
一种转炉连铸钢包全程加盖装置.pdf

康平****ng


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种转炉连铸钢包全程加盖装置.pdf
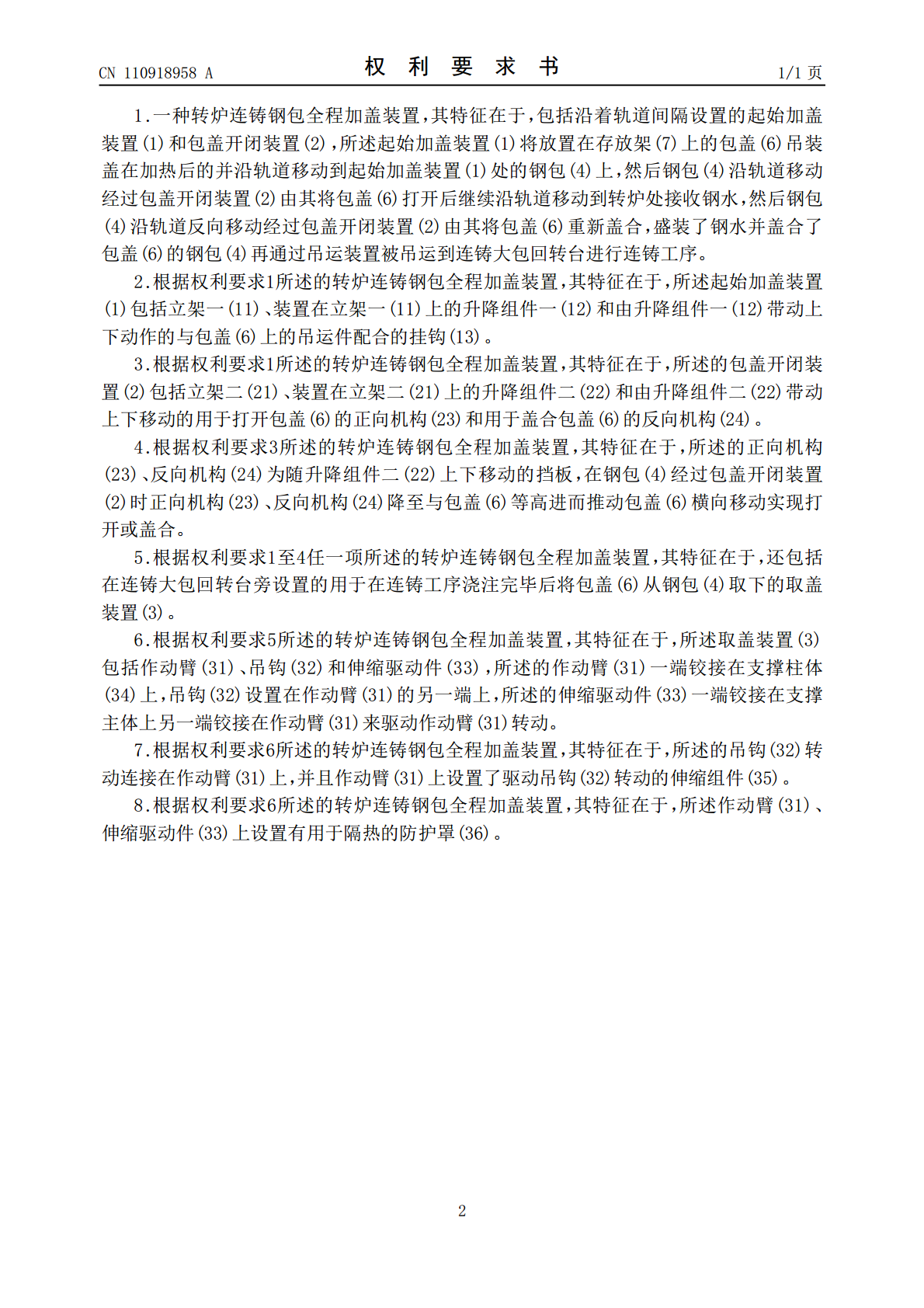
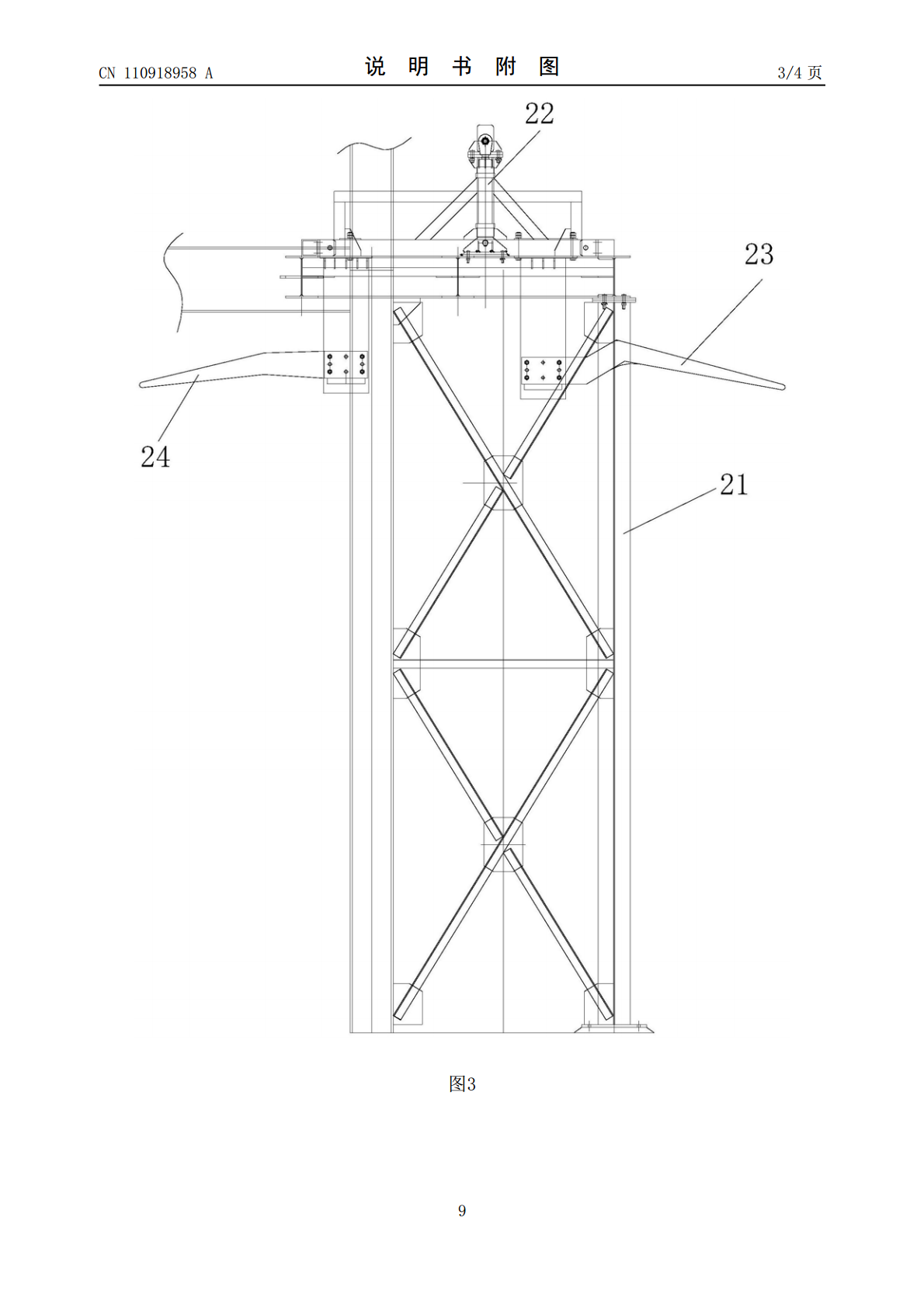
本发明公开一种转炉连铸钢包全程加盖装置,包括沿着轨道间隔设置的起始加盖装置和包盖开闭装置,起始加盖装置将放置在存放架上的包盖吊装盖在加热后的并沿轨道移动到起始加盖装置处的钢包上,然后钢包沿轨道移动经过包盖开闭装置由其将包盖打开后继续沿轨道移动到转炉处接收钢水,然后钢包沿轨道反向移动经过包盖开闭装置由其将包盖重新盖合,盛装了钢水并盖合了包盖的钢包再通过吊运装置被吊运到连铸大包回转台进行连铸工序。本发明有效解决了转炉到连铸工序全过程中加盖操作,能有效减小钢水的温降,降低热能损失,避免钢水过多与空气接触而氧化,
一种转炉钢包加盖提升装置.pdf
本发明公开了一种转炉钢包加盖提升装置,涉及铸钢生产设备技术领域,包括设置在炼钢平台一侧的卷扬机构,所述钢丝绳一端穿过炼钢平台与钢包盖相连,另一端与卷扬机构相连。通过在炼钢平台一侧设置卷扬机构,利用与卷扬机构相连的钢丝绳来吊装钢包盖,利用卷扬机构提供动力,来实现钢包盖的提升与钢包加盖动作。本发明具有结构简单、操作方便的优点,将卷扬机构远离钢包,有效的改善了卷扬机构的作业环境,提高卷扬机构的作业使用寿命,减少维护时间,减少钢包加盖生产影响,保证生产顺利进行;同时也节约机物料消耗、人工成本费用等。
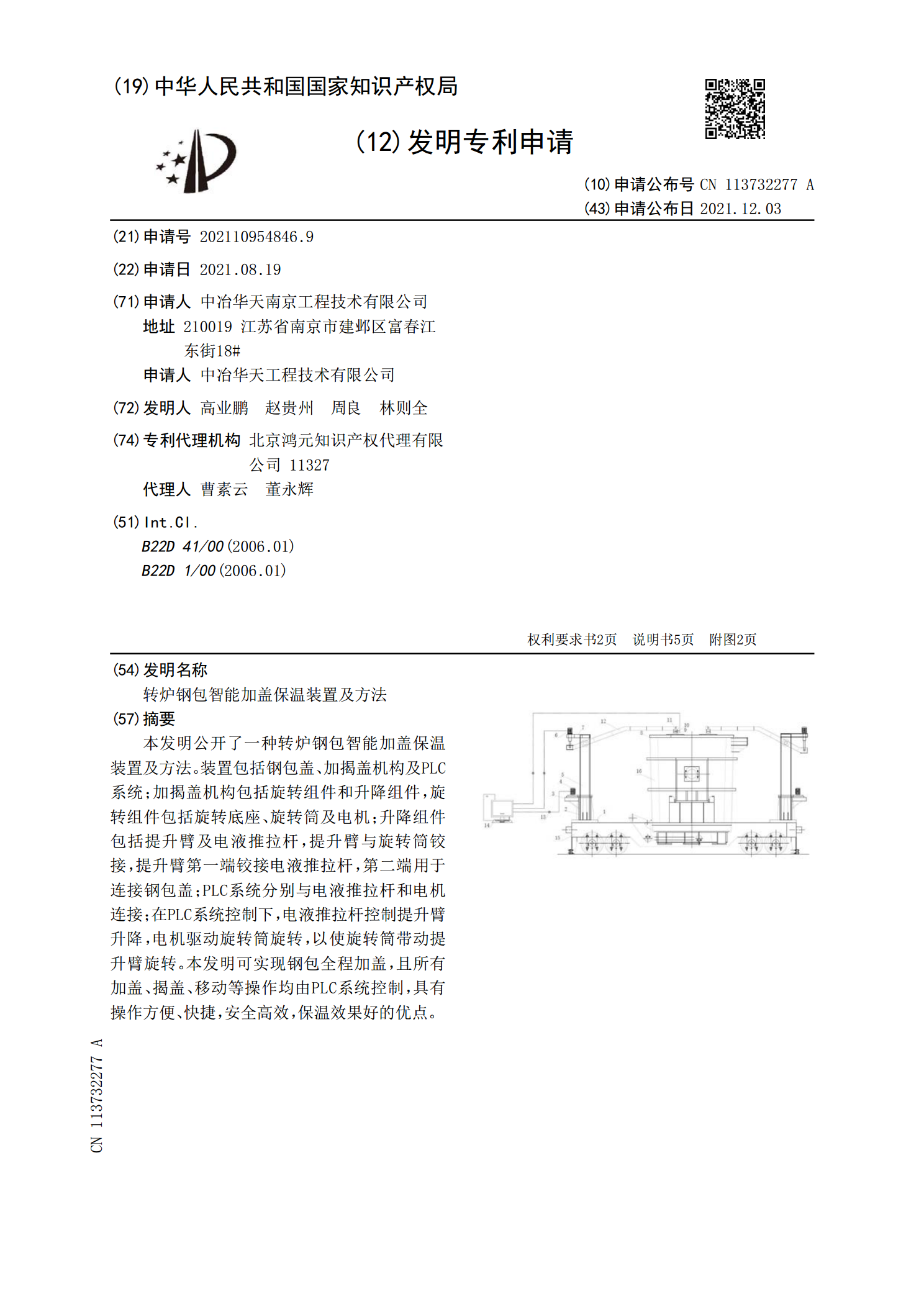
转炉钢包智能加盖保温装置及方法.pdf
本发明公开了一种转炉钢包智能加盖保温装置及方法。装置包括钢包盖、加揭盖机构及PLC系统;加揭盖机构包括旋转组件和升降组件,旋转组件包括旋转底座、旋转筒及电机;升降组件包括提升臂及电液推拉杆,提升臂与旋转筒铰接,提升臂第一端铰接电液推拉杆,第二端用于连接钢包盖;PLC系统分别与电液推拉杆和电机连接;在PLC系统控制下,电液推拉杆控制提升臂升降,电机驱动旋转筒旋转,以使旋转筒带动提升臂旋转。本发明可实现钢包全程加盖,且所有加盖、揭盖、移动等操作均由PLC系统控制,具有操作方便、快捷,安全高效,保温效果好的优点

钢包全程加盖技术的应用.docx
钢包全程加盖技术的应用钢包全程加盖技术的应用随着钢铁工业的发展,钢包全程加盖技术在钢铁炉渣处理和炉膛燃烧控制中扮演着重要的角色。该技术利用遮盖物覆盖钢包口,实现了从装料到倒包的全程密闭处理,极大地改善了炼钢质量和生产环境,并有效减少了废气废渣的排放。一、钢包全程加盖技术的原理与优点钢包全程加盖技术的原理在于采用密封的方式,将钢包口能量密集区域密封起来,避免了钢包中的氧气流到钢水表面,从而避免了钢水表面氧化。此外,全程加盖还可以减少钢水表面涟漪,确保钢水在倒注时的均匀性,从而提高钢水质量,减少废品率。加盖还
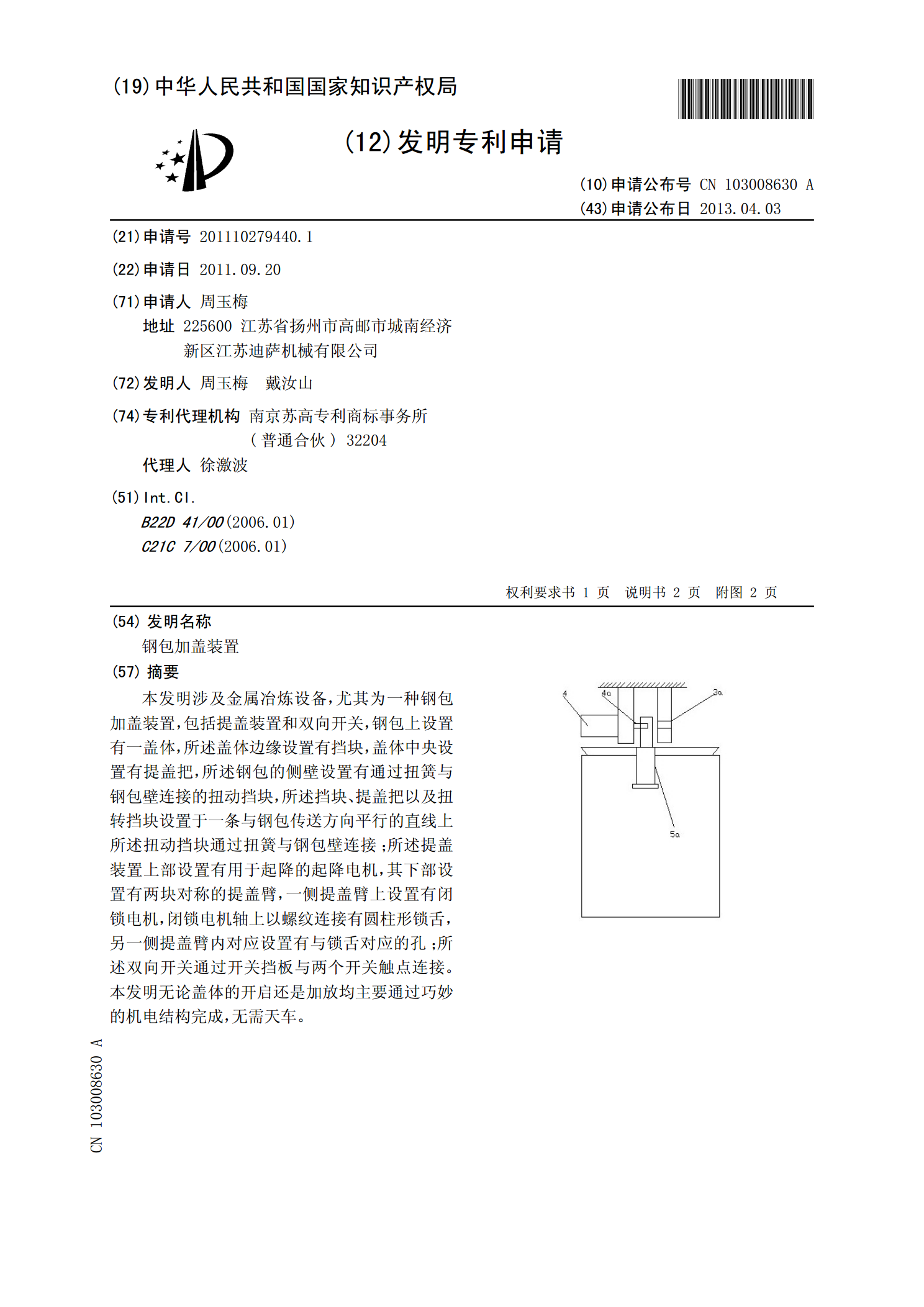
钢包加盖装置.pdf
本发明涉及金属冶炼设备,尤其为一种钢包加盖装置,包括提盖装置和双向开关,钢包上设置有一盖体,所述盖体边缘设置有挡块,盖体中央设置有提盖把,所述钢包的侧壁设置有通过扭簧与钢包壁连接的扭动挡块,所述挡块、提盖把以及扭转挡块设置于一条与钢包传送方向平行的直线上所述扭动挡块通过扭簧与钢包壁连接;所述提盖装置上部设置有用于起降的起降电机,其下部设置有两块对称的提盖臂,一侧提盖臂上设置有闭锁电机,闭锁电机轴上以螺纹连接有圆柱形锁舌,另一侧提盖臂内对应设置有与锁舌对应的孔;所述双向开关通过开关挡板与两个开关触点连接。本