
一种镍钛形状记忆合金大规格铸锭精细熔炼提纯方法.pdf

贤惠****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种镍钛形状记忆合金大规格铸锭精细熔炼提纯方法.pdf
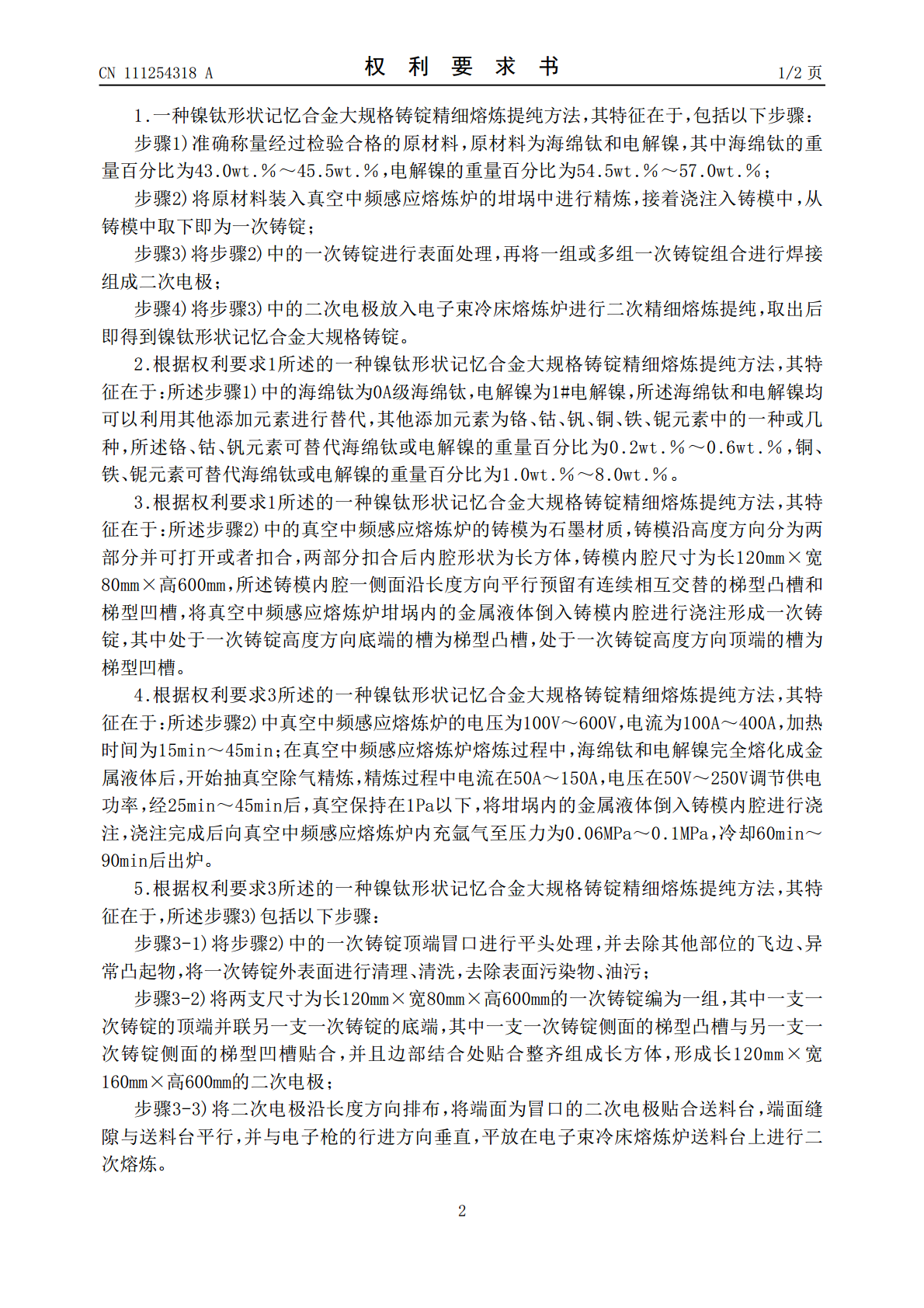
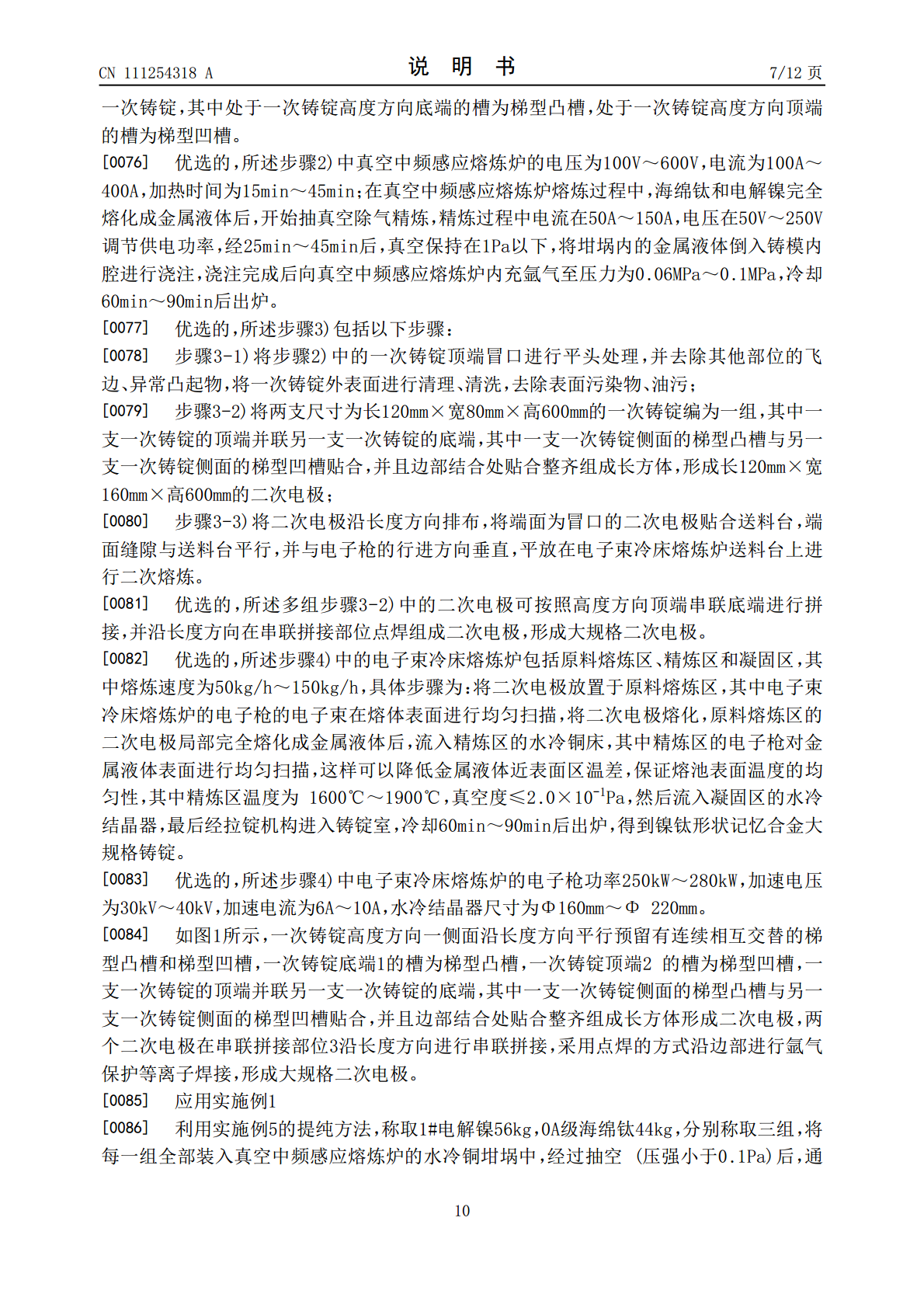
本发明公开了一种镍钛形状记忆合金大规格铸锭精细熔炼提纯方法,包括以下步骤:步骤1)准确称量经过检验合格的原材料,原材料为海绵钛和电解镍,其中海绵钛的重量百分比为43.0wt.%~45.5wt.%,电解镍的重量百分比为54.5wt.%~57.0wt.%;步骤2)将原材料装入真空中频感应熔炼炉的坩埚中进行精炼,接着浇注入铸模中,从铸模中取下即为一次铸锭;步骤3)将步骤2)中的一次铸锭进行表面处理,再将一组或多组一次铸锭组合进行焊接组成二次电极;步骤4)将步骤3)中的二次电极放入电子束冷床熔炼炉进行二次精细熔炼

一种镍钛形状记忆合金超低间隙大规格铸锭熔炼方法.pdf
本发明公开了一种镍钛形状记忆合金超低间隙大规格铸锭熔炼方法,包括以下步骤:步骤1)准确称量经过检验合格的原材料,其中原材料为海绵钛和电解镍;步骤2)将称量准确的原材料装入真空中频感应熔炼炉的水冷坩埚中,加热到1250℃~1700℃之间,熔化完后保持25min~60min进行精炼,接着浇注入铸模中,从铸模中取下即为一次铸锭;步骤3)将步骤2)中的一次铸锭两头进行切割,再将多个一次铸锭头尾焊接组成二次电极;步骤4)将二次电极放入真空自耗电极电弧熔炼炉进行二次熔炼,在熔炼最后进行补缩,取出后得到镍钛形状记忆合金
镍钛形状记忆合金的熔炼与加工.pdf
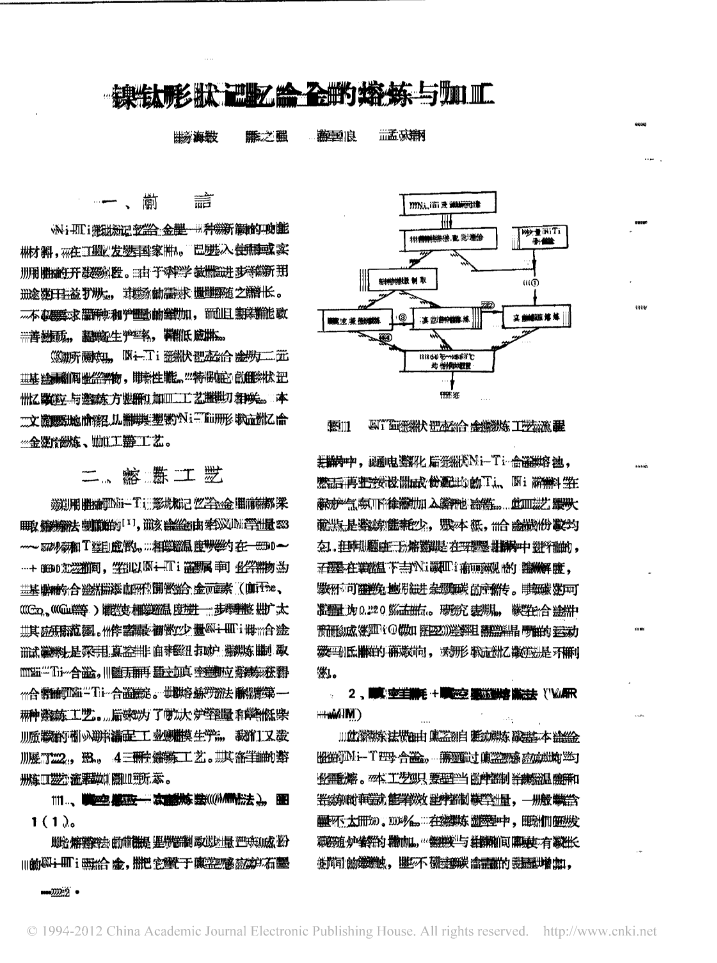
镍钦形状记忆合金的熔炼与加工杨海波季之强蒋国良孟庆钢、一前言Ni一Ti形状记忆合金是一种新颖的功能材料,在工业发达国家中,已进入使用或实。用性的开发阶段由于科学技术进步和新用。途的日益扩大,市场的需求量也随之增长不仅要求品种和产量的增加,而且期待能改善材质,提高生产率,降低成本。众所周知,Ni一Ti形状记忆合金为二元、基金属间化合物,其性能特别它的形状记。忆效应与熔炼方法和加工工艺密切相关本文简要地介绍儿种典型的Ni一Ti形状记忆合图1NITi形状记忆合金熔炼工艺流程、。金的冶炼加工等工艺,Ni一Ti,、
一种高纯钛镍铜形状记忆合金铸锭的制备方法.pdf
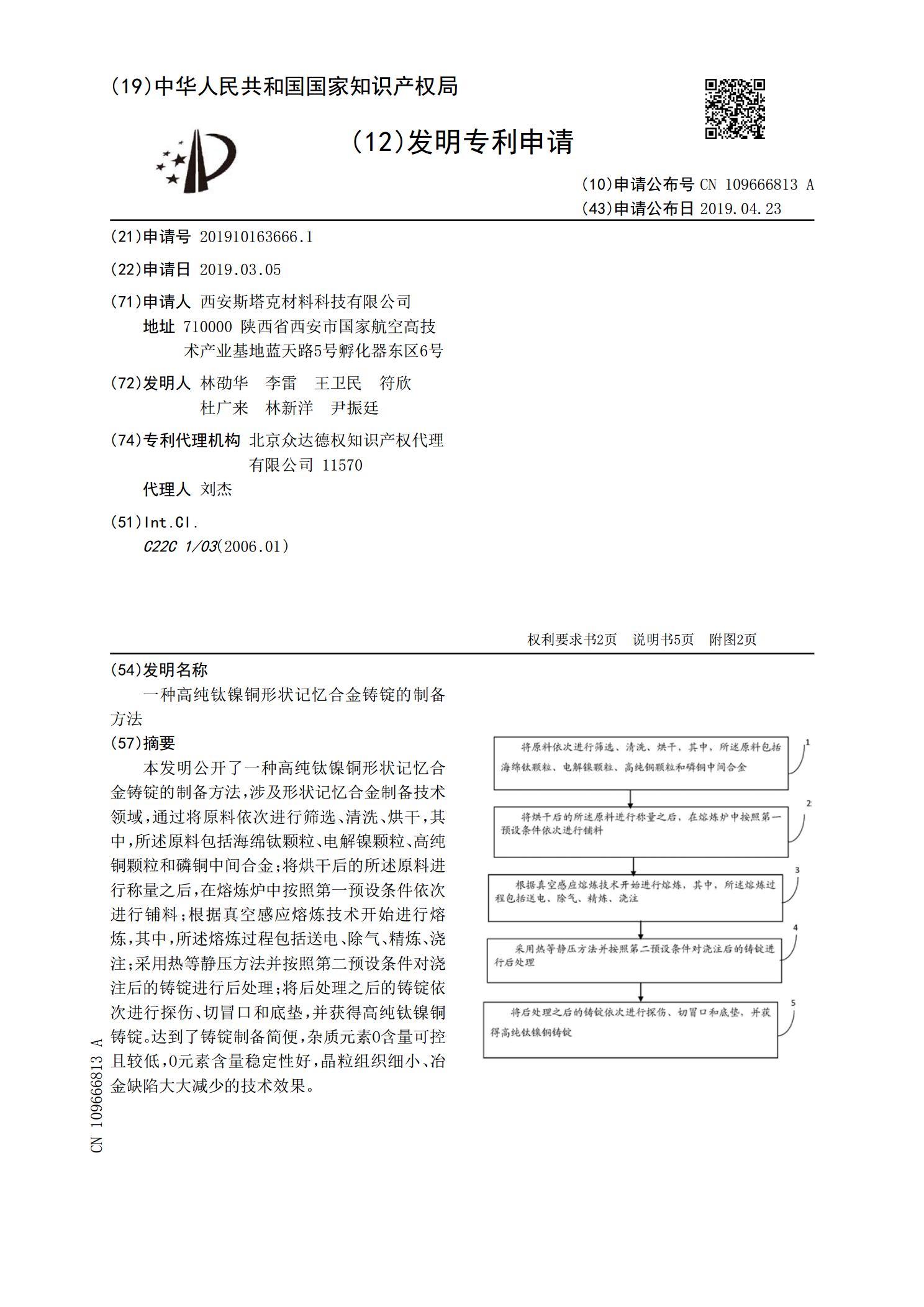
本发明公开了一种高纯钛镍铜形状记忆合金铸锭的制备方法,涉及形状记忆合金制备技术领域,通过将原料依次进行筛选、清洗、烘干,其中,所述原料包括海绵钛颗粒、电解镍颗粒、高纯铜颗粒和磷铜中间合金;将烘干后的所述原料进行称量之后,在熔炼炉中按照第一预设条件依次进行铺料;根据真空感应熔炼技术开始进行熔炼,其中,所述熔炼过程包括送电、除气、精炼、浇注;采用热等静压方法并按照第二预设条件对浇注后的铸锭进行后处理;将后处理之后的铸锭依次进行探伤、切冒口和底垫,并获得高纯钛镍铜铸锭。达到了铸锭制备简便,杂质元素O含量可控且较
一种大规格纯镍铸锭的熔炼方法.pdf
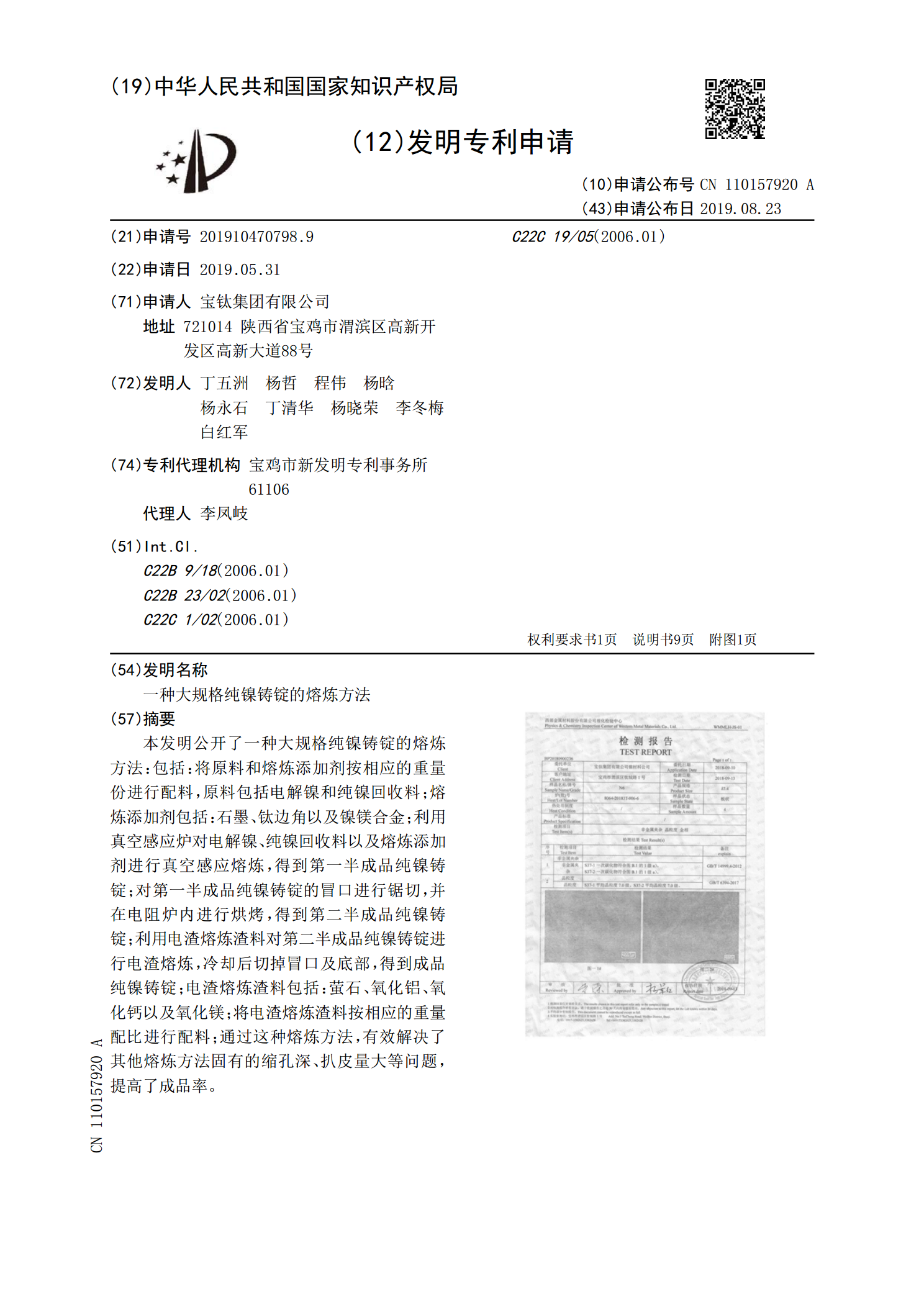
本发明公开了一种大规格纯镍铸锭的熔炼方法:包括:将原料和熔炼添加剂按相应的重量份进行配料,原料包括电解镍和纯镍回收料;熔炼添加剂包括:石墨、钛边角以及镍镁合金;利用真空感应炉对电解镍、纯镍回收料以及熔炼添加剂进行真空感应熔炼,得到第一半成品纯镍铸锭;对第一半成品纯镍铸锭的冒口进行锯切,并在电阻炉内进行烘烤,得到第二半成品纯镍铸锭;利用电渣熔炼渣料对第二半成品纯镍铸锭进行电渣熔炼,冷却后切掉冒口及底部,得到成品纯镍铸锭;电渣熔炼渣料包括:萤石、氧化铝、氧化钙以及氧化镁;将电渣熔炼渣料按相应的重量配比进行配料