
一种转炉托圈耳轴现场修复装置及方法.pdf

猫巷****熙柔


1/10

2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种转炉托圈耳轴现场修复装置及方法.pdf
本发明公开了一种转炉托圈耳轴现场修复装置及方法,修复装置包括固定轴、可绕固定轴旋转的主动端盘、从动端盘和连接杆,主动端盘和从动端盘之间设置有加工件对耳轴进行加工,修复方法是由主动端盘和从动端盘旋转带动加工件对耳轴进行加工,控制车刀支架的位置实现对不同长度位置的耳轴进行加工,通过本发明可在现场对转炉托圈耳轴进行旋转加工修复,不仅能提高了修复的速度和精度,还能降低炼钢厂的成本。

转炉托圈耳轴同轴度测量装置及测量方法.pdf
转炉托圈耳轴同轴度测量装置及测量方法,属于采用光学方法检测两个平行轴之间的横向偏移,尤其涉及转炉托圈制造过程耳轴同轴度在线测量、调整装置与方法。该装置包括托圈的两个耳轴、两个扇形体,特点是传动侧耳轴外端设发射支架和激光仪,内端设发射标靶支架和目标靶;游动侧耳轴内、外端设内接收靶支架、外接收靶支架和目标靶,按设置支架-安装激光仪-调试激光仪-测量游动耳轴-调整游动耳轴-焊接观测-焊后测量-数据处理的方法进行测量。优点是构思新颖、结构简单,操作简便,解决制造过程耳轴同轴测量难的问题;测量准确、及时;提高加工效
一种大型转炉托圈耳轴与扇形体焊接方法.pdf
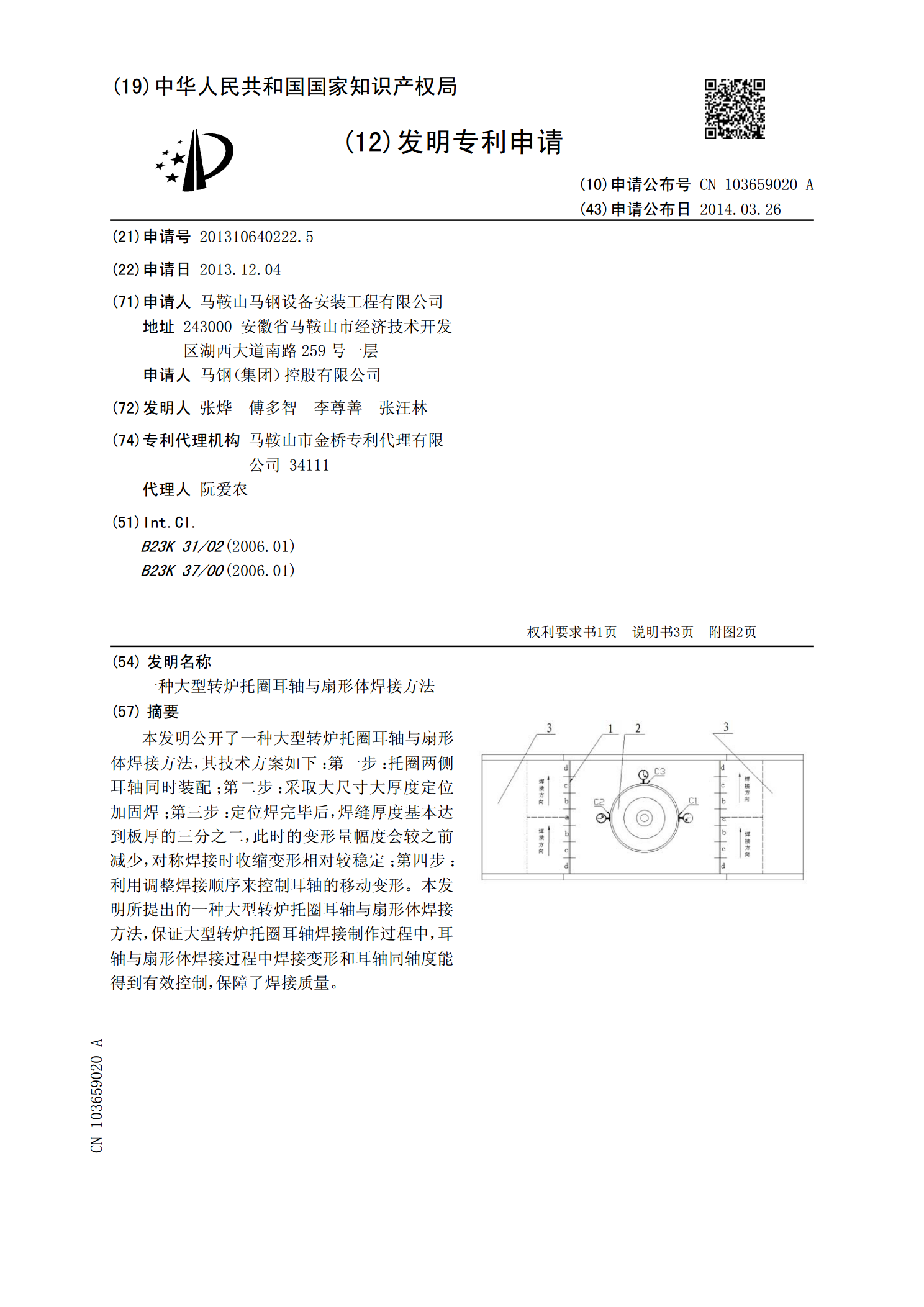
本发明公开了一种大型转炉托圈耳轴与扇形体焊接方法,其技术方案如下:第一步:托圈两侧耳轴同时装配;第二步:采取大尺寸大厚度定位加固焊;第三步:定位焊完毕后,焊缝厚度基本达到板厚的三分之二,此时的变形量幅度会较之前减少,对称焊接时收缩变形相对较稳定;第四步:利用调整焊接顺序来控制耳轴的移动变形。本发明所提出的一种大型转炉托圈耳轴与扇形体焊接方法,保证大型转炉托圈耳轴焊接制作过程中,耳轴与扇形体焊接过程中焊接变形和耳轴同轴度能得到有效控制,保障了焊接质量。

一种用于转炉耳轴的修复方法.pdf
本发明公开了一种用于转炉耳轴的修复方法,包括:1)拆下上轴承座,将转炉顶起,并拆卸已损坏的剖分轴承及其两侧的球垫;2)装配内圈和带有注料孔的球垫;3)沿耳轴的径向调整内圈,以确保内圈定位在与耳轴同轴的位置,然后使内圈固定;4)在球垫与耳轴之间和球垫和内圈之间设置粘结剂,以封堵球垫与耳轴之间和球垫与内圈之间的缝隙;5)通过上述注料孔向耳轴、内圈和球垫围成的空间内泵入金属修补剂,并使上述空间内填满金属修补剂;6)对上述空间内的金属修补剂进行保温,以使其固化。本发明提供的修复方法能够降低耳轴的修复成本。

一种转炉托圈耳轴块焊接工艺.pdf
一种转炉托圈耳轴块焊接工艺,属于转炉托圈制作方法技术领域,用于对转炉托圈耳轴块的耳轴和内侧板、外侧板进行焊接。本发明在耳轴块制作时改变了先焊接‑退火‑精加工的工艺,改为精加工‑焊接‑退火的工艺,焊接时采用多次翻转和交替焊接方法,退火采用履带加热器和加热管,按此工艺制作,可以节约35天制作周期,同时能够节约加工成本将近8万元。本发明是转炉托圈耳轴块制作工艺的首创,突破了传统的工艺流程,并采取了独特的焊接方法,有效地降低焊接应力和控制焊接变形,保证了两个耳轴块的焊接质量,同时不用进入退火炉即可完成焊接后的退火