
具有中心孔且带锥面的大型饼类锻件的锻造工艺.pdf

音景****ka

1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

具有中心孔且带锥面的大型饼类锻件的锻造工艺.pdf
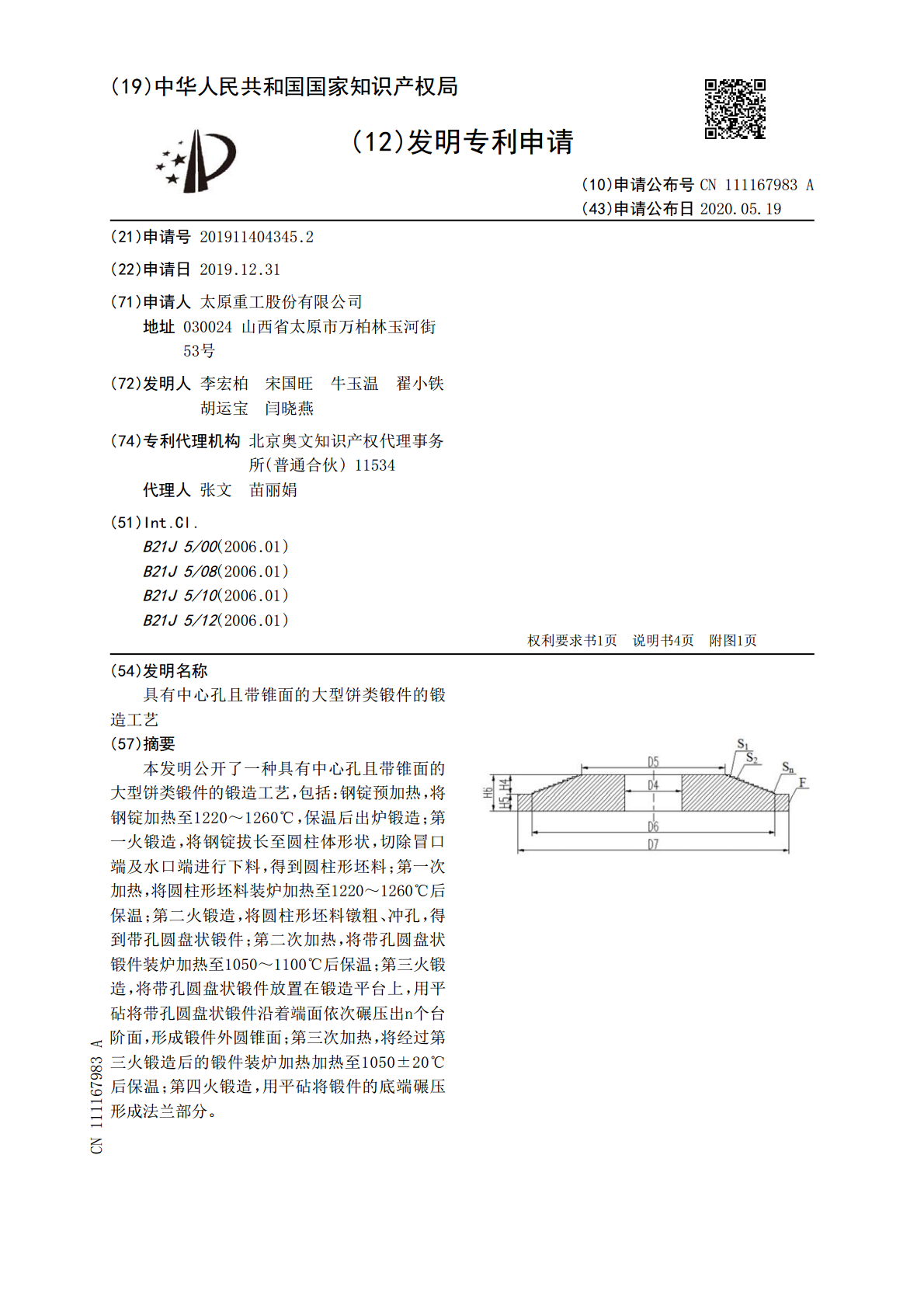
本发明公开了一种具有中心孔且带锥面的大型饼类锻件的锻造工艺,包括:钢锭预加热,将钢锭加热至1220~1260℃,保温后出炉锻造;第一火锻造,将钢锭拔长至圆柱体形状,切除冒口端及水口端进行下料,得到圆柱形坯料;第一次加热,将圆柱形坯料装炉加热至1220~1260℃后保温;第二火锻造,将圆柱形坯料镦粗、冲孔,得到带孔圆盘状锻件;第二次加热,将带孔圆盘状锻件装炉加热至1050~1100℃后保温;第三火锻造,将带孔圆盘状锻件放置在锻造平台上,用平砧将带孔圆盘状锻件沿着端面依次碾压出n个台阶面,形成锻件外圆锥面;第

一种大型饼类锻件锻造工艺.pdf
一种大型饼类锻件锻造工艺,加热需锻造的钢锭,保温,使钢锭心部与外部温度一致,钢锭均匀热透;采用现有锻造方法对钢锭进行拔长,砧宽比0.8~0.9;每次压下率至少20%,一次完成钢锭拔长;正方形阶段采用WHF锻造法、SUF锻造法或TER锻造法,并采用错砧拔长工艺;宽砧锻造法在高度方向上锻造扁方,形成坯料;下料的毛坯长度与坯料宽度比值≤1.5;按现有的锻造方法将锻造正方形、倒八方、倒圆、锻造成型,得大型饼类锻件。该锻造工艺在拔长过程中对坯料进行压实锻透,镦粗成形基本保留以前的锻造组织和流线不被破坏,解决了管板锻

大型饼类锻件20管板锻造工艺改进.docx
大型饼类锻件20管板锻造工艺改进1.研究背景饼类锻件是一种非常常见的机械零件,在各种工业应用中都有广泛的应用。在这些机械零件中,20管板是一种比较常见的饼类锻件,也是在广泛应用和生产中被大量生产的产品之一。如何更好地制造这种饼类锻件,让其性能更加优良,就成为一个很值得研究和探索的领域。2.问题阐述根据当前生产和制造过程中的实际经验和数据,我们可以看到,20管板饼类锻件在制造过程中出现了一些问题,例如材料利用率不高,锻造工艺不够优良等问题。这些问题的存在影响了饼类锻件的品质和数量,同时也增加了成本和制造时间

大型圆饼类锻件的锻造工艺及应用.docx
大型圆饼类锻件的锻造工艺及应用大型圆饼类锻件的锻造工艺及应用随着工业化程度的不断提高,越来越多的大型圆饼类锻件得到了广泛的应用,例如大型轴承、船舶用轮毂、风力发电塔筒等。为了保证这些锻件的质量和性能,需要采用科学的锻造工艺。本文将介绍大型圆饼类锻件的锻造工艺及应用。1.大型圆饼类锻件工艺特点大型圆饼类锻件在锻造过程中的细节处理与传统的锻造有所不同。工件材质大多是为了承受高负荷而选择的高强度、高韧性合金钢,而且对工件内部质量要求很高。同时,由于大型圆饼类锻件的直径通常在数米到数十米之间,因此锻造模具的制备也

大型饼类锻件成形新工艺.pdf
一种大型饼类锻件成形新工艺,是由钢锭镦粗、WHF锻造法拔长下料、坯料预镦粗、旋压变形、滚锻外圆、第二次旋压、入炉加热、空冷、滚压砧旋压成形等步骤组成;本发明减少了火次,提高了生产效率;消除经高温扩散修复的夹杂性裂纹内残留的显微孔洞,并改善锻件内部组织性能,保证工艺尺寸;避免了设备在饼类锻件成形过程中为控制进砧量而出现的偏载现象,消除了所造成的设备损害问题。