
一种热镀锌机组气刀控制装置及方法.pdf

盼易****君a


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热镀锌机组气刀控制装置及方法.pdf
本发明属于连续热镀锌板带钢生产技术领域,涉及一种热镀锌机组气刀控制装置及方法。该包括:气刀、退火炉、锌锅、炉鼻、沉没辊,氮气主管即氮气源,氮气加热系统,通过本发明提供的装置及方法,使得气刀唇介质温度提高,从而有效提高了气刀切点的锌液凝固线,提高了锌液经过气刀时的流动性,多余锌层能够完全在液态下被高温气刀流剪切剥离。杜绝了“锌流纹”缺陷,锌层厚度控制响应速度提高,也同时提高了工艺速度。

热镀锌气刀控制技术的研究.pptx
,CONTENTS01.02.热镀锌气刀控制技术的起源热镀锌气刀控制技术在工业领域的应用热镀锌气刀控制技术的研究现状03.热镀锌气刀控制技术的理论基础热镀锌气刀控制技术的工艺流程热镀锌气刀控制技术的关键技术环节04.热镀锌气刀控制技术在不同领域的应用案例热镀锌气刀控制技术在应用中遇到的问题及解决方案热镀锌气刀控制技术的应用前景05.热镀锌气刀控制技术的优化措施热镀锌气刀控制技术的创新方向热镀锌气刀控制技术的发展趋势06.热镀锌气刀控制技术的研究结论热镀锌气刀控制技术的未来展望感谢您的观看!
一种用于热镀锌气刀的边部挡板.pdf
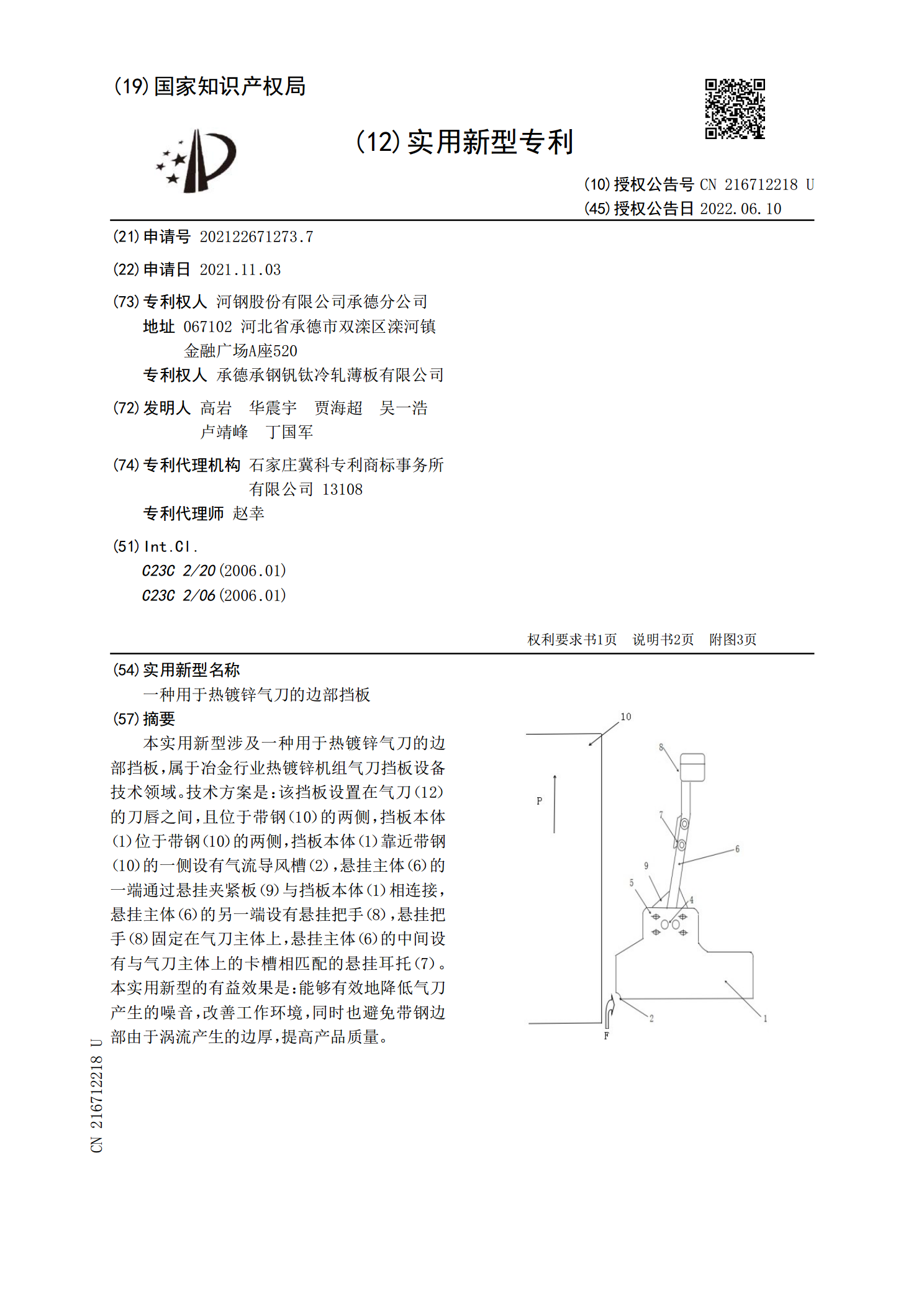
本实用新型涉及一种用于热镀锌气刀的边部挡板,属于冶金行业热镀锌机组气刀挡板设备技术领域。技术方案是:该挡板设置在气刀(12)的刀唇之间,且位于带钢(10)的两侧,挡板本体(1)位于带钢(10)的两侧,挡板本体(1)靠近带钢(10)的一侧设有气流导风槽(2),悬挂主体(6)的一端通过悬挂夹紧板(9)与挡板本体(1)相连接,悬挂主体(6)的另一端设有悬挂把手(8),悬挂把手(8)固定在气刀主体上,悬挂主体(6)的中间设有与气刀主体上的卡槽相匹配的悬挂耳托(7)。本实用新型的有益效果是:能够有效地降低气刀产生的

镀锌机组高铝气刀抽吸装置自动控制技术改进.docx
镀锌机组高铝气刀抽吸装置自动控制技术改进摘要:镀锌机组高铝气刀抽吸装置的自动控制技术改进,是针对传统气刀抽吸装置存在的控制精度不高、操作复杂等问题而进行的技术创新。本文提出了一种基于PLC(可编程逻辑控制器)控制的高铝气刀抽吸装置,通过使用PLC控制软件与硬件结合的方式,实现对镀锌机组气刀抽吸装置的自动控制,使其具备控制精度高、操作简单、稳定性强等特点。经实验结果表明,改进后的气刀抽吸装置在实际应用中具有良好的效果和应用前景,可为后续相关研究提供借鉴。关键词:镀锌机组;高铝;气刀抽吸装置;自动控制技术;P

热镀锌生产线气刀自动控制的研究.docx
热镀锌生产线气刀自动控制的研究热镀锌生产线气刀自动控制的研究摘要:热镀锌生产线在工业领域中有着广泛应用。然而,气刀作为热镀锌生产线中的关键设备,其自动控制系统的研究还比较薄弱。本文以热镀锌生产线气刀自动控制为研究对象,通过分析气刀的工作原理和自动控制的需求,设计并实现了一种气刀自动控制系统。实验结果表明,该系统能够稳定地控制气刀的工作状态和参数,提高热镀锌生产线的生产效率和产品质量。关键词:热镀锌生产线,气刀,自动控制,工作状态,生产效率,产品质量1.引言热镀锌是一种在金属表面形成锌层的工艺,可以有效地防