
气化炉水冷壁筒体的制作方法.pdf

曾琪****是我

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

气化炉水冷壁筒体的制作方法.pdf
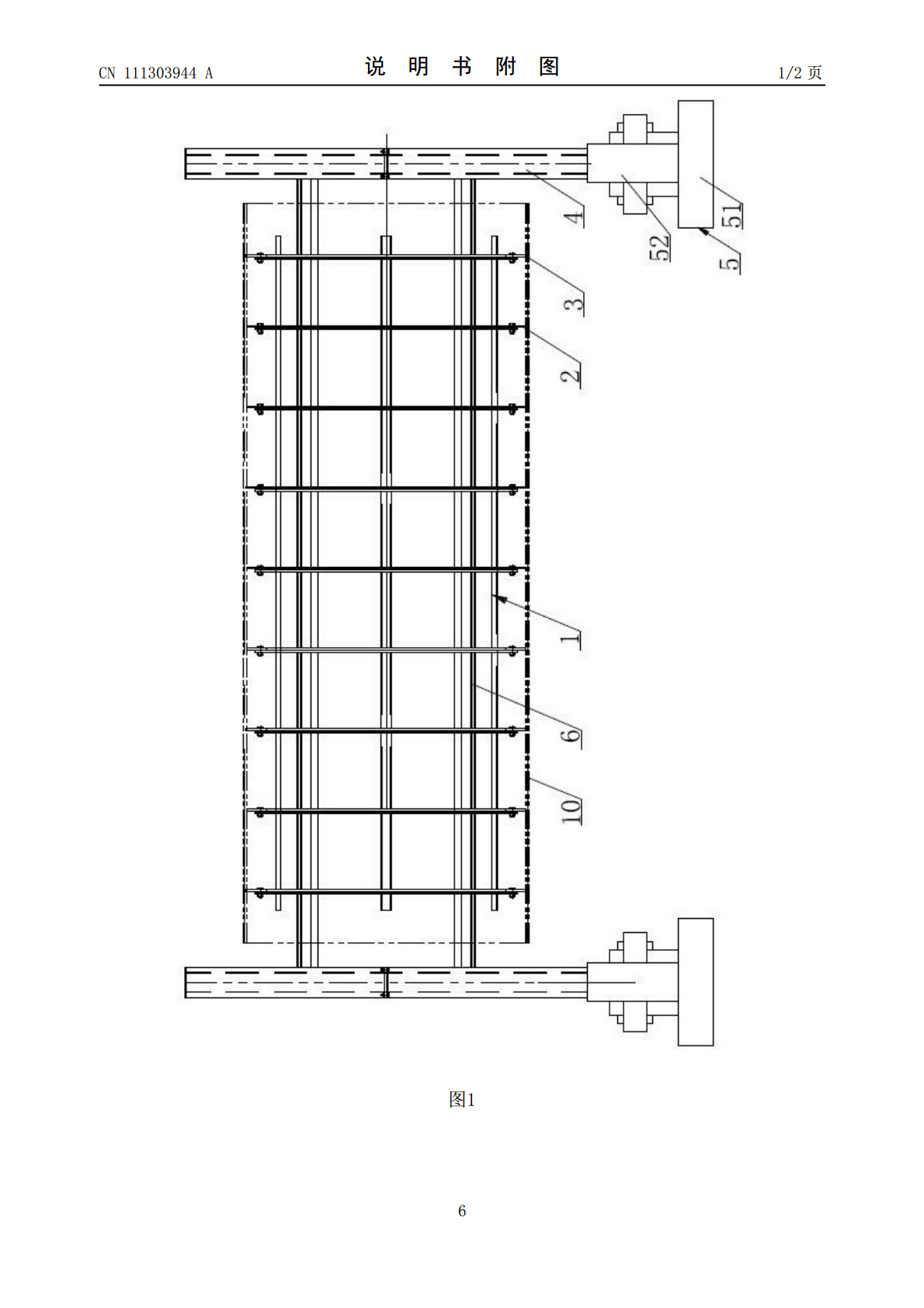
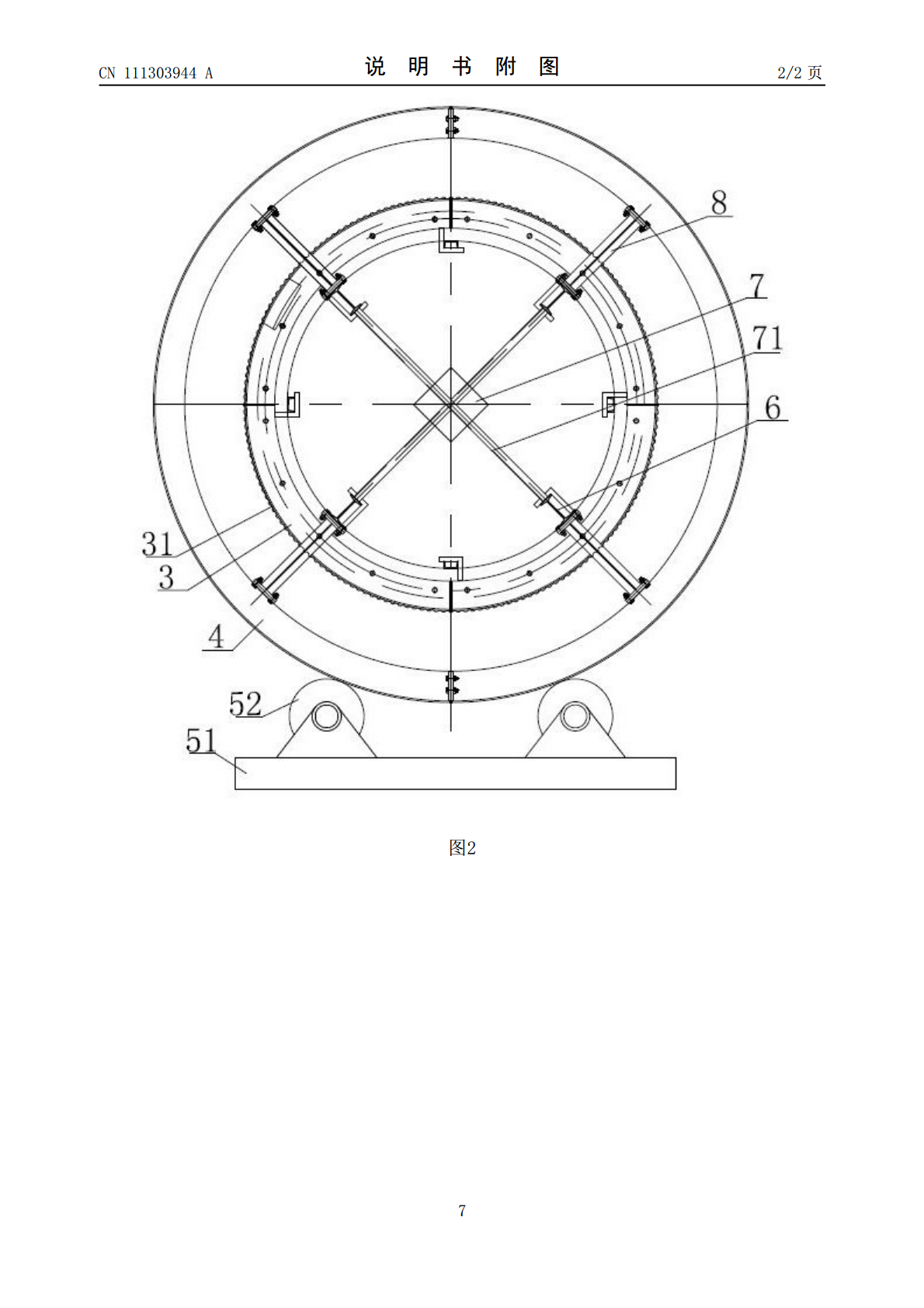
本发明公开了一种气化炉水冷壁筒体的制作方法,使用工装,工装的结构包括:横卧的支撑骨架,支撑骨架包括若干同轴心且间隔设置的支撑圆环,支撑圆环包括外边缘光滑的第一支撑圆环和外边缘呈齿状的第二支撑圆环,每个第二支撑圆环外边缘上的每相邻两个齿之间均形成一个圆弧形的卡槽;支撑骨架的两端分别可拆卸固定设置有滚轮,每个滚轮均活动支撑在支撑座上,一对滚轮能在一对支撑座上滚动;制作步骤包括:一、制作圆弧形管排;二、成对放置,直至形成整个水冷壁管的管排全都放置在支撑骨架上;三、依次对相邻管排焊接从而形成水冷壁筒体;四、将成型

气化炉水冷壁筒体的制作工装.pdf
本发明公开了一种气化炉水冷壁筒体的制作工装,包括:若干同轴心且间隔设置的支撑圆环,支撑圆环包括若干外边缘光滑的第一支撑圆环和若干外边缘呈齿状的第二支撑圆环,每个第二支撑圆环外边缘上的每相邻两个齿之间均形成一个圆弧形的卡槽,第一支撑圆环的外径与所需制作的水冷壁筒体的内径一致;支架轴向贯穿所有支撑圆环且与所有支撑圆环相固定,所有支撑圆环与支架形成支撑骨架,第二支撑圆环的数量至少为三个、且其中两个分别布置在支撑骨架的首尾两端;支撑骨架两端的滚轮均支撑在支撑座上,滚轮能在支撑座上滚动。本发明的优点在于:大大缩短了

水冷壁气化炉技术综述.docx
水冷壁气化炉技术综述引言气化是一种将固体燃料转化为气体燃料的过程。在气化过程中,固体燃料被加热以及在缺少氧气的条件下进行,这样它们就会发生热解和气化反应。气化产生的气体燃料包括水蒸气、碳烟、氢气和一氧化碳等。气化燃料的领域包括了高温熔融炉、发电厂以及对化学工业的重要用途等。本文将介绍一种被广泛应用的空气气化炉技术──水冷壁气化炉技术。首先,介绍气化燃料的背景和概述,随后讨论水冷壁气化炉的定义、原理、和优点,并对其在不同领域中的应用进行了详细的说明。一、背景和概述燃料气化技术是在缺氧的条件下,将固体燃料转化
一种卧式水冷壁式等离子体气化炉.pdf
本发明公开了一种卧式水冷壁式等离子体气化炉,气化炉为卧式结构,炉膛分为三段,从进料端至出口端方向依次为热解气化段、二次燃烧段、合成气重整段;气化炉进料侧的顶端偏心布置一根等离子炬;热解气化段与进料系统相连;二次燃烧段与热解气化段衔接位置布设补风口,补风口为切向进气;气化炉合成气重整段末端设合成气出口。本发明气化炉为卧式结构,内壁设置三段式水冷壁,保护整个炉膛,无需设置耐火层,大幅降低气化炉造价;不用考虑快速升温对耐火材料寿命的影响,可快速启炉投料运行。

水冷壁气化炉立式套装研究.docx
水冷壁气化炉立式套装研究水冷壁气化炉立式套装研究摘要:气化技术作为一种能源转化技术,可以将各种碳质燃料转化为可再生能源,具有重要的应用价值。本论文以水冷壁气化炉立式套装研究为题目,对气化炉的结构、工作原理以及性能进行了探讨。通过实验和仿真分析,论文还研究了气化炉在不同工况下的运行特性,并提出了优化改进的建议和措施。1.引言气化技术是一种将固体、液体或气体的碳质燃料通过化学反应转化为可再生能源的过程。气化技术广泛应用于能源领域,具有高效能转化率、减少污染排放和多种资源利用的特点。水冷壁气化炉立式套装是一种常