
轮毂压铸机炉体加热装置.pdf

小沛****文章

1/8

2/8

3/8

4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轮毂压铸机炉体加热装置.pdf
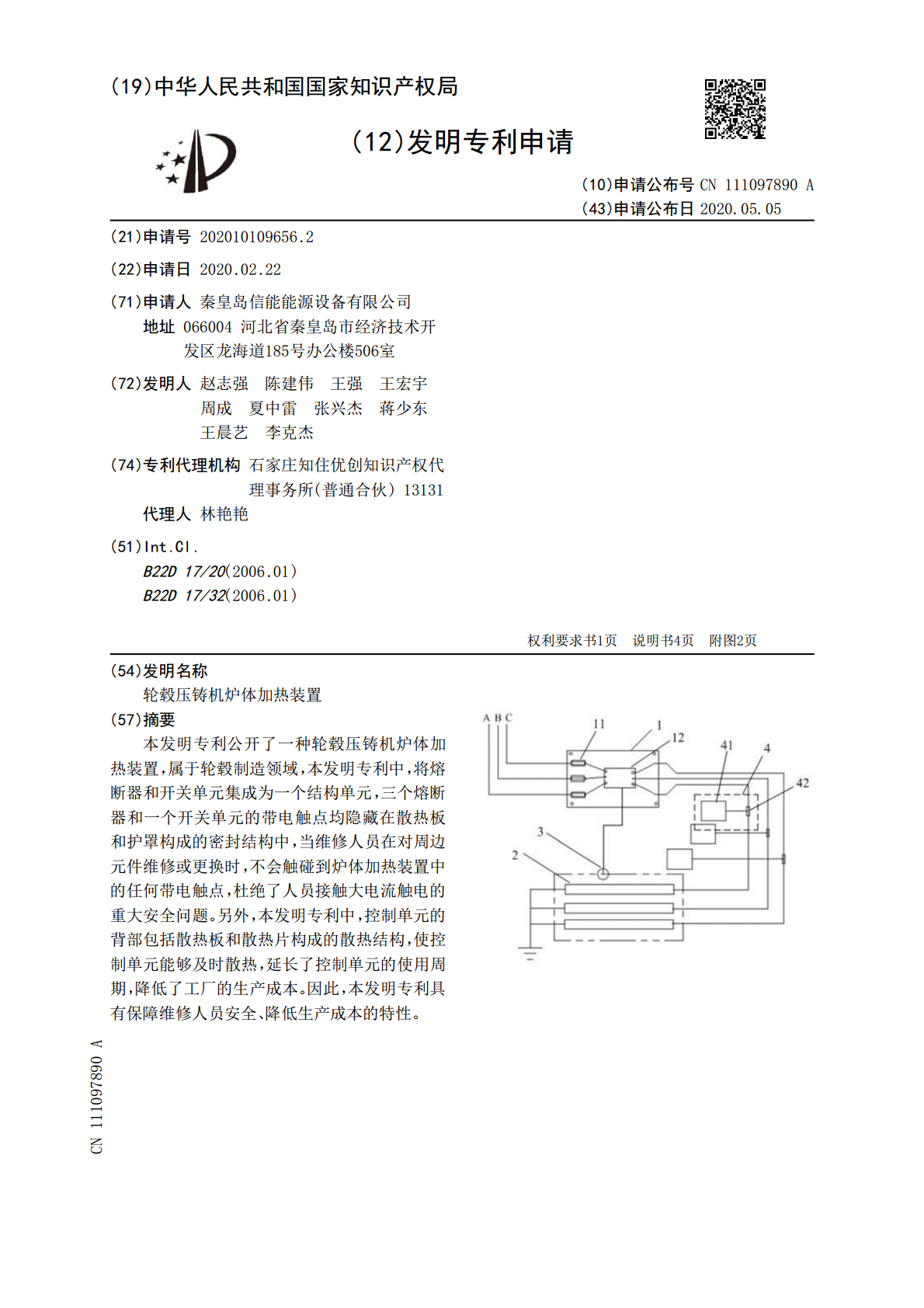
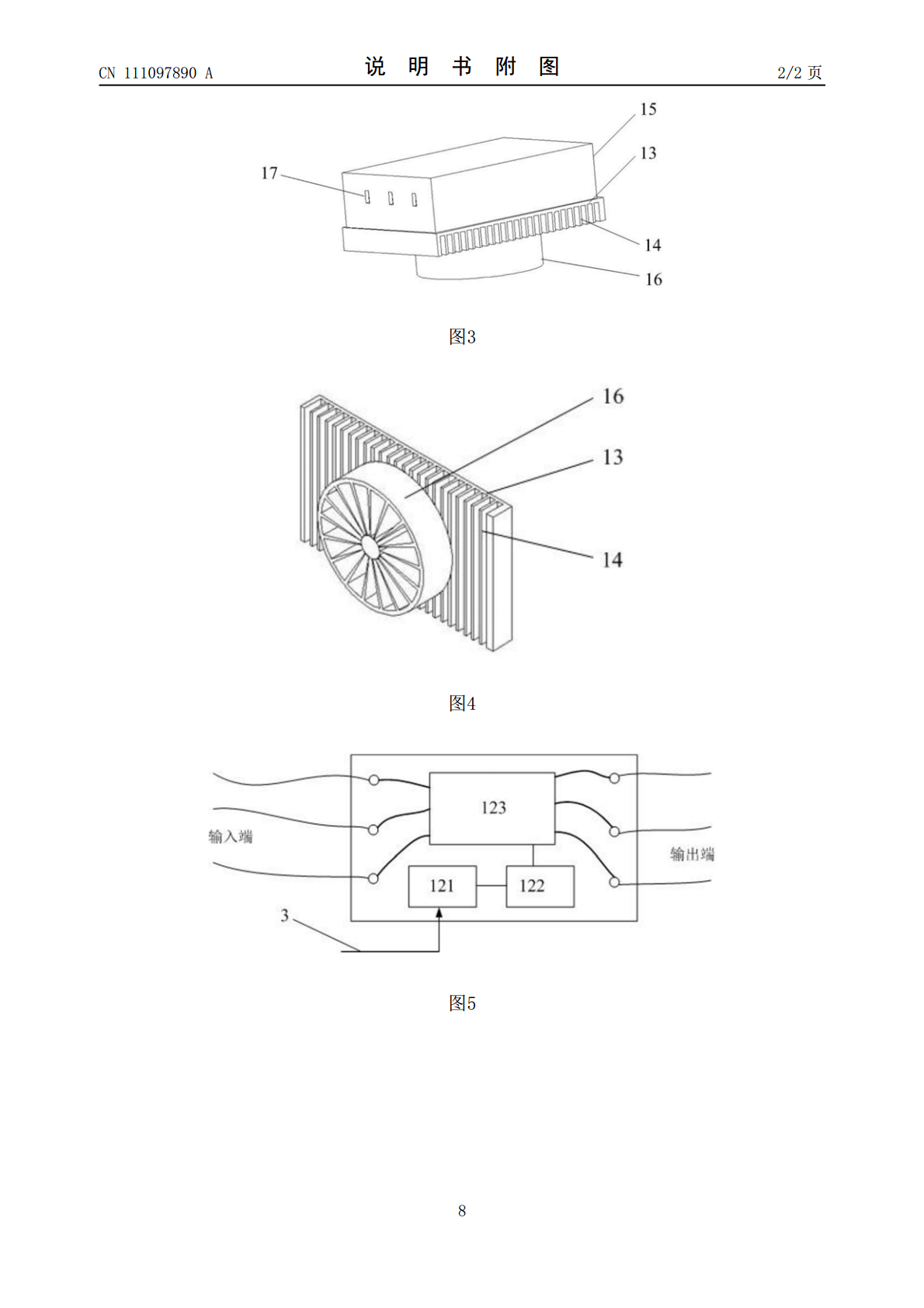
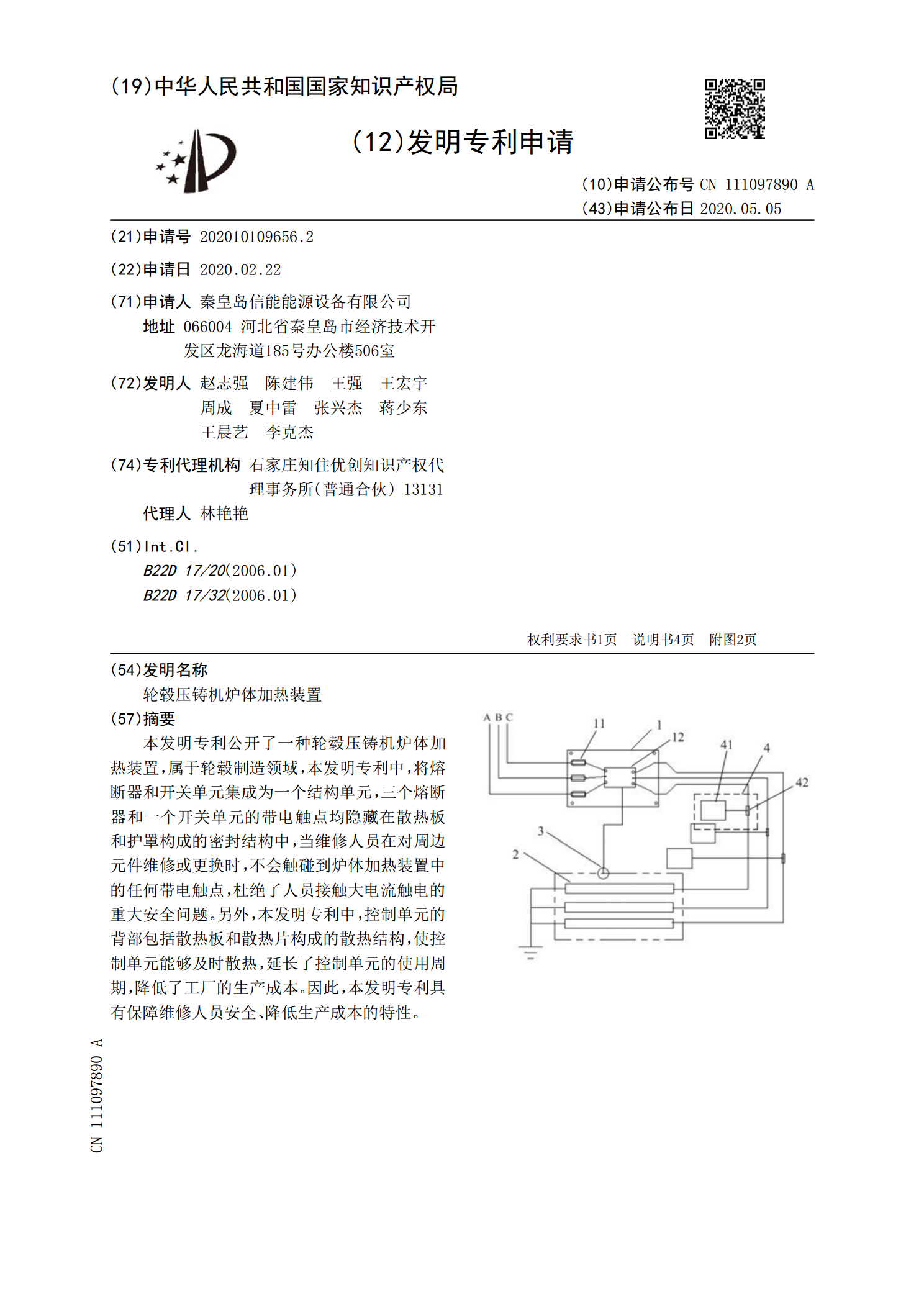
本发明专利公开了一种轮毂压铸机炉体加热装置,属于轮毂制造领域,本发明专利中,将熔断器和开关单元集成为一个结构单元,三个熔断器和一个开关单元的带电触点均隐藏在散热板和护罩构成的密封结构中,当维修人员在对周边元件维修或更换时,不会触碰到炉体加热装置中的任何带电触点,杜绝了人员接触大电流触电的重大安全问题。另外,本发明专利中,控制单元的背部包括散热板和散热片构成的散热结构,使控制单元能够及时散热,延长了控制单元的使用周期,降低了工厂的生产成本。因此,本发明专利具有保障维修人员安全、降低生产成本的特性。

轮毂压铸机炉体.pdf
本发明公开了一种轮毂压铸机炉体,属于轮毂制造领域,本发明中,在炉体的后侧壁的后方设置有蓄能器,蓄能器的内部设置有蛇形通道,蛇形通道上间断地设置有若干个使用陶瓷制作的蓄热通道,陶瓷制作的蓄热通道具有蓄热作用:低温空气经过高温蓄热通道吸收热量温度升高,高温空气经过低温蓄热通道释放热量温度降低。由于压铸机生产时,炉体打压、排压过程循环进行,使蓄能器中越接近炉体的蓄热通道温度越高。打压时,经过蓄能器进入炉体的空气温度迅速升高至炉体内部温度,保持炉内温度恒定,排压时,经过蓄能器排出的空气温度迅速下降。本发明具有保证

炉体加热装置.pdf
本发明涉及一种炉体加热装置。上述的炉体加热装置用于对物料进行加热,炉体加热装置包括第一炉体、滚筒、输热管以及第二炉体;第一炉体开设有容纳腔;滚筒穿设于容纳腔内与第一炉体转动连接,第一炉体对滚筒的外壁进行加热;滚筒上开设有腔体和安装孔,腔体与安装孔连通;腔体用于容纳物料;输热管穿设于安装孔内且伸入腔体内,输热管用于对腔体内的物料进行加热;第二炉体与输热管上远离滚筒的端部连通,第二炉体产生热风。上述的炉体加热装置,第一炉体对滚筒的外壁进行加热,从而对物料进行加热;上述的炉体加热装置通过内外两个加热渠道对滚筒内
一种用于加热炉炉体的防爆装置.pdf
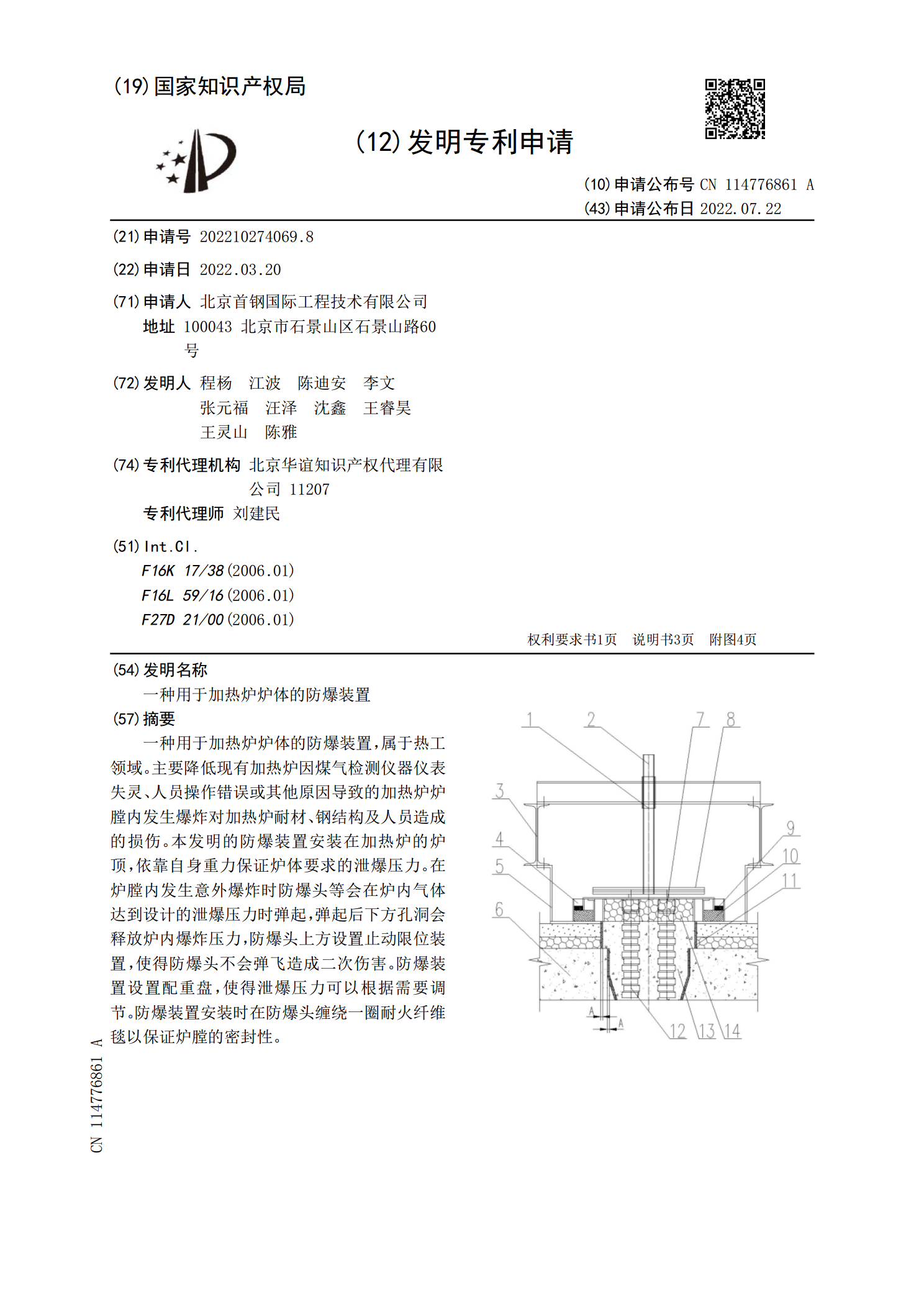
一种用于加热炉炉体的防爆装置,属于热工领域。主要降低现有加热炉因煤气检测仪器仪表失灵、人员操作错误或其他原因导致的加热炉炉膛内发生爆炸对加热炉耐材、钢结构及人员造成的损伤。本发明的防爆装置安装在加热炉的炉顶,依靠自身重力保证炉体要求的泄爆压力。在炉膛内发生意外爆炸时防爆头等会在炉内气体达到设计的泄爆压力时弹起,弹起后下方孔洞会释放炉内爆炸压力,防爆头上方设置止动限位装置,使得防爆头不会弹飞造成二次伤害。防爆装置设置配重盘,使得泄爆压力可以根据需要调节。防爆装置安装时在防爆头缠绕一圈耐火纤维毯以保证炉膛的密
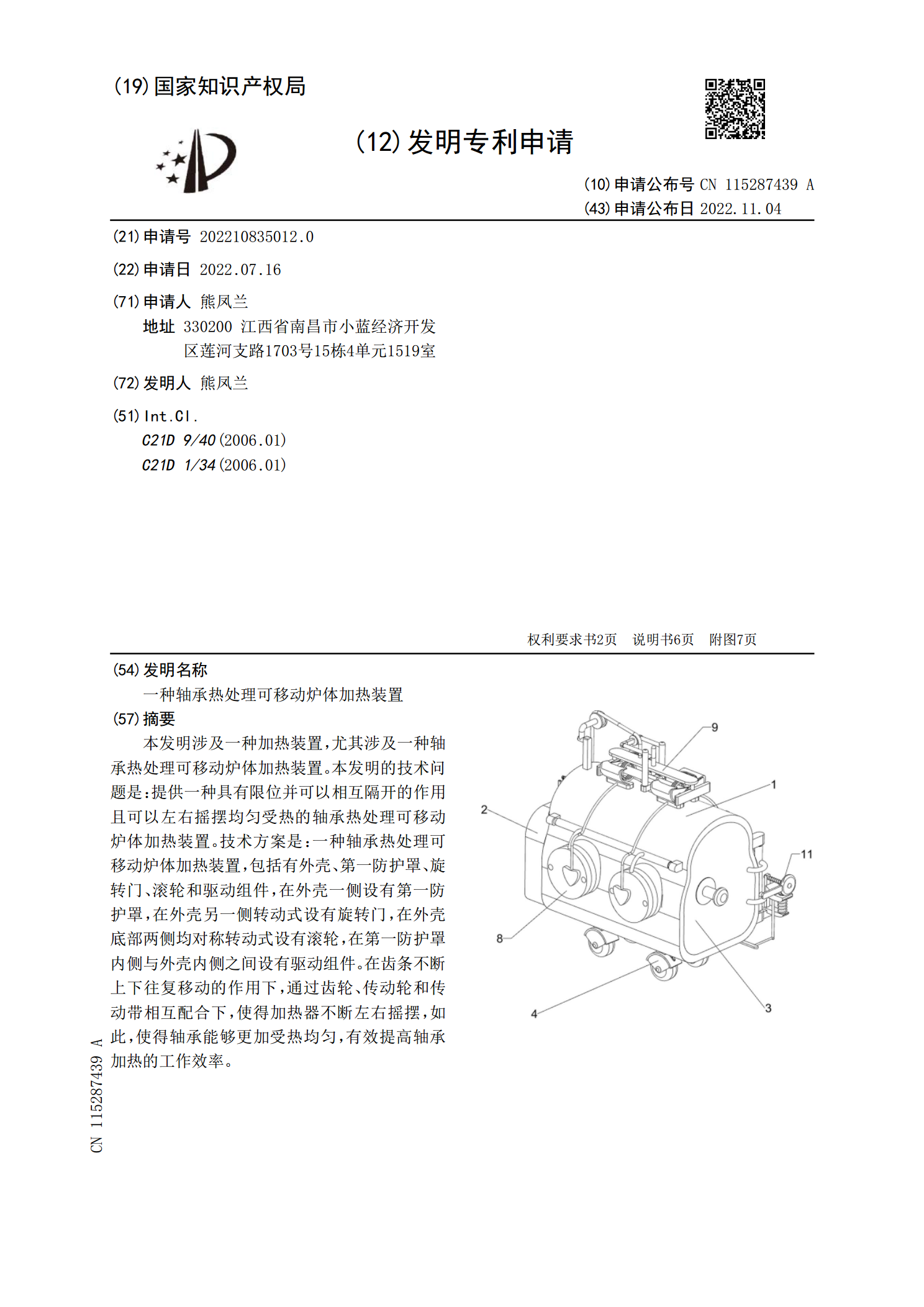
一种轴承热处理可移动炉体加热装置.pdf
本发明涉及一种加热装置,尤其涉及一种轴承热处理可移动炉体加热装置。本发明的技术问题是:提供一种具有限位并可以相互隔开的作用且可以左右摇摆均匀受热的轴承热处理可移动炉体加热装置。技术方案是:一种轴承热处理可移动炉体加热装置,包括有外壳、第一防护罩、旋转门、滚轮和驱动组件,在外壳一侧设有第一防护罩,在外壳另一侧转动式设有旋转门,在外壳底部两侧均对称转动式设有滚轮,在第一防护罩内侧与外壳内侧之间设有驱动组件。在齿条不断上下往复移动的作用下,通过齿轮、传动轮和传动带相互配合下,使得加热器不断左右摇摆,如此,使得轴