
模具二次顶出机构.pdf

文库****品店


1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
模具二次顶出机构.pdf
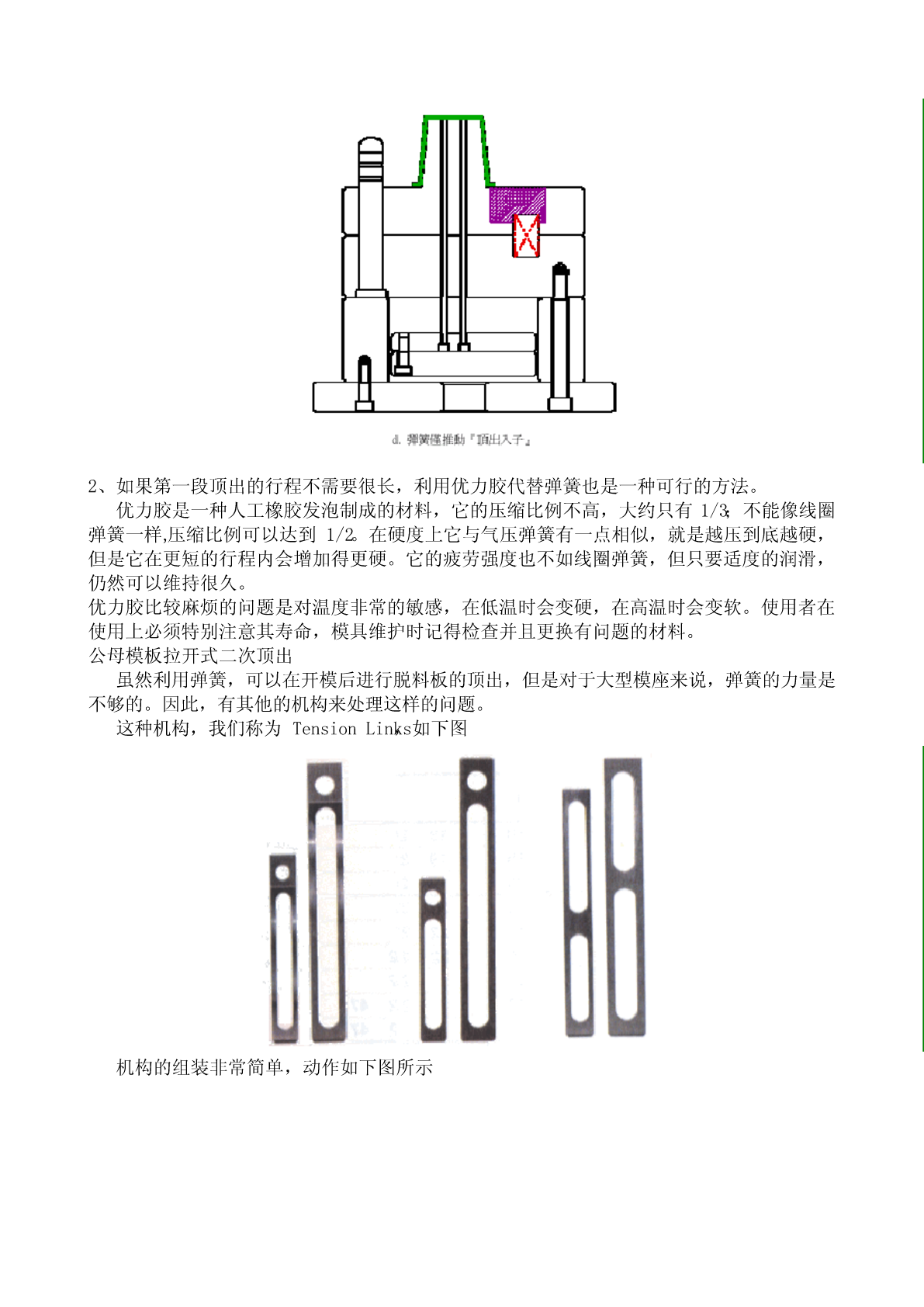
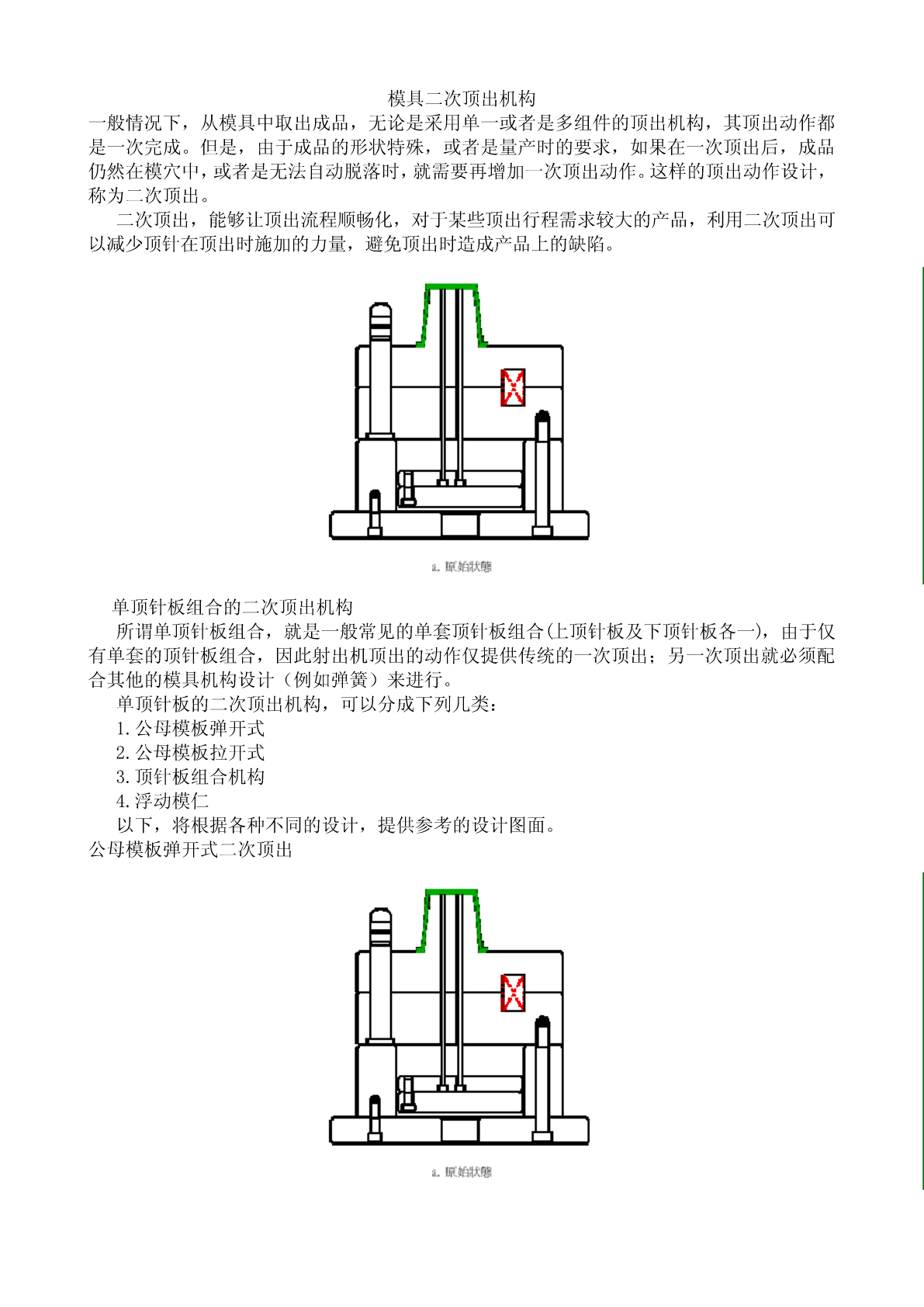
模具二次顶出机构一般情况下,从模具中取出成品,无论是采用单一或者是多组件的顶出机构,其顶出动作都是一次完成。但是,由于成品的形状特殊,或者是量产时的要求,如果在一次顶出后,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。这样的顶出动作设计,称为二次顶出。二次顶出,能够让顶出流程顺畅化,对于某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。单顶针板组合的二次顶出机构所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由
一种模具的二次顶出机构.pdf
本发明涉及注塑模具技术领域,且公开了一种模具的二次顶出装置,包括上模,所述上模的下侧设置有下模,所述下模底部设置有左右分布的两个立板,所述下模的顶部一体成型有模芯,所述底板和下模之间设置有第一弹簧,所述推杆的顶部固定安装有升降板,所述升降板的顶部固定安装有顶针。通过注塑机带动底板沿着两个立板内侧向上移动,顶针从注塑孔内滑动,并抵接在注塑产品的底部,向上推动,将注塑产品第一次顶出,再通气缸的输出轴带动推杆向上移动,带动升降板向上移动,之后,抵杆抵接在下模的底部,抵杆将注塑孔内的工件完全顶出模芯,即可完成脱模

二次顶出机构及包括该机构的注塑模具.pdf
一种二次顶出机构,包括推板以及与推板固定连接的推杆固定板,推杆固定板上固设有若干第一推杆,推板和推杆固定板上滑设有带齿轴套,带齿轴套内部加工有轴向设置的第一齿条,带齿轴套内滑设有带齿轴,带齿轴外部加工有轴向设置的第二齿条,带齿轴套内还设有径向设置的齿轮,齿轮分别与第一齿条和第二齿条相啮合,带齿轴的一端与第二推杆固定连接;本发明还提供了一种包括该二次顶出机构的注塑模具。本发明的第一推杆和第二推杆在推板的推动下向前运动的同时,通过齿轮分别与第一齿条和第二齿条配合,从而驱动第二推杆相对第一推杆额外向

一种模具顶出机构.pdf
本发明提供一种模具顶出机构,其通过优化结构,设置空顶部分或延时顶出部分中的至少一种,针对产品较为敏感、脆弱或者直观的部位,实现相应部位顶针的延迟顶出,提供足够的时间以便产品进一步硬化,不仅能有效避免在产品表面留下顶针印,提高产品外观质量,还能避免增加后续去除顶针印的制程,缩短产品成型周期。

具有顶出机构的注塑模具.pdf
本发明公开了一种具有顶出机构的注塑模具,包括模体机构和底层机构,底层机构的上端设置有模体机构,隔板A、隔板B和液压杆均设置在下模的内部,隔板A设置在隔板B的上方,液压杆的一端固定安装在隔板B的上表面,液压杆的另一端穿过隔板A与输出管相连通,液压杆的上端固定安装有密封板,当产品成型后通过液压杆的上升使得产品开始顶出脱模,同时,密封板能够增大与产品之间的接触面积,减小压强,防止产品出现破损,其次,上模的内壁上设置有清除机构,通过清除机构能够使残留在下模内壁的原料脱落,便于后期的清洗。