
一种闭锁销体电弧增材制造方法.pdf

一吃****新冬


1/7
2/7

3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种闭锁销体电弧增材制造方法.pdf
本发明涉及一种闭锁销体电弧增材制造方法,选用钢板作为基板,选用金属粉芯型无缝药芯焊丝作为丝材;构建零件的三维CAD模型,将零件的网格模型按一定厚度分层离散成一系列二维轮廓数据,然后基于轮廓数据生成机器人成形路径;基板预处理,选用CMT冷金属过渡电弧增材制造系统,按照成形路径自下而上逐层熔覆堆积,最终获得闭锁销体实体零件;利用热处理炉对制造的闭锁销体进行回火热处理。本发明采用具有极低热输入的CMT电弧增材制造系统和金属粉芯型无缝药芯焊丝,采用多层多道工艺制造闭锁销体,制造过程中电弧稳定、熔滴细小、稀释率低,

一种多电弧枪增材制造系统及方法.pdf
本发明属于电弧增材制造领域,并具体公开了一种多电弧枪增材制造系统及方法,该系统包括快拆法兰、往复运动单元、转动单元和弧焊枪单元,往复运动单元安装在快拆法兰下端,其包括三个滚珠丝杠滑台,转动单元包括多个转动旋转台,弧焊枪单元包括两把轮廓弧焊枪和数把填充弧焊枪,其通过转动单元安装在往复运动单元上,并在往复运动单元的带动下往复直线运动;成形时,通过轮廓弧焊枪打印出构件的外形轮廓,然后通过填充弧焊枪对此外形轮廓进行填充。本发明解决了电弧增材制造大型金属构件时尺寸精度低、残余应力和变形较大以及效率低的问题,实现高效
一种电弧增材制造的控制方法、系统及装置.pdf
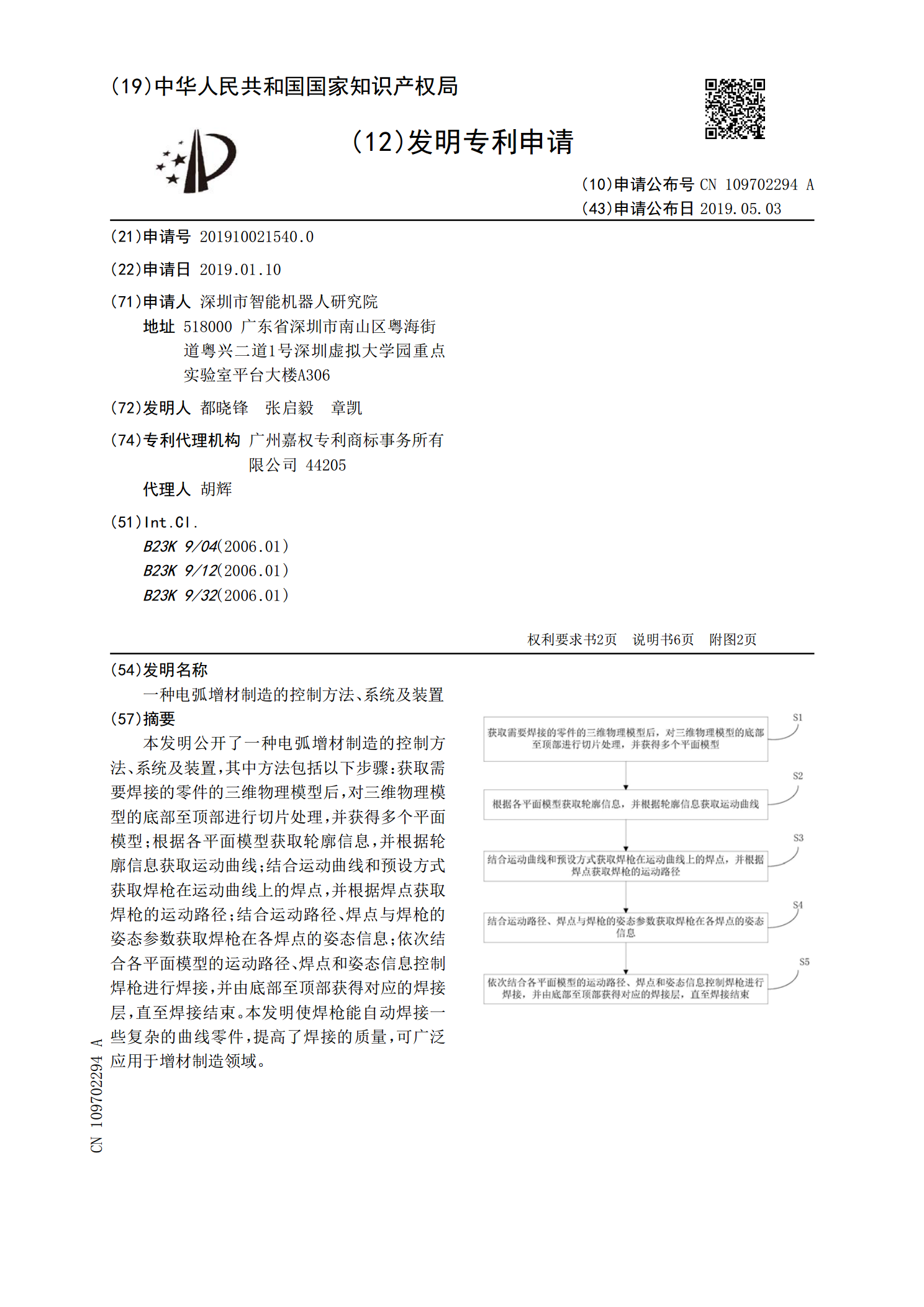
本发明公开了一种电弧增材制造的控制方法、系统及装置,其中方法包括以下步骤:获取需要焊接的零件的三维物理模型后,对三维物理模型的底部至顶部进行切片处理,并获得多个平面模型;根据各平面模型获取轮廓信息,并根据轮廓信息获取运动曲线;结合运动曲线和预设方式获取焊枪在运动曲线上的焊点,并根据焊点获取焊枪的运动路径;结合运动路径、焊点与焊枪的姿态参数获取焊枪在各焊点的姿态信息;依次结合各平面模型的运动路径、焊点和姿态信息控制焊枪进行焊接,并由底部至顶部获得对应的焊接层,直至焊接结束。本发明使焊枪能自动焊接一些复杂的曲

一种具有内法兰结构镁合金舱体的电弧增材制造方法.pdf
本发明公开了一种具有内法兰结构镁合金舱体的电弧增材制造方法,该方法采用焊枪同步运动增材工艺,以具有圆柱凸台的板材作为增材制造基板,通过倾斜、旋转工作平台在基板圆柱凸台侧面或筒体内壁进行内法兰结构的增材制造,工作台水平时在法兰结构上表面进行筒体的增材制造,能够实现镁合金舱体无多道搭接的电弧增材制造。本发明为具有上法兰、下法兰或其他内部法兰结构的镁合金舱体提供了一种电弧增材制造方法。利用本发明进行镁合金舱体电弧熔丝增材制造时,可以避免样件电弧增材制造过程中存在多道搭接的增材路径,实现增材样件内部质量的提升,有
一种等离子电弧增材装置及增材方法.pdf
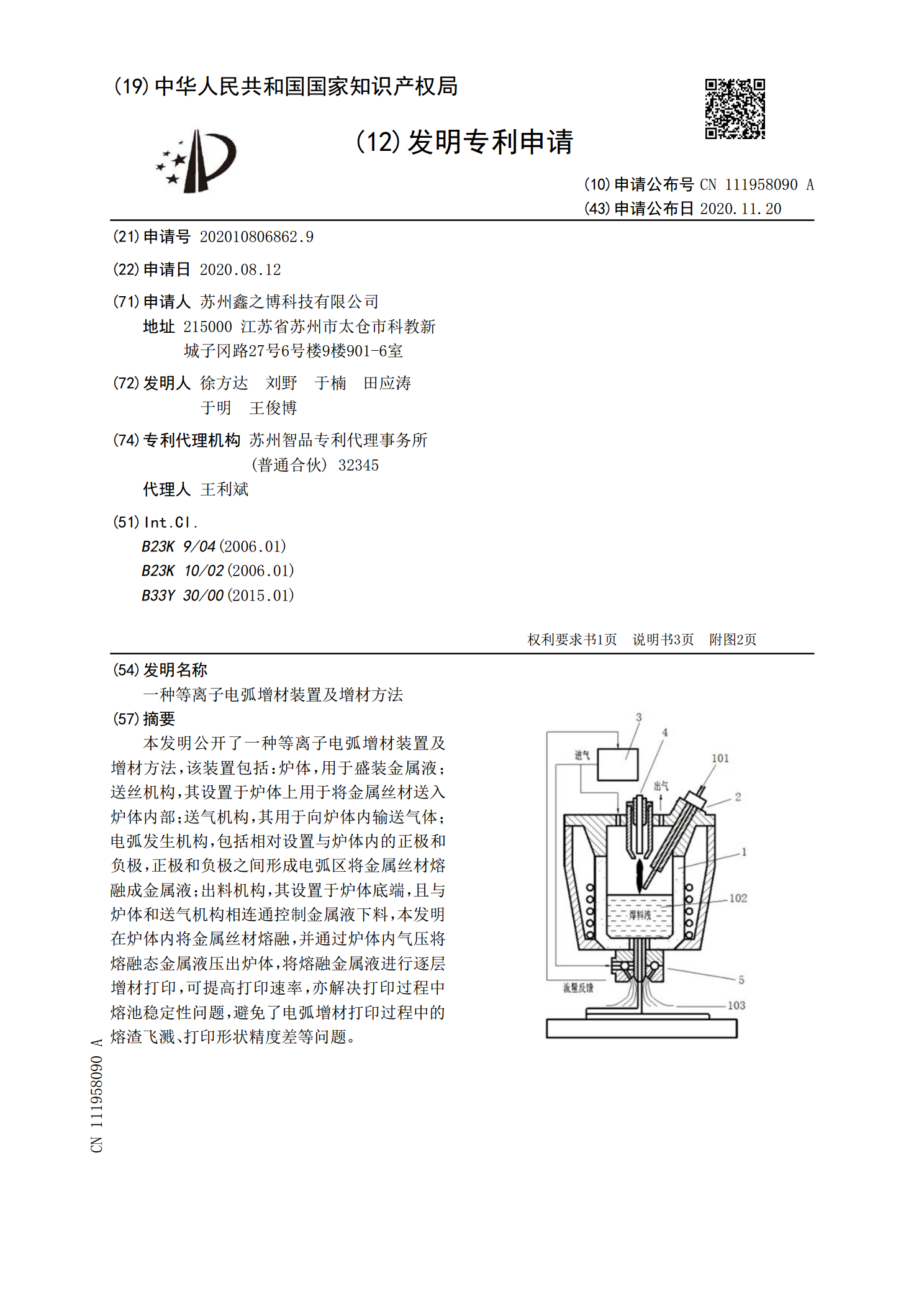
本发明公开了一种等离子电弧增材装置及增材方法,该装置包括:炉体,用于盛装金属液;送丝机构,其设置于炉体上用于将金属丝材送入炉体内部;送气机构,其用于向炉体内输送气体;电弧发生机构,包括相对设置与炉体内的正极和负极,正极和负极之间形成电弧区将金属丝材熔融成金属液;出料机构,其设置于炉体底端,且与炉体和送气机构相连通控制金属液下料,本发明在炉体内将金属丝材熔融,并通过炉体内气压将熔融态金属液压出炉体,将熔融金属液进行逐层增材打印,可提高打印速率,亦解决打印过程中熔池稳定性问题,避免了电弧增材打印过程中的熔渣飞