
一种高镁锌基合金熔炼的方法.pdf

宜然****找我


1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高镁锌基合金熔炼的方法.pdf
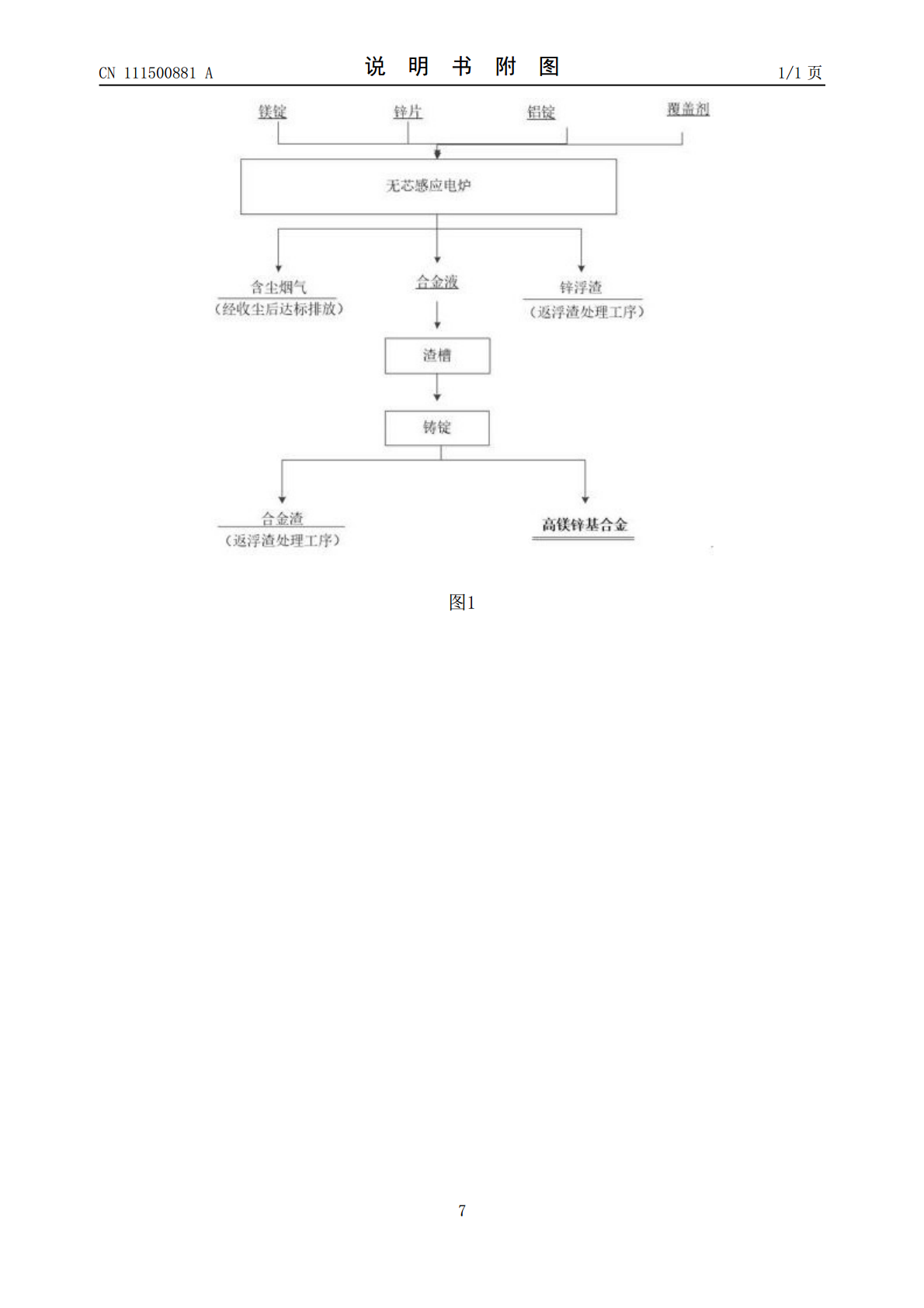
本发明涉及一种高镁锌基合金熔炼的方法,属于冶金技术领域,本发明将锌片加入无芯工频感应电炉中,470~520℃熔化3~5h,锌片全部熔化后,进行打渣;加入铝锭,无芯工频感应电炉升温至520~560℃熔炼1~2h,铝锭完全熔化后,进行打渣;依次加入镁锭、工业固体氯化钙,在工业固体氯化钙覆盖保护的情况下,搅拌0.5~1.5h将镁锭全部熔化;将温度保持在550~600℃,熔炼20~60分钟后,进行打渣,并加入工业固体氯化钙覆盖;渣槽和合金锭模在惰性气体保护下,合金液经过渣槽,直接流入合金锭模中,并进行打渣,完成浇

一种高镁锌铝镁合金的生产方法.pdf
本发明申请是关于一种高镁锌铝镁合金的生产方法,本发明采用精炼剂精炼,精炼剂能够进一步增强熔剂的扩散性能,表面张力和化学稳定性。其熔点和比重较锌铝镁合金低,撒在上面,能起到熔体和空气的隔绝作用,减少镁金属的氧化、燃烧,提高镁的直收率,降低烧损。本发明锭模有三分之一锌铝镁合金熔液时,开始打渣主要是防止锌铝镁合金内部出现夹渣,提升产品合格率。本发明冷却方式采用自然冷却,提高产品合格率。本发明能够用于锌铝镁合金的批量生产,采用惰性气体保护的措施只能用于小规模生产,本发明镁烧损率低,工艺操作简单,容易控制,生产成本

锌基合金熔炼工艺的改进.docx
锌基合金熔炼工艺的改进锌基合金熔炼工艺的改进摘要随着锌基合金的广泛应用,研究人员不断寻求改进锌基合金熔炼工艺的方法。本文综述了目前锌基合金熔炼工艺的发展现状,并对其进行了简要的分析和评价。随后,我们提出了三种潜在的改进锌基合金熔炼工艺的方法,包括熔化方法的改进、合金成分的调整以及熔炼辅助技术的应用。最后,我们对这些改进方法的优点和挑战进行了讨论,并提出了未来研究的展望。1.引言锌基合金是一种重要的金属材料,广泛应用于汽车、航空航天、电子设备等领域。然而,传统的锌基合金熔炼工艺存在一些问题,如熔炼效率低、成

一种高Nb-TiAl基合金的熔炼方法.pdf
一种高Nb-TiAl基合金的熔炼方法,采用海绵钛、铌钛合金、铝豆作为原料,经压制、焊接组成自耗电极,在真空自耗电弧炉中熔炼,得到高Nb-TiAl基合金。本发明采取混料与布料相结合的方式制备电极块;采用真空自耗电弧熔炼炉进行三次熔炼,出炉后采取埋砂或退火处理的方式进行缓慢冷却,能够获得成分均匀并且无裂纹的高Nb-TiAl基合金。本发明方法简单、可操作性强,采取本发明的方法可生产成分均匀,无偏析及夹杂的高Nb-TiAl基合金。
一种锌铝镁合金熔炼方法.pdf
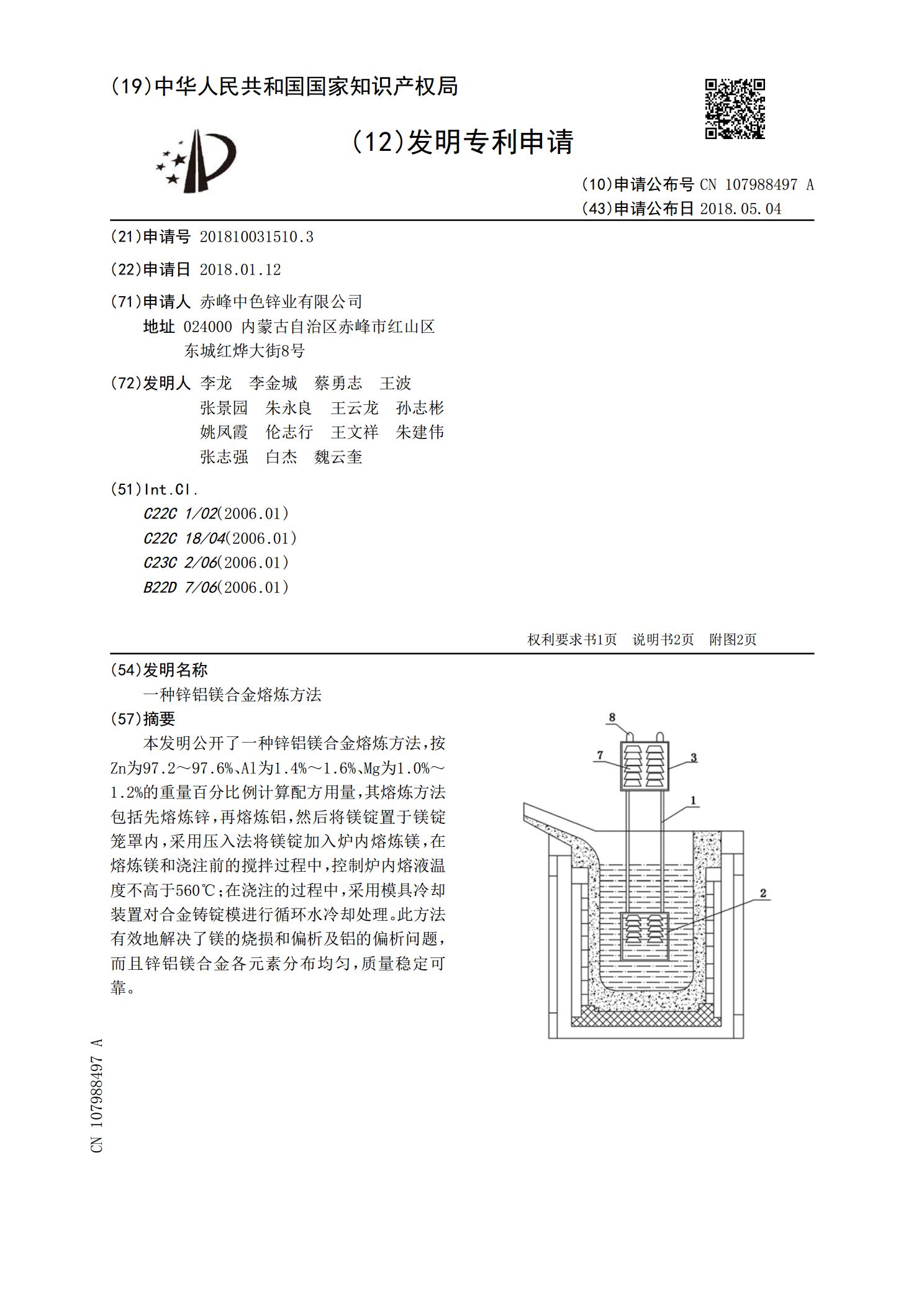
本发明公开了一种锌铝镁合金熔炼方法,按Zn为97.2~97.6%、Al为1.4%~1.6%、Mg为1.0%~1.2%的重量百分比例计算配方用量,其熔炼方法包括先熔炼锌,再熔炼铝,然后将镁锭置于镁锭笼罩内,采用压入法将镁锭加入炉内熔炼镁,在熔炼镁和浇注前的搅拌过程中,控制炉内熔液温度不高于560℃;在浇注的过程中,采用模具冷却装置对合金铸锭模进行循环水冷却处理。此方法有效地解决了镁的烧损和偏析及铝的偏析问题,而且锌铝镁合金各元素分布均匀,质量稳定可靠。