
厚壁封闭环的焊接方法.pdf

一条****淑淑

1/9
2/9
3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
厚壁封闭环的焊接方法.pdf
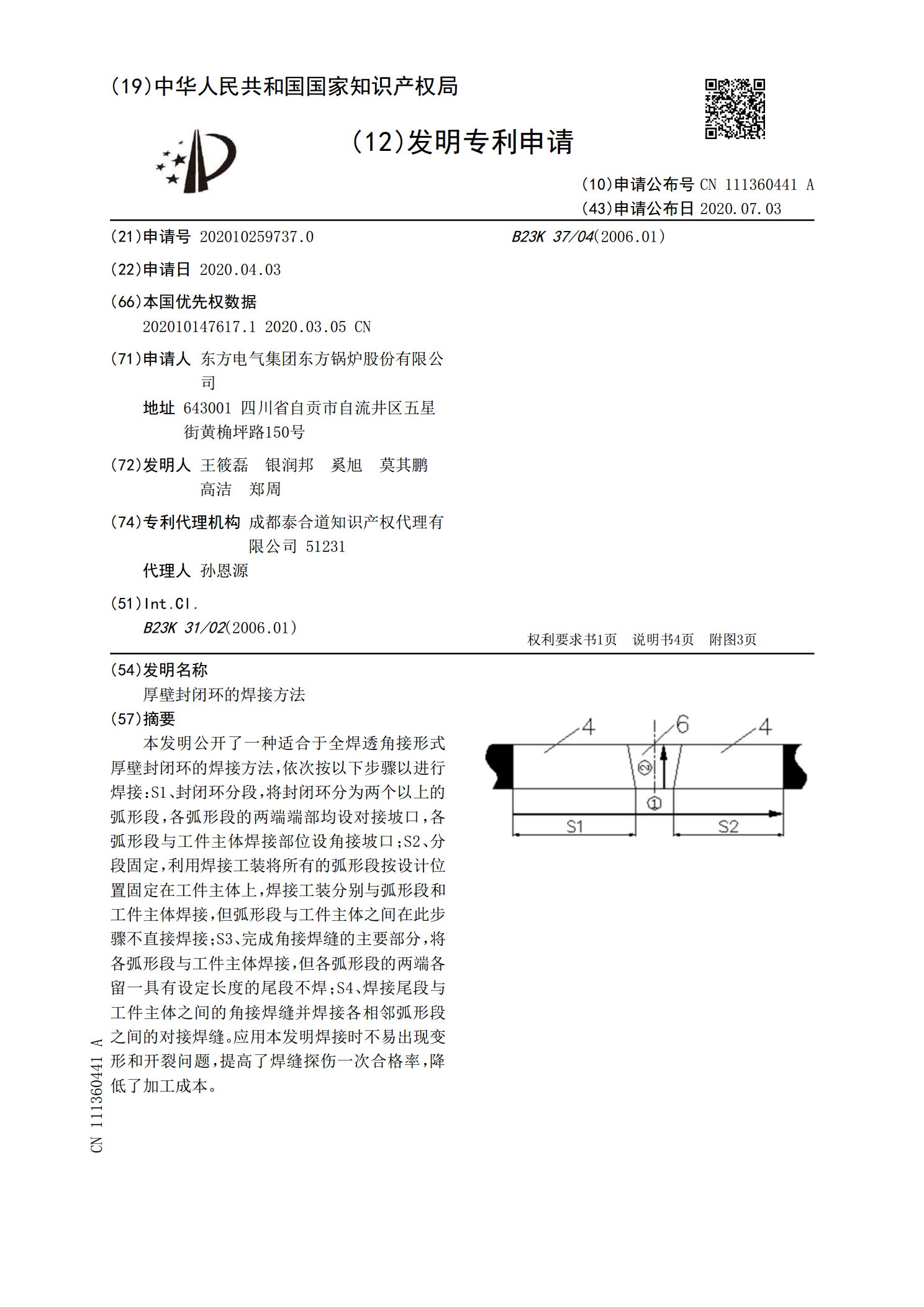
本发明公开了一种适合于全焊透角接形式厚壁封闭环的焊接方法,依次按以下步骤以进行焊接:S1、封闭环分段,将封闭环分为两个以上的弧形段,各弧形段的两端端部均设对接坡口,各弧形段与工件主体焊接部位设角接坡口;S2、分段固定,利用焊接工装将所有的弧形段按设计位置固定在工件主体上,焊接工装分别与弧形段和工件主体焊接,但弧形段与工件主体之间在此步骤不直接焊接;S3、完成角接焊缝的主要部分,将各弧形段与工件主体焊接,但各弧形段的两端各留一具有设定长度的尾段不焊;S4、焊接尾段与工件主体之间的角接焊缝并焊接各相邻弧形段之

厚壁花瓣式封头的焊接与研究.docx
厚壁花瓣式封头的焊接与研究1.引言封头作为压力容器的主要部件之一,经常受到高温高压环境的影响。作为这种容器的入口和出口,封头必须保证与容器体的紧密密封,为了满足这一要求,现代压力容器的封头多采用焊接加工。其中,厚壁花瓣式封头作为一种常见的结构形式,具有优异的强度和密封性能,因此在工业生产中得到了广泛应用。本文旨在对厚壁花瓣式封头的焊接和研究进行深入探讨,为工程技术和理论研究提供参考。2.厚壁花瓣式封头的结构和特点厚壁花瓣式封头是指厚壁管道的封头,其结构特点是中部为凸起圆形,将管道截面分为众多的“花瓣”状,

厚壁高压容器环焊缝的焊接方法.docx
厚壁高压容器环焊缝的焊接方法厚壁高压容器环焊缝的焊接方法摘要:厚壁高压容器广泛应用于化工、石油、能源等行业,而容器的安全性和可靠性是极为重要的。而环焊缝是容器结构的重要部分,其质量直接影响到容器的工作性能和安全性。本文将详细介绍厚壁高压容器环焊缝的焊接方法,包括预热、填充材料选择、焊接参数控制等方面,旨在为工程技术人员提供参考和指导。关键词:厚壁高压容器;环焊缝;焊接方法;预热;填充材料选择;焊接参数控制一、引言厚壁高压容器是一种用于贮存和运输高压气体或液体的设备,其结构比较复杂,受力情况严峻。容器的安全
一种厚壁钢管的密封焊接方法.pdf
本发明公开了一种厚壁钢管的密封方法,它包括下述加工步骤:将需堆焊部位粗加工至见金属光泽后,预热140-160℃,控制层间温度在150-200℃;厚壁钢管端部放在硼砂里,用烙铁头粘点硼砂在焊接部位摩擦;焊丝用焊锡膏处理后,采用含锡的焊丝焊接后整体加热至900-940℃,保温2小时后出炉淬水至室温。所述焊丝的组分为C:0.05;Sn:1.25;Mn:1.29;Si:0.76;Mo:0.34;Ti:0.11;S:0.O1;P:0.02;所述焊丝的直径为φ1.6。按照上述加工方法进行堆焊,堆焊层与母材之间的熔透

中高压厚壁长输管道的焊接方法.docx
中高压厚壁长输管道的焊接方法中高压厚壁长输管道的焊接方法摘要:中高压厚壁长输管道是现代工业中广泛应用的重要设备,其焊接质量直接影响到管道的安全运行和使用寿命。本文首先介绍了中高压厚壁长输管道的特点和应用领域,然后详细阐述了焊接方法的选择与参数的确定,最后对中高压厚壁长输管道焊接质量控制进行了综述和展望。关键词:中高压厚壁长输管道;焊接方法;焊接参数;质量控制一、引言中高压厚壁长输管道作为输送液体和气体的通道,在现代工业中起着重要的作用。它们通常用于输送石油、天然气、化学品等液体或气体,承受着较大的压力和温