
一种全自动烤炉及其控制方法.pdf

一只****签网

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种全自动烤炉及其控制方法.pdf
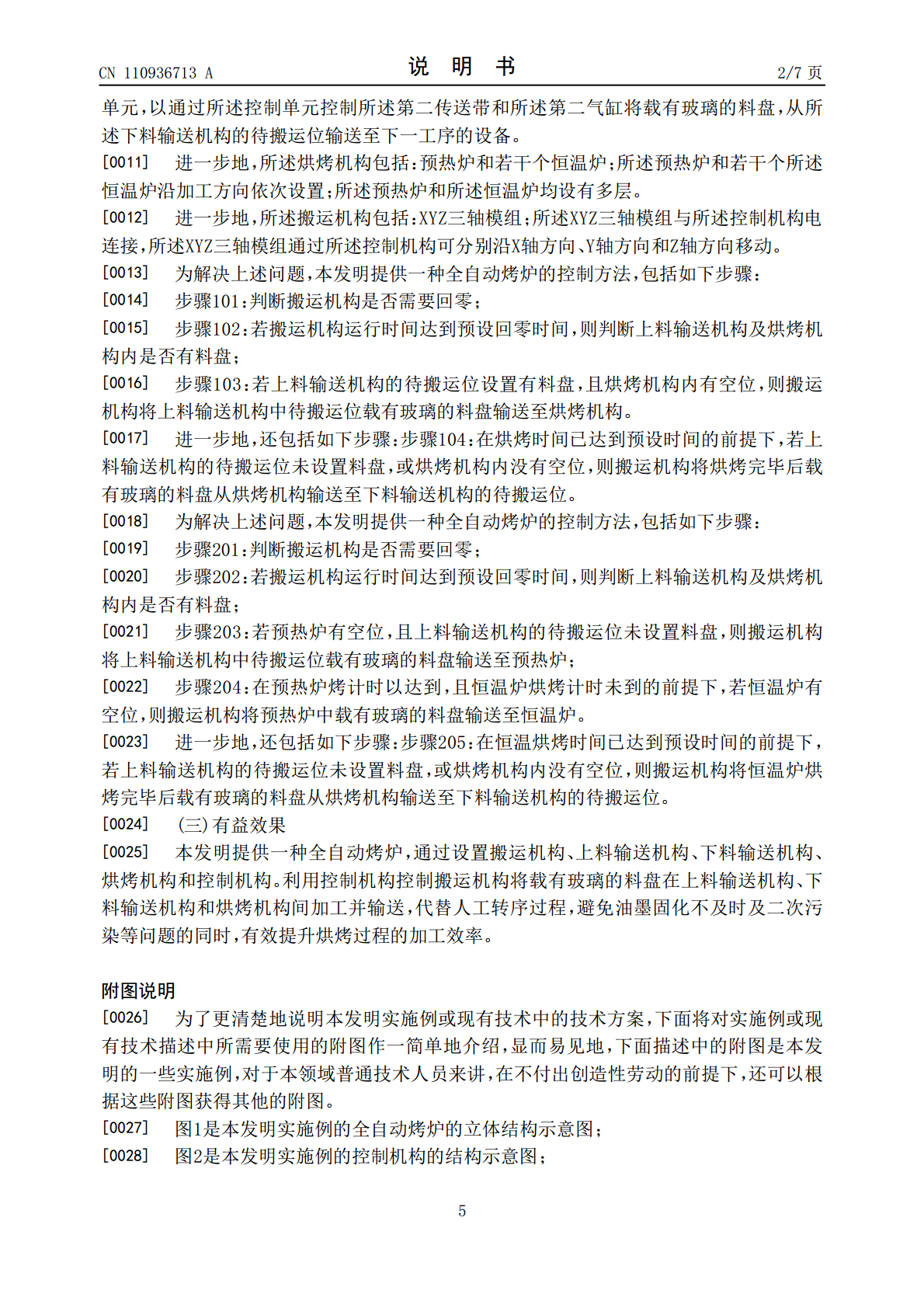
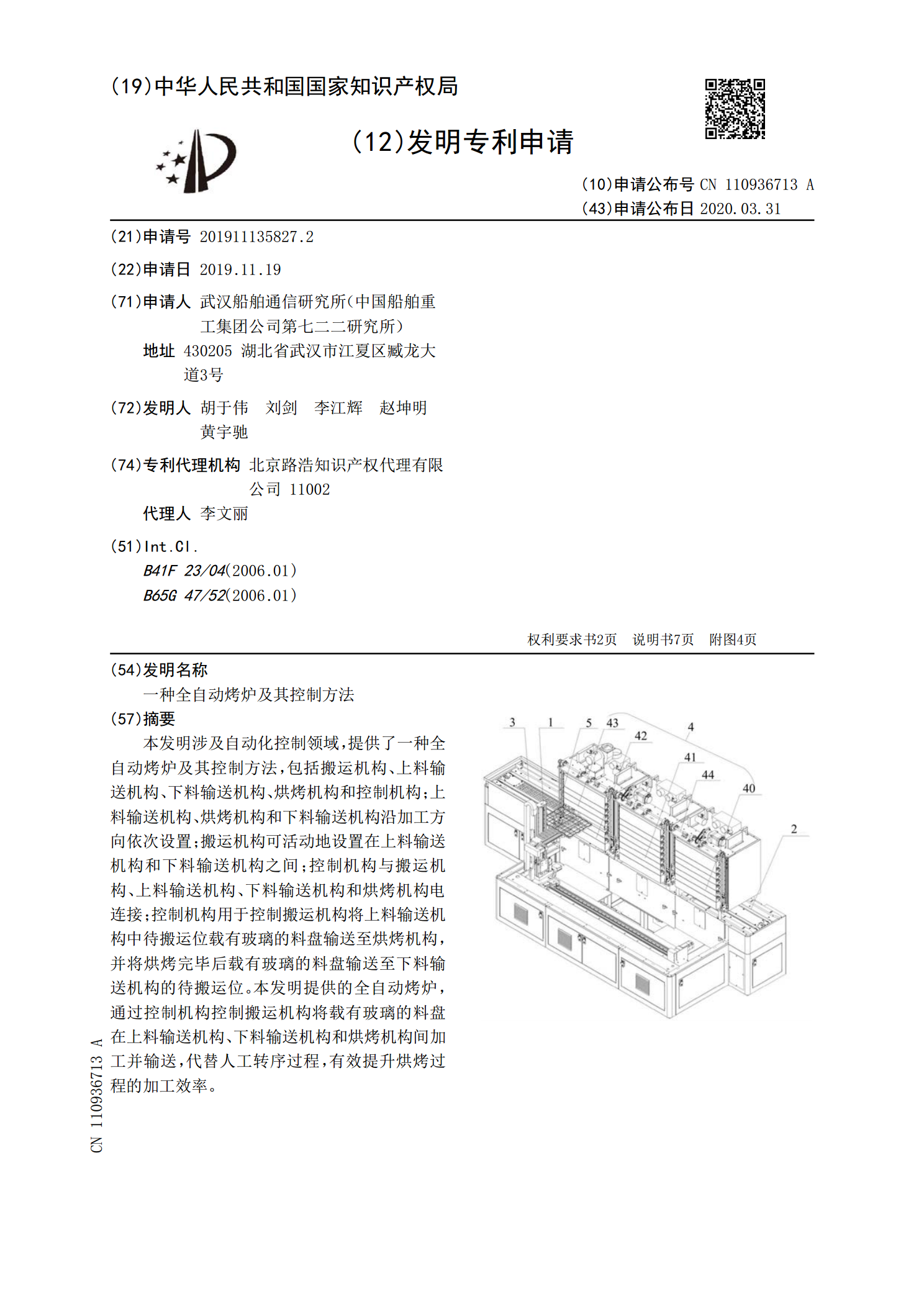
本发明涉及自动化控制领域,提供了一种全自动烤炉及其控制方法,包括搬运机构、上料输送机构、下料输送机构、烘烤机构和控制机构;上料输送机构、烘烤机构和下料输送机构沿加工方向依次设置;搬运机构可活动地设置在上料输送机构和下料输送机构之间;控制机构与搬运机构、上料输送机构、下料输送机构和烘烤机构电连接;控制机构用于控制搬运机构将上料输送机构中待搬运位载有玻璃的料盘输送至烘烤机构,并将烘烤完毕后载有玻璃的料盘输送至下料输送机构的待搬运位。本发明提供的全自动烤炉,通过控制机构控制搬运机构将载有玻璃的料盘在上料输送机构
一种全自动烤炉.pdf
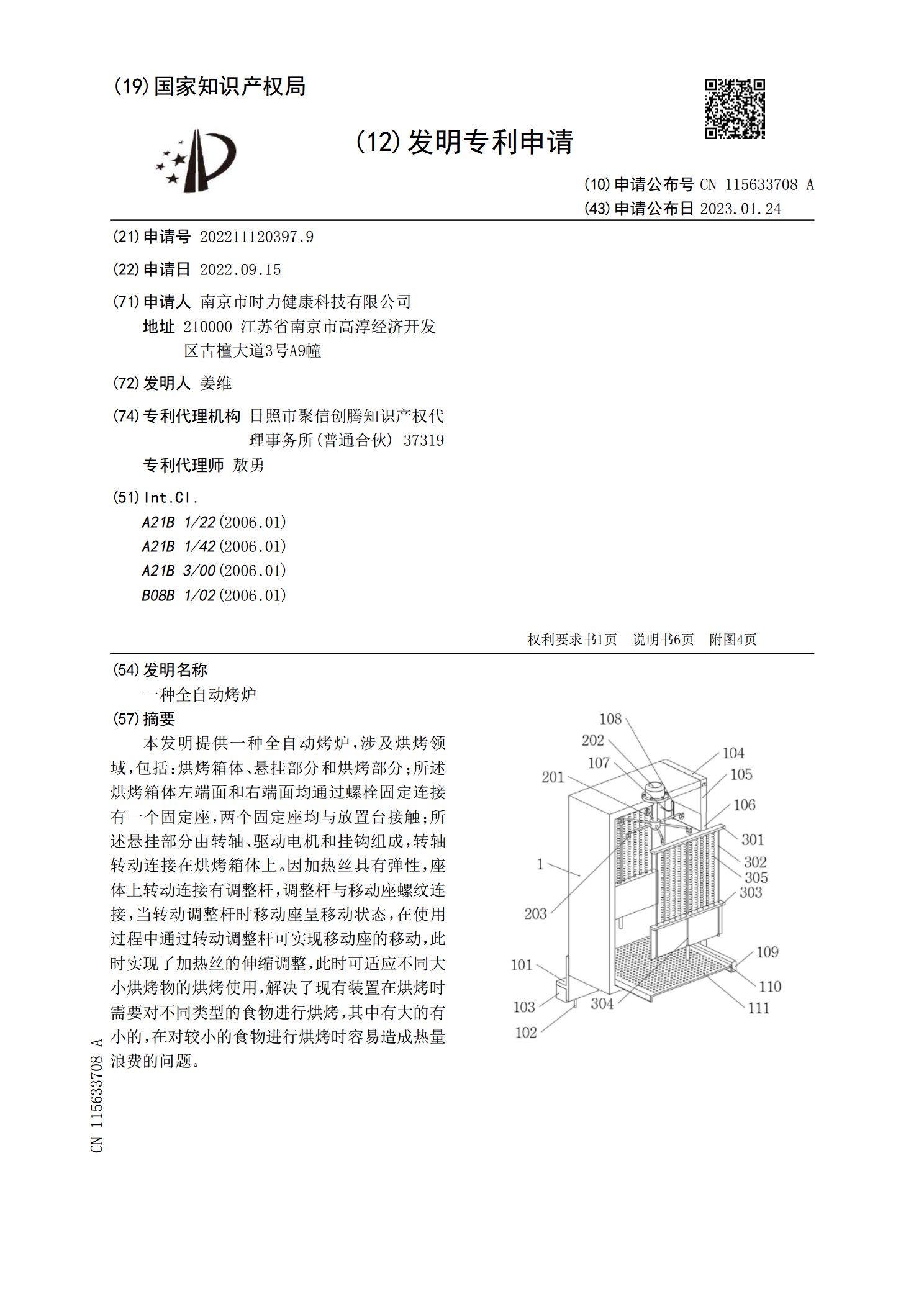
本发明提供一种全自动烤炉,涉及烘烤领域,包括:烘烤箱体、悬挂部分和烘烤部分;所述烘烤箱体左端面和右端面均通过螺栓固定连接有一个固定座,两个固定座均与放置台接触;所述悬挂部分由转轴、驱动电机和挂钩组成,转轴转动连接在烘烤箱体上。因加热丝具有弹性,座体上转动连接有调整杆,调整杆与移动座螺纹连接,当转动调整杆时移动座呈移动状态,在使用过程中通过转动调整杆可实现移动座的移动,此时实现了加热丝的伸缩调整,此时可适应不同大小烘烤物的烘烤使用,解决了现有装置在烘烤时需要对不同类型的食物进行烘烤,其中有大的有小的,在对较
一种全自动奶瓶及其控制方法.pdf
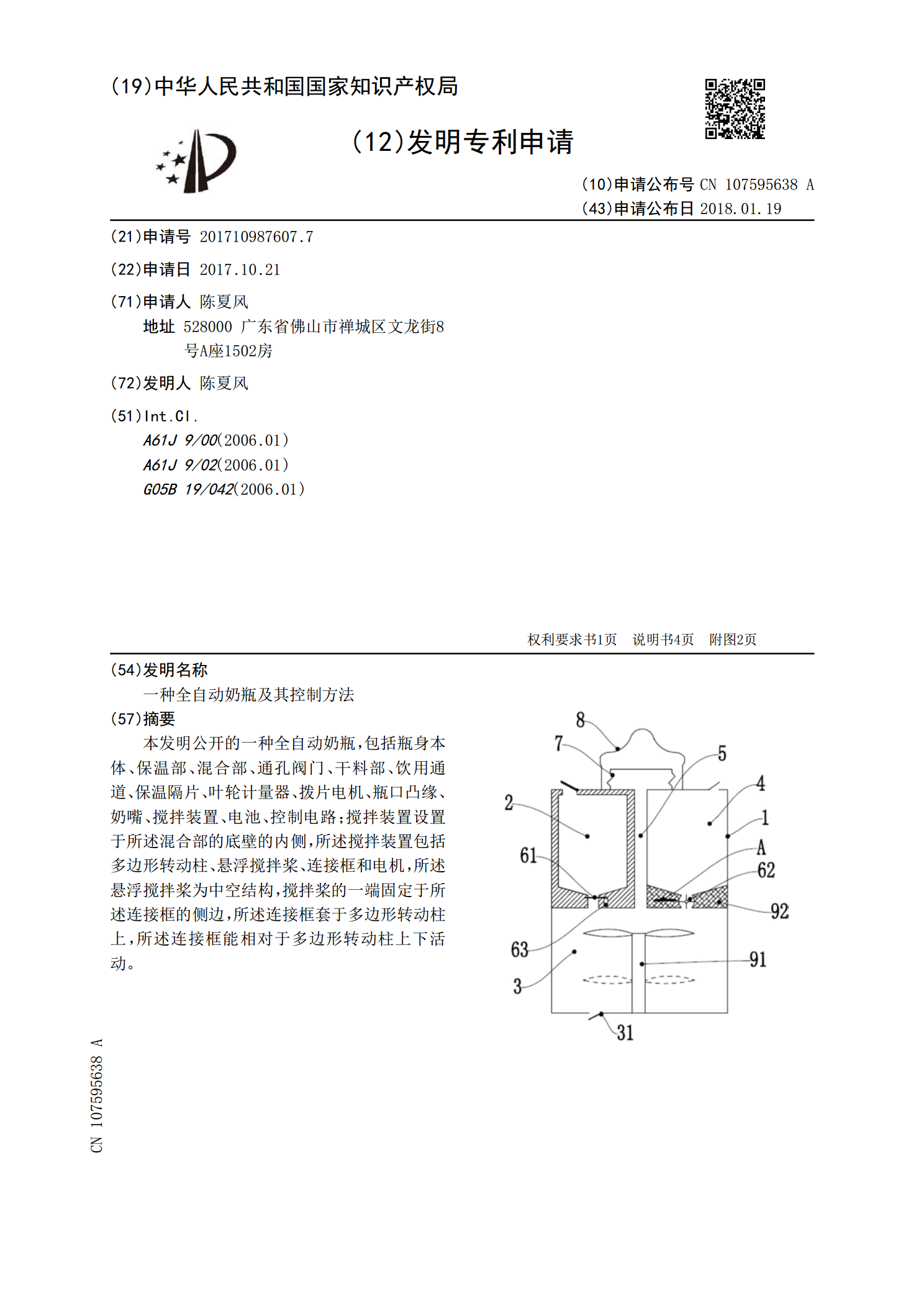
本发明公开的一种全自动奶瓶,包括瓶身本体、保温部、混合部、通孔阀门、干料部、饮用通道、保温隔片、叶轮计量器、拨片电机、瓶口凸缘、奶嘴、搅拌装置、电池、控制电路;搅拌装置设置于所述混合部的底壁的内侧,所述搅拌装置包括多边形转动柱、悬浮搅拌桨、连接框和电机,所述悬浮搅拌桨为中空结构,搅拌桨的一端固定于所述连接框的侧边,所述连接框套于多边形转动柱上,所述连接框能相对于多边形转动柱上下活动。
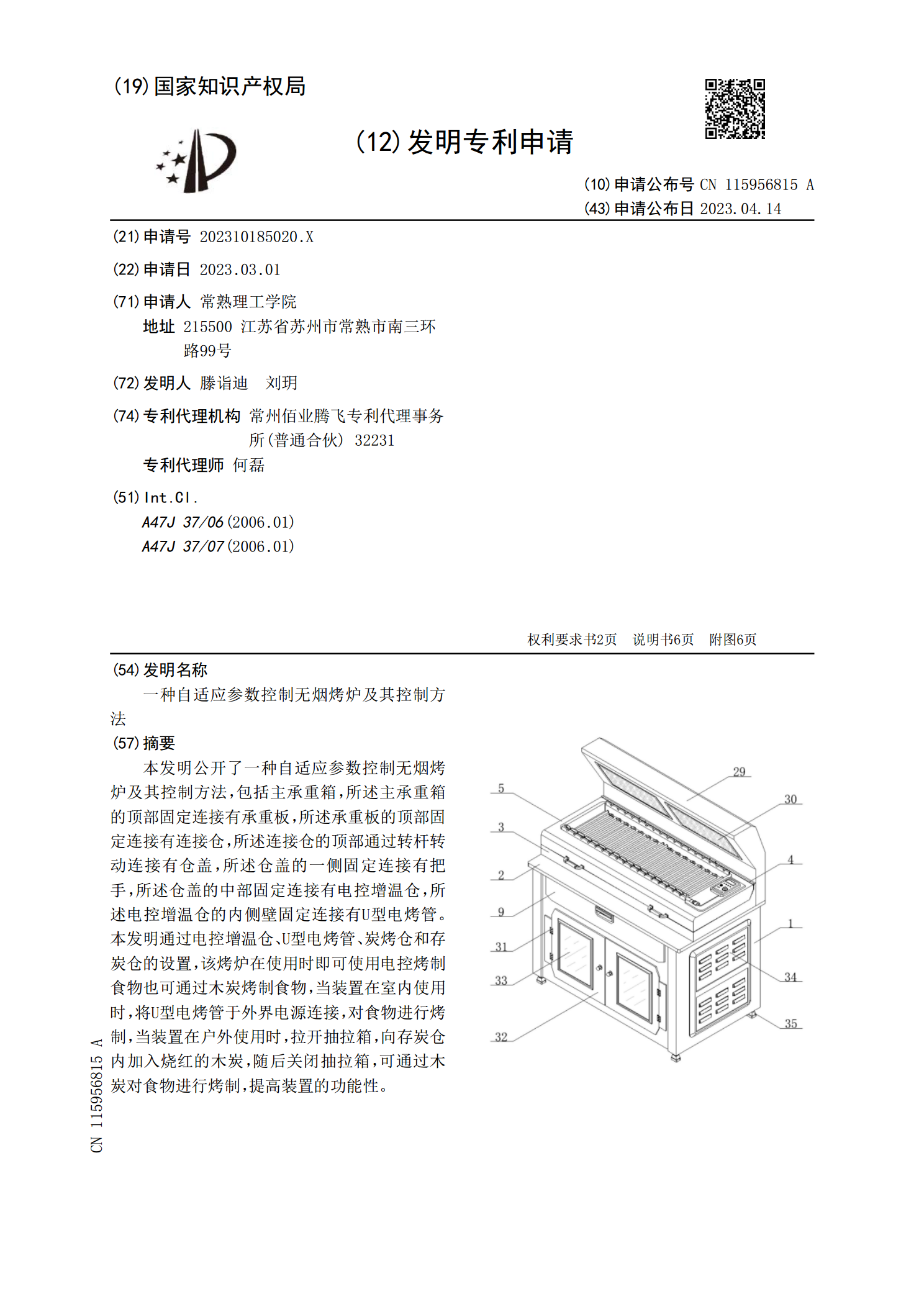
一种自适应参数控制无烟烤炉及其控制方法.pdf
本发明公开了一种自适应参数控制无烟烤炉及其控制方法,包括主承重箱,所述主承重箱的顶部固定连接有承重板,所述承重板的顶部固定连接有连接仓,所述连接仓的顶部通过转杆转动连接有仓盖,所述仓盖的一侧固定连接有把手,所述仓盖的中部固定连接有电控增温仓,所述电控增温仓的内侧壁固定连接有U型电烤管。本发明通过电控增温仓、U型电烤管、炭烤仓和存炭仓的设置,该烤炉在使用时即可使用电控烤制食物也可通过木炭烤制食物,当装置在室内使用时,将U型电烤管于外界电源连接,对食物进行烤制,当装置在户外使用时,拉开抽拉箱,向存炭仓内加入烧
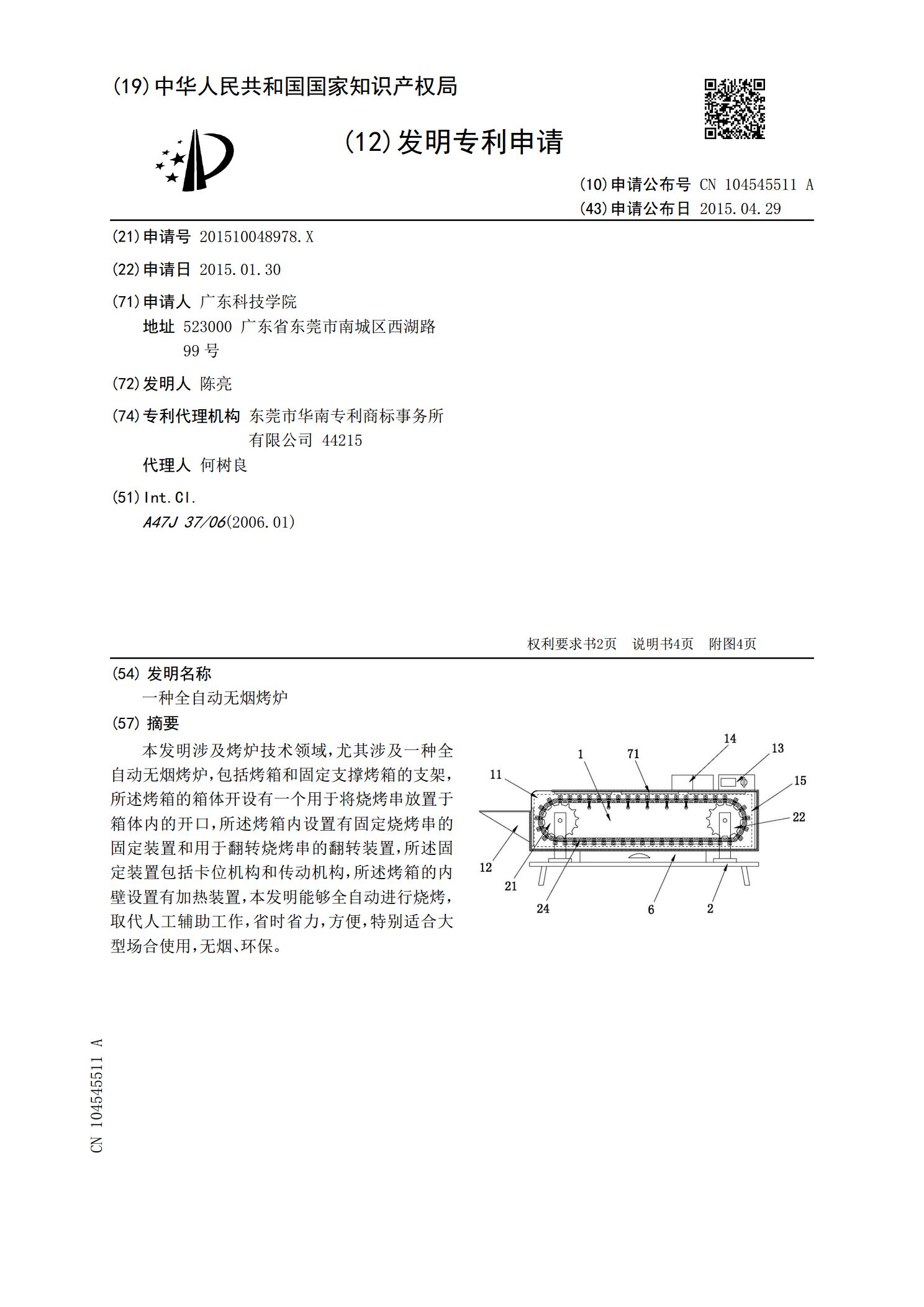
一种全自动无烟烤炉.pdf
本发明涉及烤炉技术领域,尤其涉及一种全自动无烟烤炉,包括烤箱和固定支撑烤箱的支架,所述烤箱的箱体开设有一个用于将烧烤串放置于箱体内的开口,所述烤箱内设置有固定烧烤串的固定装置和用于翻转烧烤串的翻转装置,所述固定装置包括卡位机构和传动机构,所述烤箱的内壁设置有加热装置,发明能够全自动进行烧烤,取代人工辅助工作,省时省力,方便,特别适合大型场合使用,无烟、环保。