
一种节能涂料的喷涂方法.pdf

星星****眨眼

1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种节能涂料的喷涂方法.pdf
本发明公开了一种节能涂料的喷涂方法,包括将涂料铁桶放入低温电阻炉中,升温至30~40℃以上并持续保温1.5~3.5小时;将待喷涂的全纤维高温炉预热升温至95~105℃以上,保温1.5~3.5小时;将加热后的涂料装入喷涂器中,打开全纤维高温炉炉门,对高温炉四面墙和炉顶进行一次喷涂,涂料喷涂厚度在1~4mm,结束后,关上炉门,快速升温至100℃,保温2小时以上;再次打开全纤维高温炉炉门,对高温炉四面墙和炉顶进行二次喷涂,涂料喷涂厚度在4~7mm;结束二次喷涂后,关上炉门,炉冷至室温。本发明把涂料加热到35℃左
一种涂料喷涂装置及喷涂方法.pdf
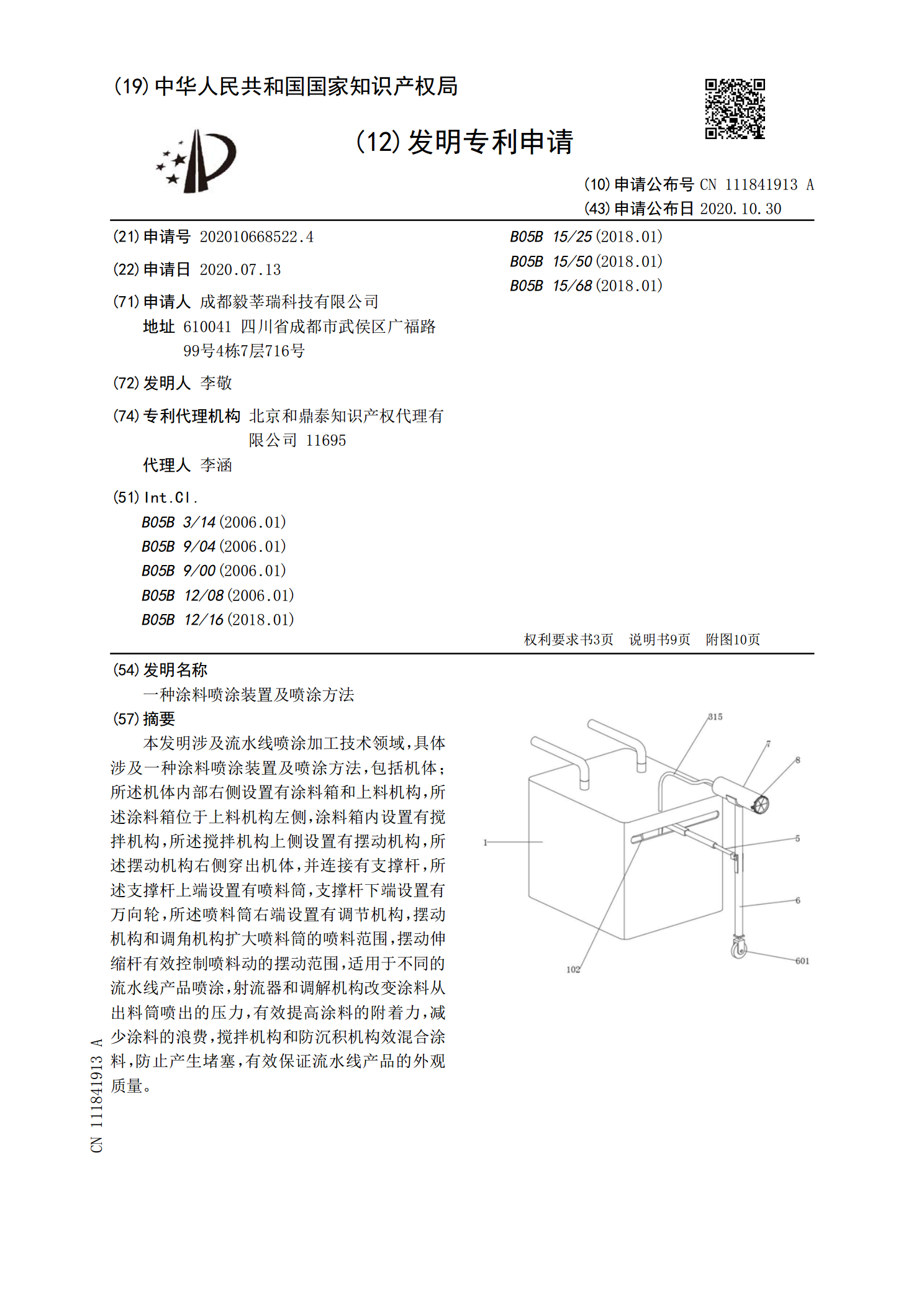
本发明涉及流水线喷涂加工技术领域,具体涉及一种涂料喷涂装置及喷涂方法,包括机体;所述机体内部右侧设置有涂料箱和上料机构,所述涂料箱位于上料机构左侧,涂料箱内设置有搅拌机构,所述搅拌机构上侧设置有摆动机构,所述摆动机构右侧穿出机体,并连接有支撑杆,所述支撑杆上端设置有喷料筒,支撑杆下端设置有万向轮,所述喷料筒右端设置有调节机构,摆动机构和调角机构扩大喷料筒的喷料范围,摆动伸缩杆有效控制喷料动的摆动范围,适用于不同的流水线产品喷涂,射流器和调解机构改变涂料从出料筒喷出的压力,有效提高涂料的附着力,减少涂料的浪
一种建筑节能涂料喷涂设备.pdf
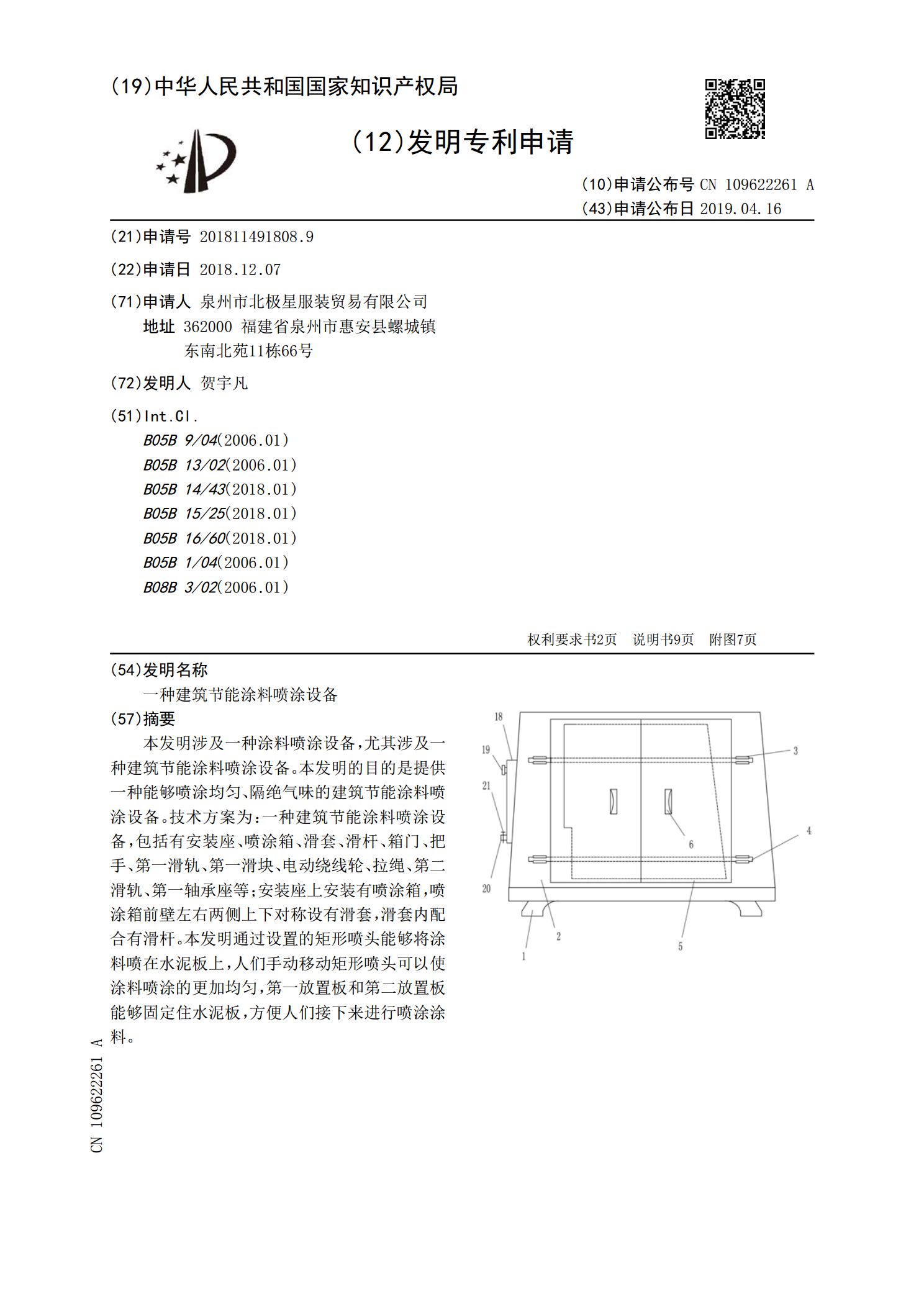
本发明涉及一种涂料喷涂设备,尤其涉及一种建筑节能涂料喷涂设备。本发明的目的是提供一种能够喷涂均匀、隔绝气味的建筑节能涂料喷涂设备。技术方案为:一种建筑节能涂料喷涂设备,包括有安装座、喷涂箱、滑套、滑杆、箱门、把手、第一滑轨、第一滑块、电动绕线轮、拉绳、第二滑轨、第一轴承座等;安装座上安装有喷涂箱,喷涂箱前壁左右两侧上下对称设有滑套,滑套内配合有滑杆。本发明通过设置的矩形喷头能够将涂料喷在水泥板上,人们手动移动矩形喷头可以使涂料喷涂的更加均匀,第一放置板和第二放置板能够固定住水泥板,方便人们接下来进行喷涂涂
一种缆索涂料喷涂装置及喷涂方法.pdf
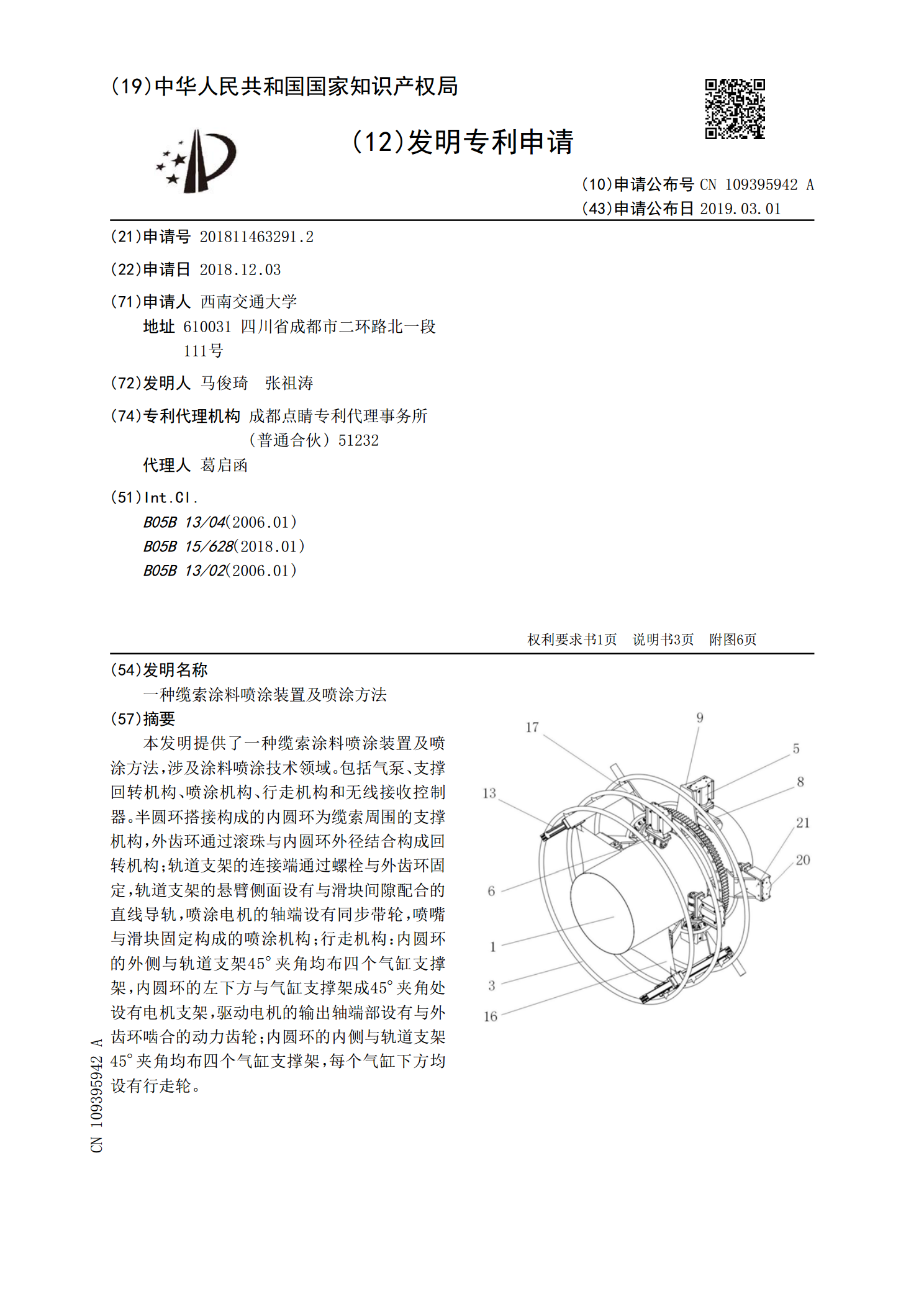
本发明提供了一种缆索涂料喷涂装置及喷涂方法,涉及涂料喷涂技术领域。包括气泵、支撑回转机构、喷涂机构、行走机构和无线接收控制器。半圆环搭接构成的内圆环为缆索周围的支撑机构,外齿环通过滚珠与内圆环外径结合构成回转机构;轨道支架的连接端通过螺栓与外齿环固定,轨道支架的悬臂侧面设有与滑块间隙配合的直线导轨,喷涂电机的轴端设有同步带轮,喷嘴与滑块固定构成的喷涂机构;行走机构:内圆环的外侧与轨道支架45°夹角均布四个气缸支撑架,内圆环的左下方与气缸支撑架成45°夹角处设有电机支架,驱动电机的输出轴端部设有与外齿环啮合

一种涂料喷涂机及连续喷涂方法.pdf
本发明涉及涂料喷涂机技术领域,且公开了一种涂料喷涂机,包括机体、第一往复运动罩、第二往复运动罩、电机箱,所述机体的背面固定安装有电机箱,所述电机箱的内部固定安装有驱动电机,所述驱动电机的前端转动连接有第二转轴。该涂料喷涂机,通过启动驱动电机带动第一伞轮进行转动,从而带动第二转轴进行转动,第二转轴使左右两端分别固定安装的扇形齿轮与相对应的往复运动罩的内部齿条啮合,继而带动往复运动罩往复运动,当第一往复运动罩下降时,第二往复运动罩上升,无需设置伺服电机,并控制伺服电机正反转交替进行,大大提高了工作效率,且驱动