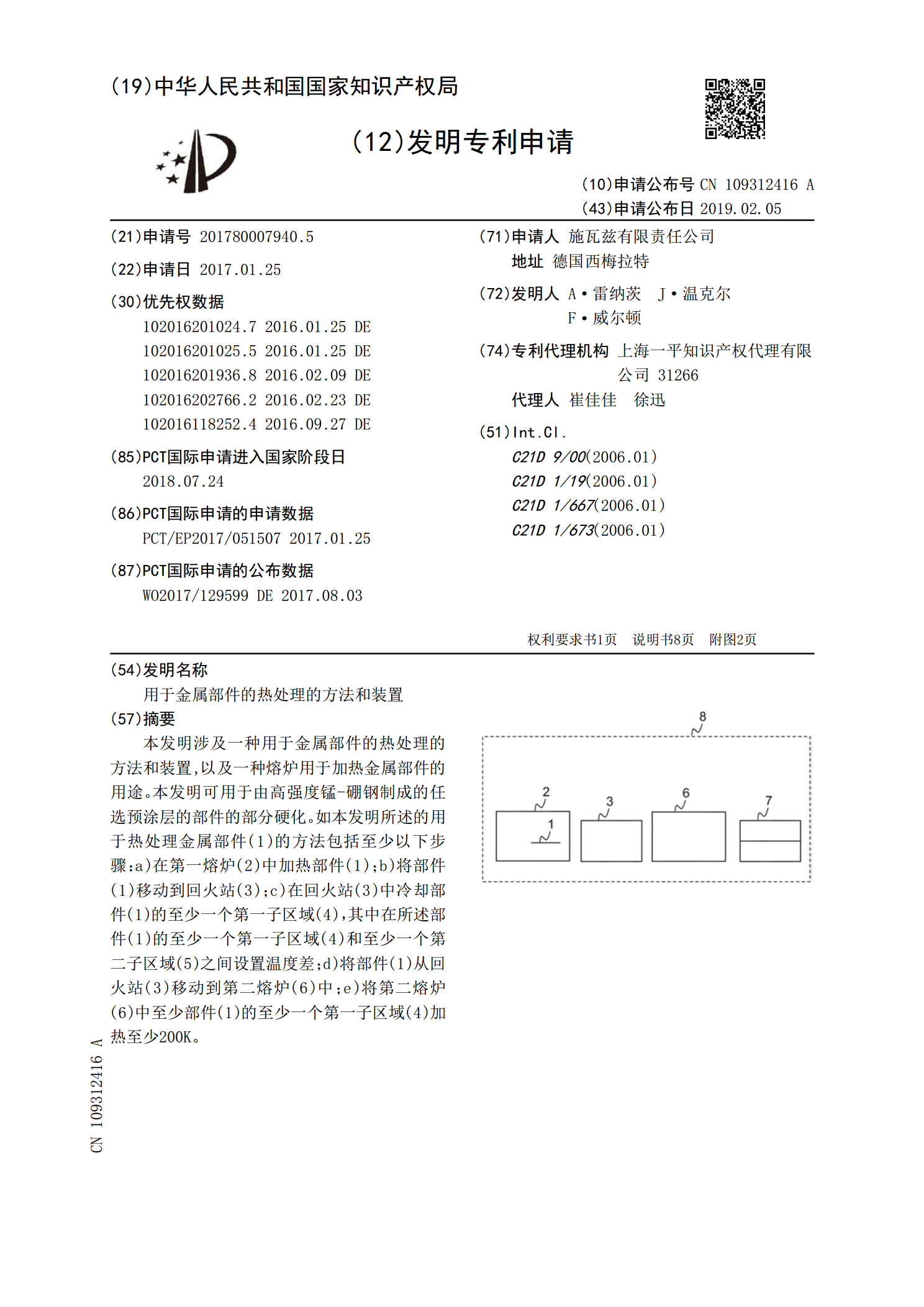
本发明涉及一种用于金属部件的热处理的方法和装置,以及一种熔炉用于加热金属部件的用途。本发明可用于由高强度锰‑硼钢制成的任选预涂层的部件的部分硬化。如本发明所述的用于热处理金属部件(1)的方法包括至少以下步骤:a)在第一熔炉(2)中加热部件(1);b)将部件(1)移动到回火站(3);c)在回火站(3)中冷却部件(1)的至少一个第一子区域(4),其中在所述部件(1)的至少一个第一子区域(4)和至少一个第二子区域(5)之间设置温度差;d)将部件(1)从回火站(3)移动到第二熔炉(6)中;e)将第二熔炉(6)中至
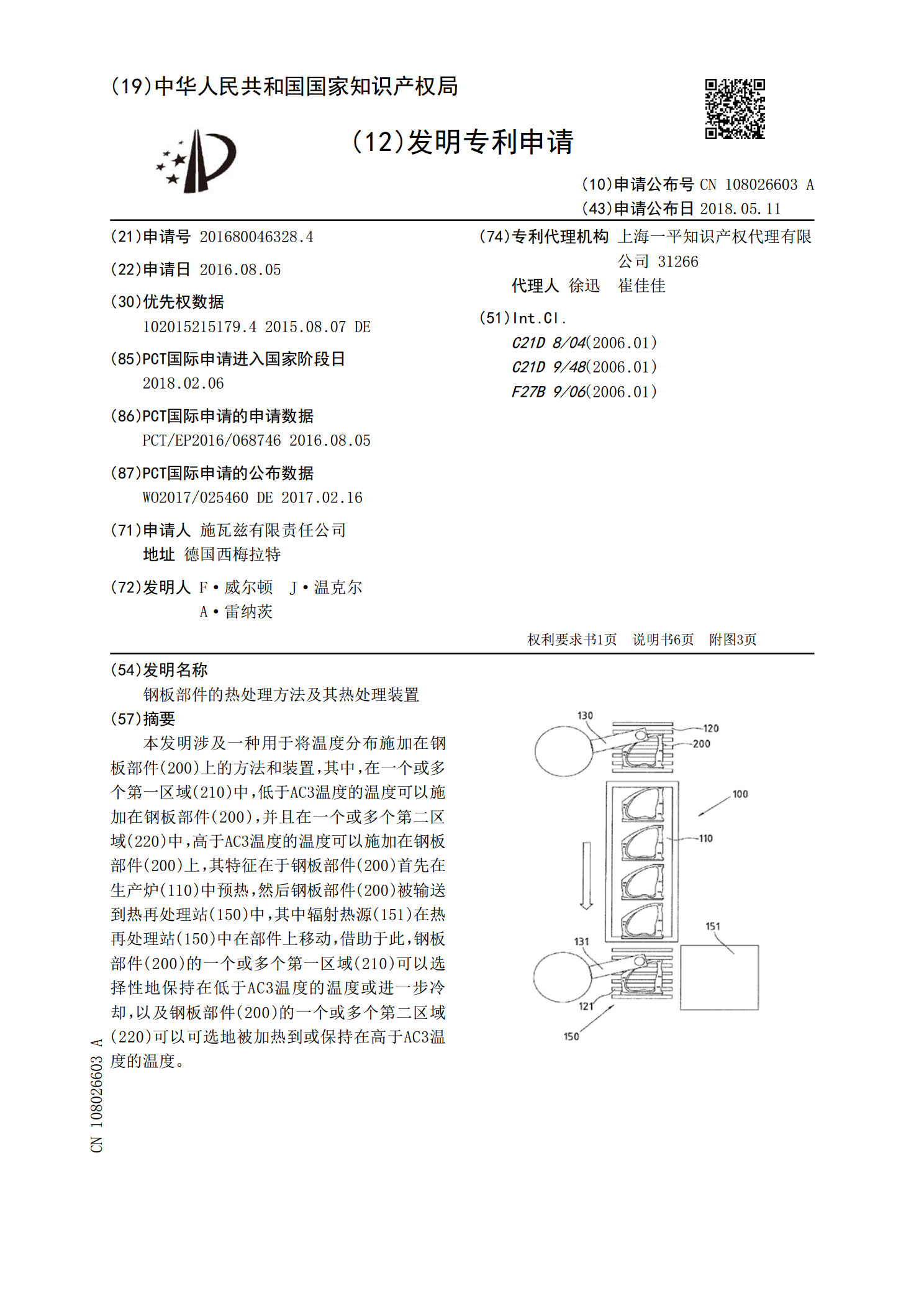
钢板部件的热处理方法及其热处理装置.pdf
本发明涉及一种用于将温度分布施加在钢板部件(200)上的方法和装置,其中,在一个或多个第一区域(210)中,低于AC3温度的温度可以施加在钢板部件(200),并且在一个或多个第二区域(220)中,高于AC3温度的温度可以施加在钢板部件(200)上,其特征在于钢板部件(200)首先在生产炉(110)中预热,然后钢板部件(200)被输送到热再处理站(150)中,其中辐射热源(151)在热再处理站(150)中在部件上移动,借助于此,钢板部件(200)的一个或多个第一区域(210)可以选择性地保持在低于AC3温度
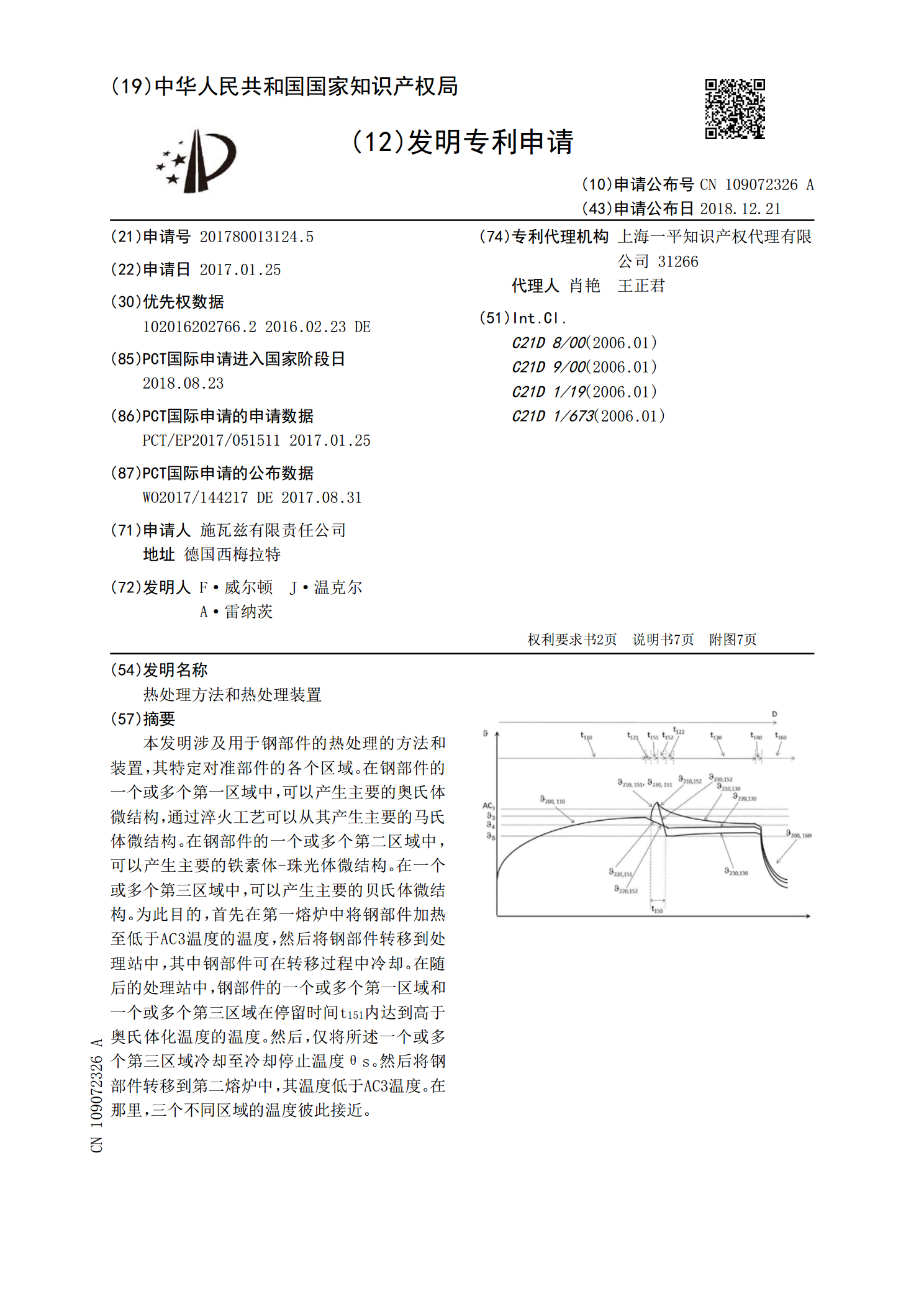
热处理方法和热处理装置.pdf
本发明涉及用于钢部件的热处理的方法和装置,其特定对准部件的各个区域。在钢部件的一个或多个第一区域中,可以产生主要的奥氏体微结构,通过淬火工艺可以从其产生主要的马氏体微结构。在钢部件的一个或多个第二区域中,可以产生主要的铁素体‑珠光体微结构。在一个或多个第三区域中,可以产生主要的贝氏体微结构。为此目的,首先在第一熔炉中将钢部件加热至低于AC3温度的温度,然后将钢部件转移到处理站中,其中钢部件可在转移过程中冷却。在随后的处理站中,钢部件的一个或多个第一区域和一个或多个第三区域在停留时间t

热处理方法和热处理装置.pdf
本发明涉及一种用于热处理钢部件的方法和装置,其特别对准部件的各个区域。在钢部件的一个或多个第一区域中,可以调整主要的奥氏体结构,从其通过淬火得到主要的马氏体结构。在钢部件的一个或多个第二区域中,存在主要的贝氏体结构,其中金属部件首先在第一熔炉中加热至高于Ac3温度的温度。随后,将钢部件转移到处理站中,其中钢部件可在转移期间冷却。在处理站中,钢部件的一个或多个第二区域在处理期间被冷却至冷却停止温度θ