
深海采油设备用采油树本体锻件制造工艺.pdf

一条****ee

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
深海采油设备用采油树本体锻件制造工艺.pdf
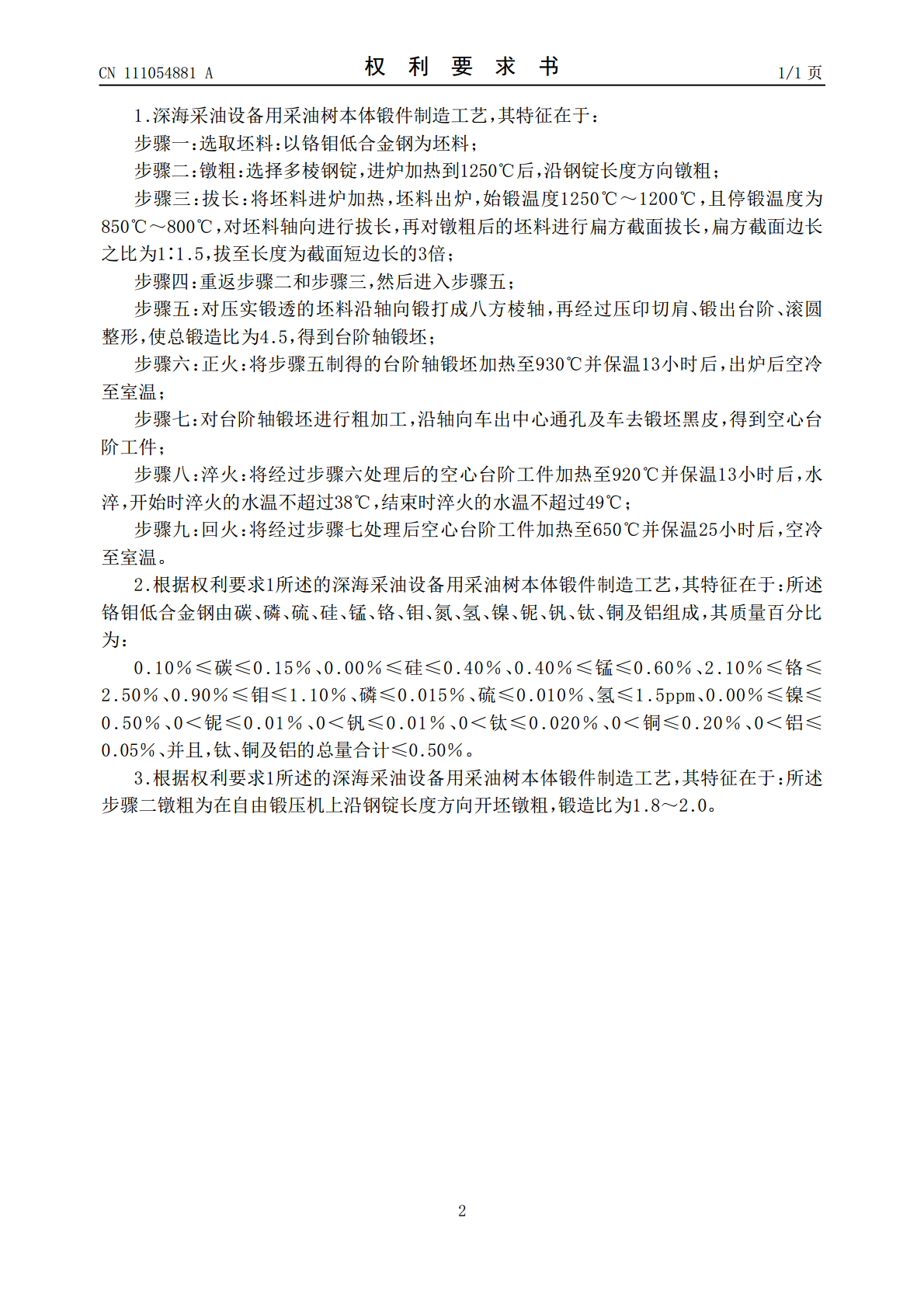
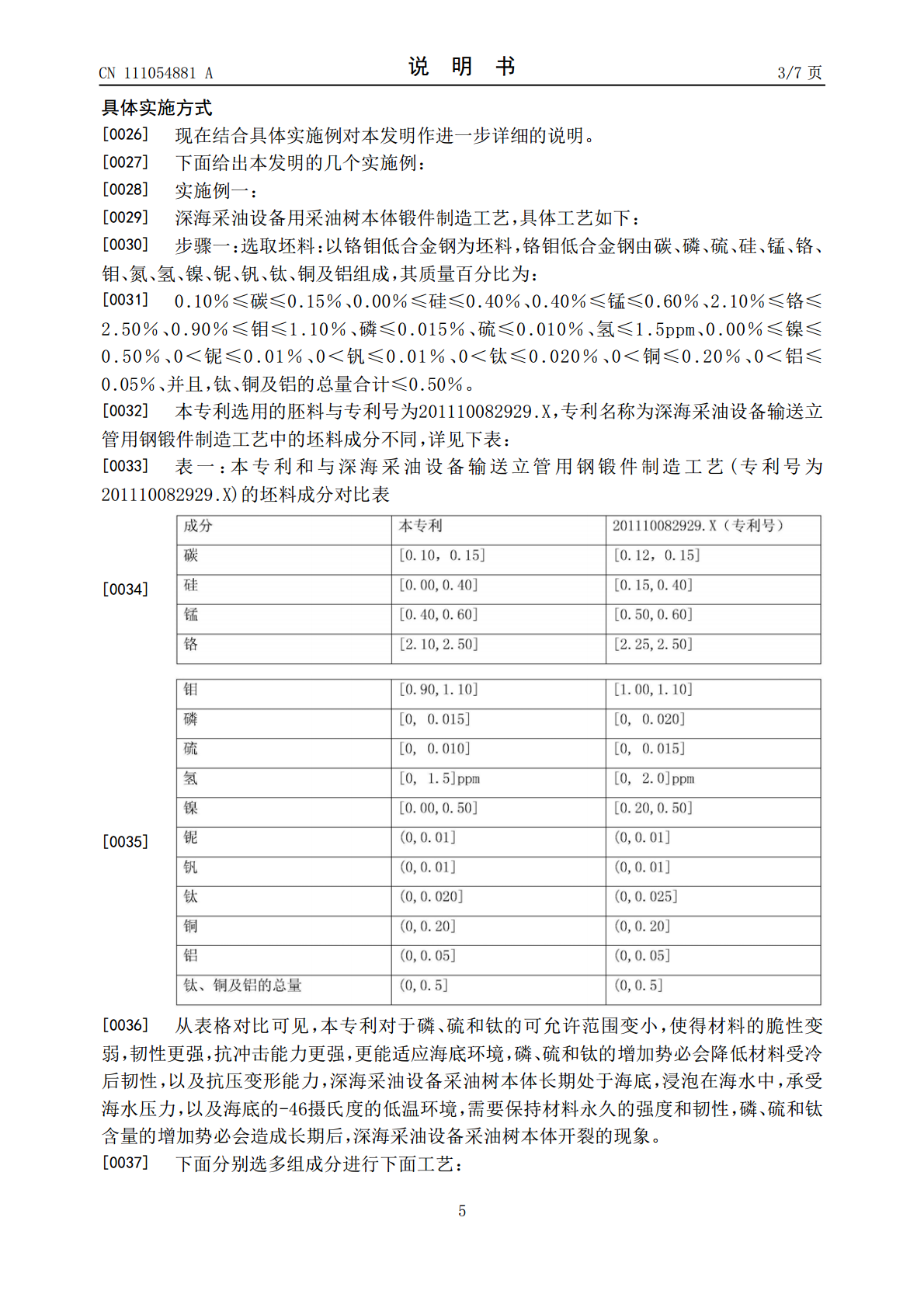
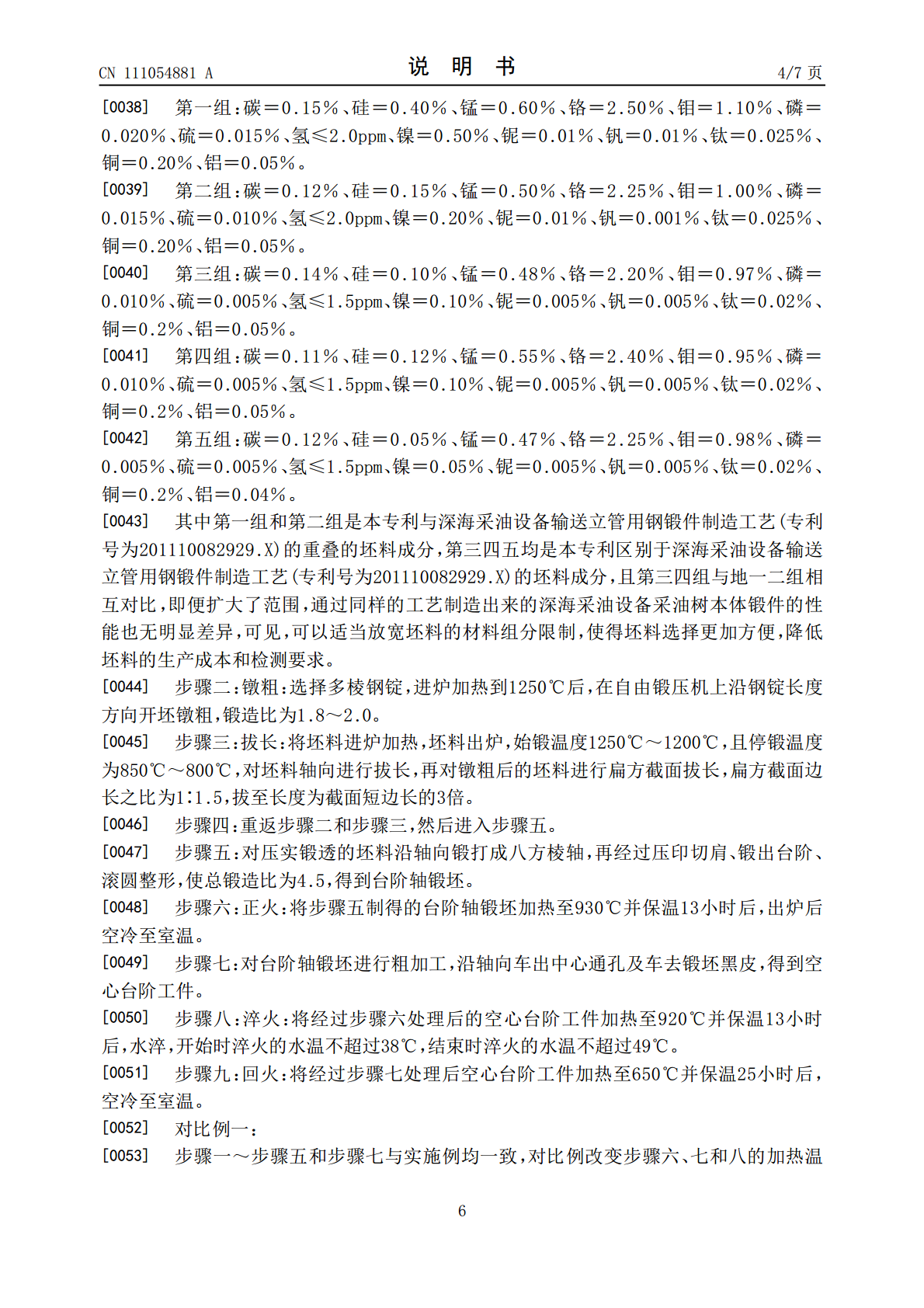
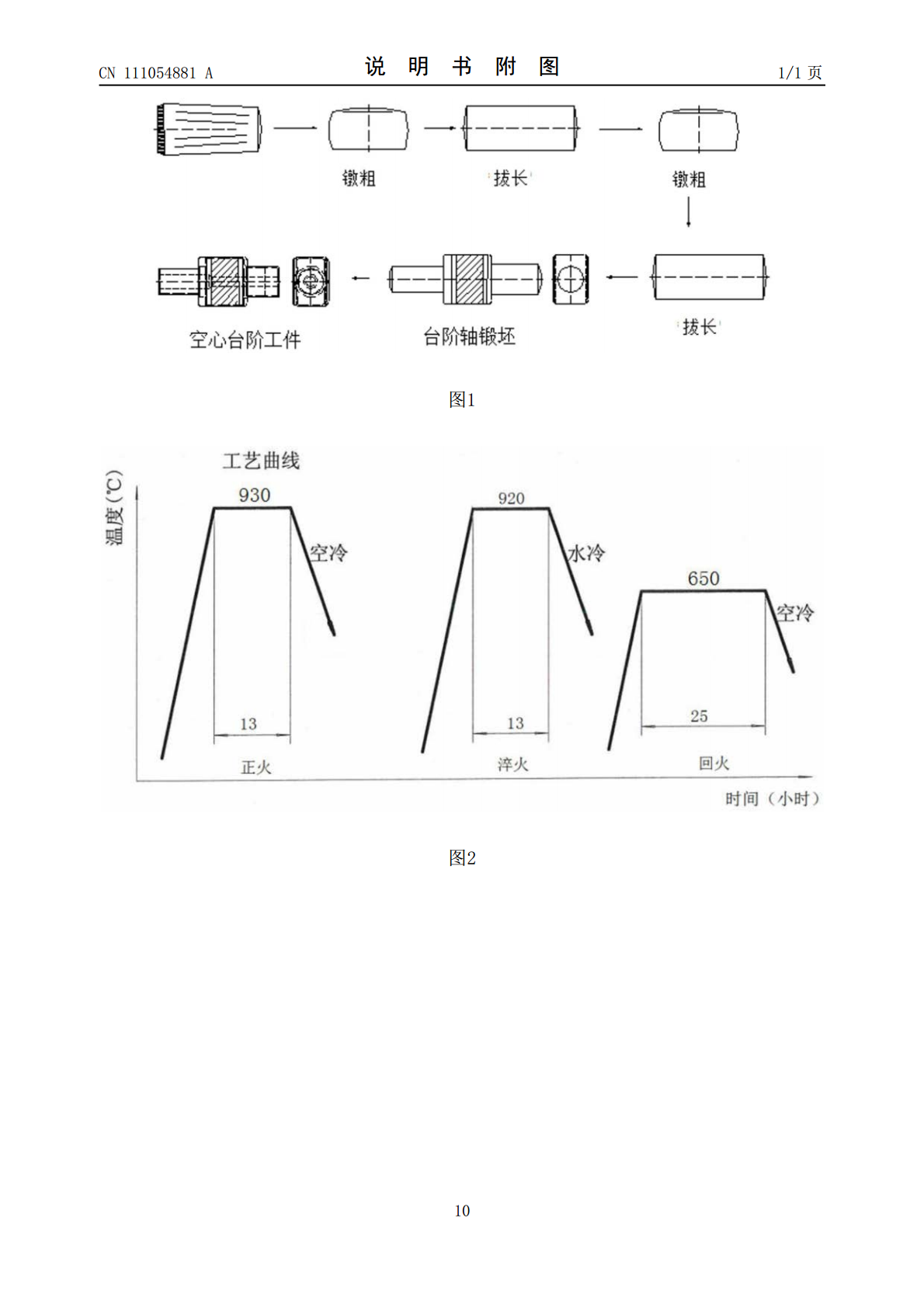
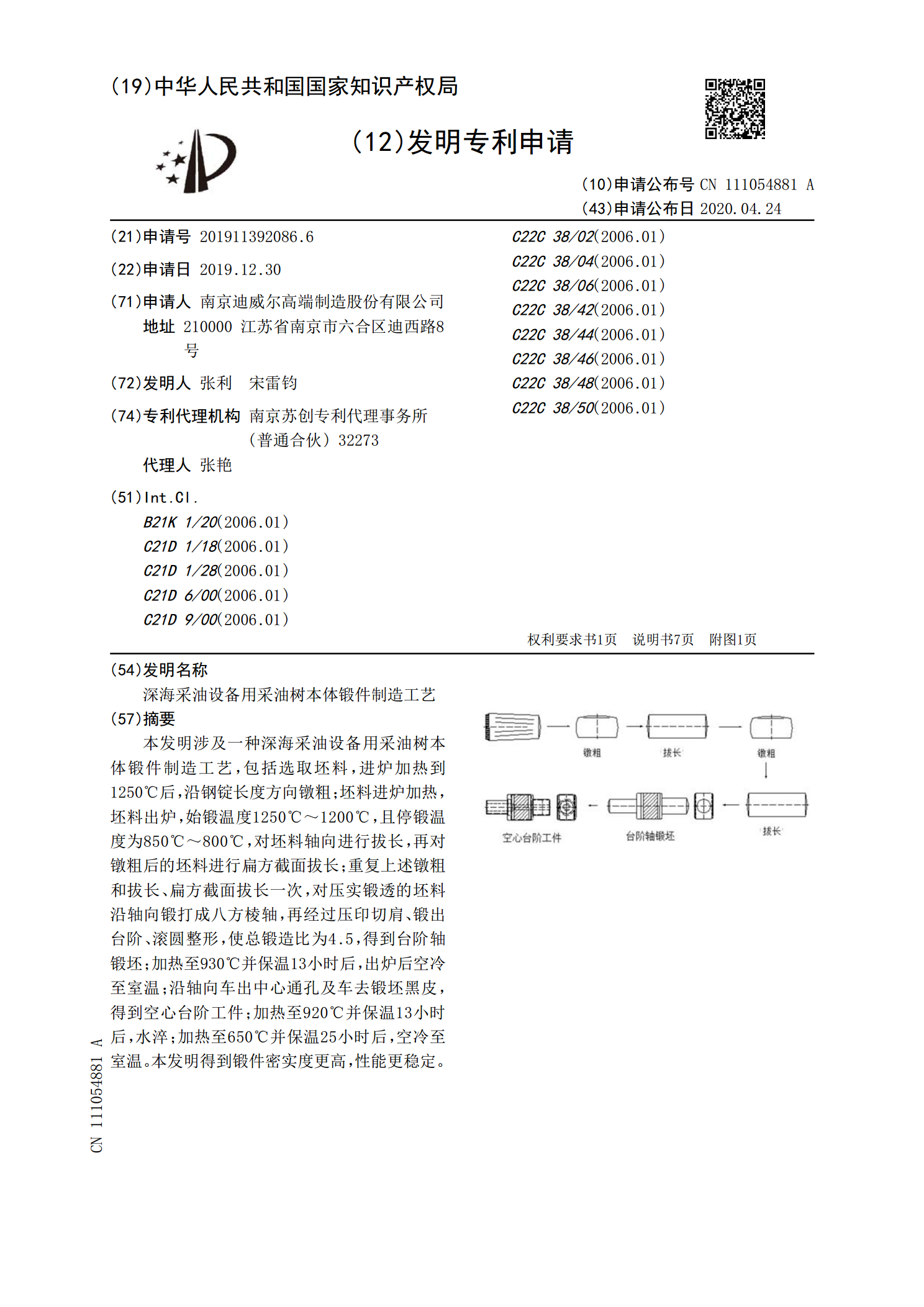
本发明涉及一种深海采油设备用采油树本体锻件制造工艺,包括选取坯料,进炉加热到1250℃后,沿钢锭长度方向镦粗;坯料进炉加热,坯料出炉,始锻温度1250℃~1200℃,且停锻温度为850℃~800℃,对坯料轴向进行拔长,再对镦粗后的坯料进行扁方截面拔长;重复上述镦粗和拔长、扁方截面拔长一次,对压实锻透的坯料沿轴向锻打成八方棱轴,再经过压印切肩、锻出台阶、滚圆整形,使总锻造比为4.5,得到台阶轴锻坯;加热至930℃并保温13小时后,出炉后空冷至室温;沿轴向车出中心通孔及车去锻坯黑皮,得到空心台阶工件;加热至9
深海采油设备输送立管用钢锻件制造工艺.pdf
本发明公开了一种深海采油设备输送立管用钢锻件制造工艺,具体步骤是:步骤①:以铬钼低合金钢为坯料;步骤②:选择方锭,进炉加热至1200℃后,沿钢锭长度方向开坯拔料;步骤③:将坯料进炉加热,坯料出炉,得到压实锻透的坯料;步骤④:对压实锻透的坯料锻打成八方棱轴,得到台阶轴锻坯;步骤⑤:对台阶轴锻坯进行粗加工,得到空心台阶工件;步骤⑥:将空心台阶工件加热至900℃并保温3小时后,出炉后空冷室温;步骤⑦:将空心台阶工件加热至920℃并保温3小时后,水淬,结束时淬火的水温不超过49℃;步骤⑧:将空心台阶工件加热至62
一种深海采油树关键部件用钢锻件的制造方法.pdf
本发明公开了一种深海采油树关键部件用钢锻件的制造方法,包括以下步骤:以F22合金钢和Fe-Ga中间合金为原料,在中频电炉冶炼成优质钢水,然后在液压机上进行液态模锻,并在1200℃左右脱模,采用自由锻加束缚锻的复合锻造方式对坯料进行锻造,得到二次锻坯;然后对二次锻坯采用水冷-空冷两次循环交替方式进行淬火热处理;最后,对淬火后的二次锻造坯采用回火-水冷-再回火-再水冷的二次回火处理,即得到所述深海采油树关键部位用钢锻件。本发明的锻造工艺与热处理工艺的组合有效地防止了形状复杂的大锻件淬火开裂,而且制造的深海采油
深海采油设备阀座用钢锻件的制造方法.pdf
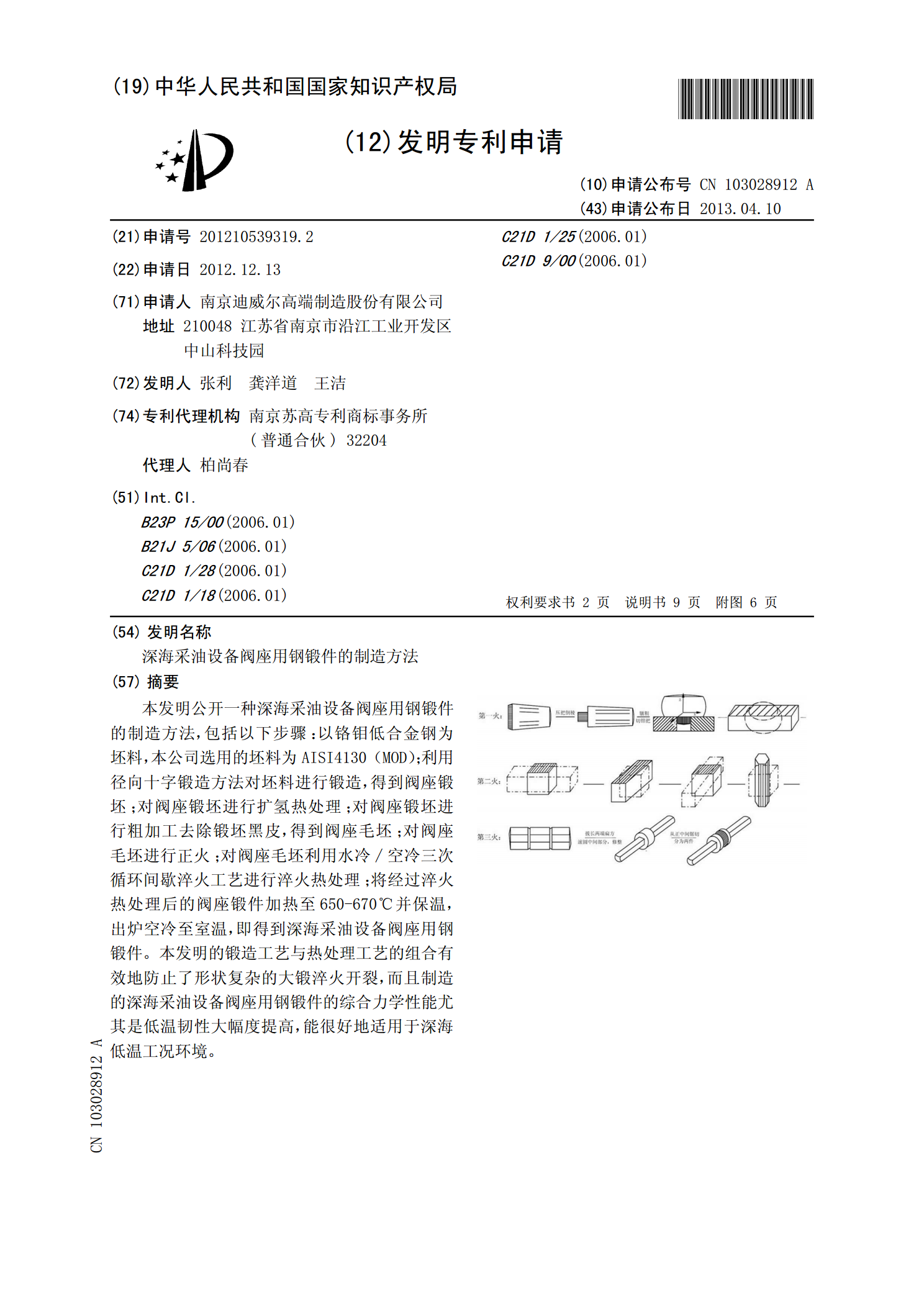
本发明公开一种深海采油设备阀座用钢锻件的制造方法,包括以下步骤:以铬钼低合金钢为坯料,本公司选用的坯料为AISI4130(MOD);利用径向十字锻造方法对坯料进行锻造,得到阀座锻坯;对阀座锻坯进行扩氢热处理;对阀座锻坯进行粗加工去除锻坯黑皮,得到阀座毛坯;对阀座毛坯进行正火;对阀座毛坯利用水冷/空冷三次循环间歇淬火工艺进行淬火热处理;将经过淬火热处理后的阀座锻件加热至650-670℃并保温,出炉空冷至室温,即得到深海采油设备阀座用钢锻件。本发明的锻造工艺与热处理工艺的组合有效地防止了形状复杂的大锻淬火开裂
深海采油设备液压缸用钢锻件锻坯制造工艺.pdf
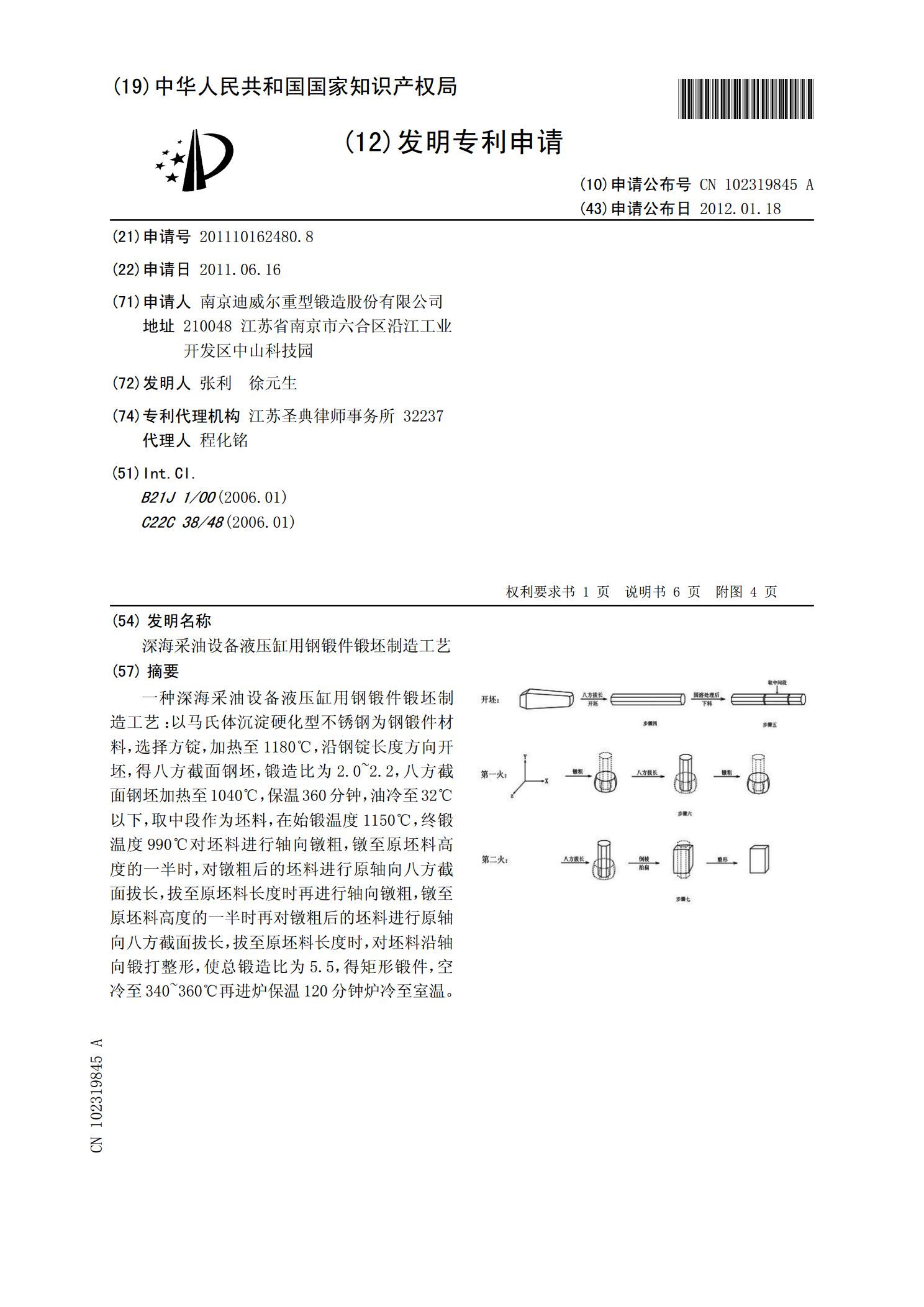
一种深海采油设备液压缸用钢锻件锻坯制造工艺:以马氏体沉淀硬化型不锈钢为钢锻件材料,选择方锭,加热至1180℃,沿钢锭长度方向开坯,得八方截面钢坯,锻造比为2.0~2.2,八方截面钢坯加热至1040℃,保温360分钟,油冷至32℃以下,取中段作为坯料,在始锻温度1150℃,终锻温度990℃对坯料进行轴向镦粗,镦至原坯料高度的一半时,对镦粗后的坯料进行原轴向八方截面拔长,拔至原坯料长度时再进行轴向镦粗,镦至原坯料高度的一半时再对镦粗后的坯料进行原轴向八方截面拔长,拔至原坯料长度时,对坯料沿轴向锻打整形,使总锻