
抽芯铆钉制作工艺.pdf

志玉****爱啊


1/7
2/7
3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
抽芯铆钉制作工艺.pdf
本发明公开了一种抽芯铆钉制作工艺,包括钉体制作和钉套制作;钉体制作包括以下步骤:步骤一,钉体坯料备制:选择规格及质量合适的A286原材料;步骤二,镦制成型:将选定好的A286原材料在冷墩机内经过相应规格的模具将钉体的头部、台阶及杆部镦制2‑3次成型,得到钉体半成品;步骤三,清洗:将钉体半成品放入相应的清洗线除去由于镦制产生的油污物和表面喷沙;步骤四,热处理:将清洗后的钉体半成品放入650℃‑700℃的热处理炉中进行生产保温8h‑10h,而后空冷;步骤五,搓丝:将热处理后的钉体半成品搓丝出滚花、螺纹及凹槽;

鼓包型钛合金抽芯铆钉制作工艺.pdf
本发明公开了一种鼓包型钛合金抽芯铆钉制作工艺,包括钉体制作、钉套制作和驱动环制作;钉体制作包括以下步骤:步骤一,坯料备制;步骤二,镦制得到半成品;步骤三,清洗除去由于镦制产生的表面污物和原料涂层;步骤四,热处理:a.首次热处理,将清洗后的半成品放入680℃‑720℃的热处理炉中进行生产保温10min‑20min,而后气冷;b.二次热处理,将气冷后的半成品放入450℃‑500℃的热处理炉中进行保温8h‑10h,而后气冷;步骤五,无心磨:将热处理后的半成品放入无心磨床进行磨杆径;步骤六,搓丝:将磨后的半成品搓

台阶抽芯铆钉.pdf
本发明涉及一种台阶抽芯铆钉,包括钉体及插入钉体内的钉芯,钉体本体的一端设置有外径大于钉体本体外径的钉体头部,其另一端设置有外径小于钉体本体外径的弯折部;钉芯杆的一端设置有外径大于钉芯杆外径的钉芯头部,钉芯杆上设置有横截面面积变小的断裂部,断裂部与钉芯头部之间的钉芯杆上设置有环形凹槽。本发明在钉体上设置有大直径的钉体本体和小直径的弯折部,两部分之间形成台阶,铆接后靠弯折部的一半工件由于贴近台阶铆接牢固,而另一半工件由于贴近钉体头部,其厚度小于钉体本体的长度时,可自由活动或自由转动,特别适用于小电器、玩具及滑

哈克抽芯铆钉铆套冷精锻成形工艺.docx
哈克抽芯铆钉铆套冷精锻成形工艺哈克抽芯铆钉铆套冷精锻成形工艺一、引言抽芯铆钉铆套冷精锻是一种重要的金属加工方法,广泛应用于航空航天、汽车制造、机械制造等行业。该工艺具有高精度、高效率、高质量等优点,已成为现代制造业的重要组成部分。本文将介绍哈克抽芯铆钉铆套冷精锻成形工艺,包括其原理、工艺流程及应用。二、哈克抽芯铆钉铆套冷精锻成形工艺原理哈克抽芯铆钉铆套冷精锻是通过将带有芯棒的铆钉和铆套定位在合适的位置后,利用定位夹具固定住材料,然后通过冷挤压的方法将芯棒抽出,使铆钉内径和铆套外径与夹具孔对应的形状一致,从
抽芯铆钉自动拆卸机.pdf
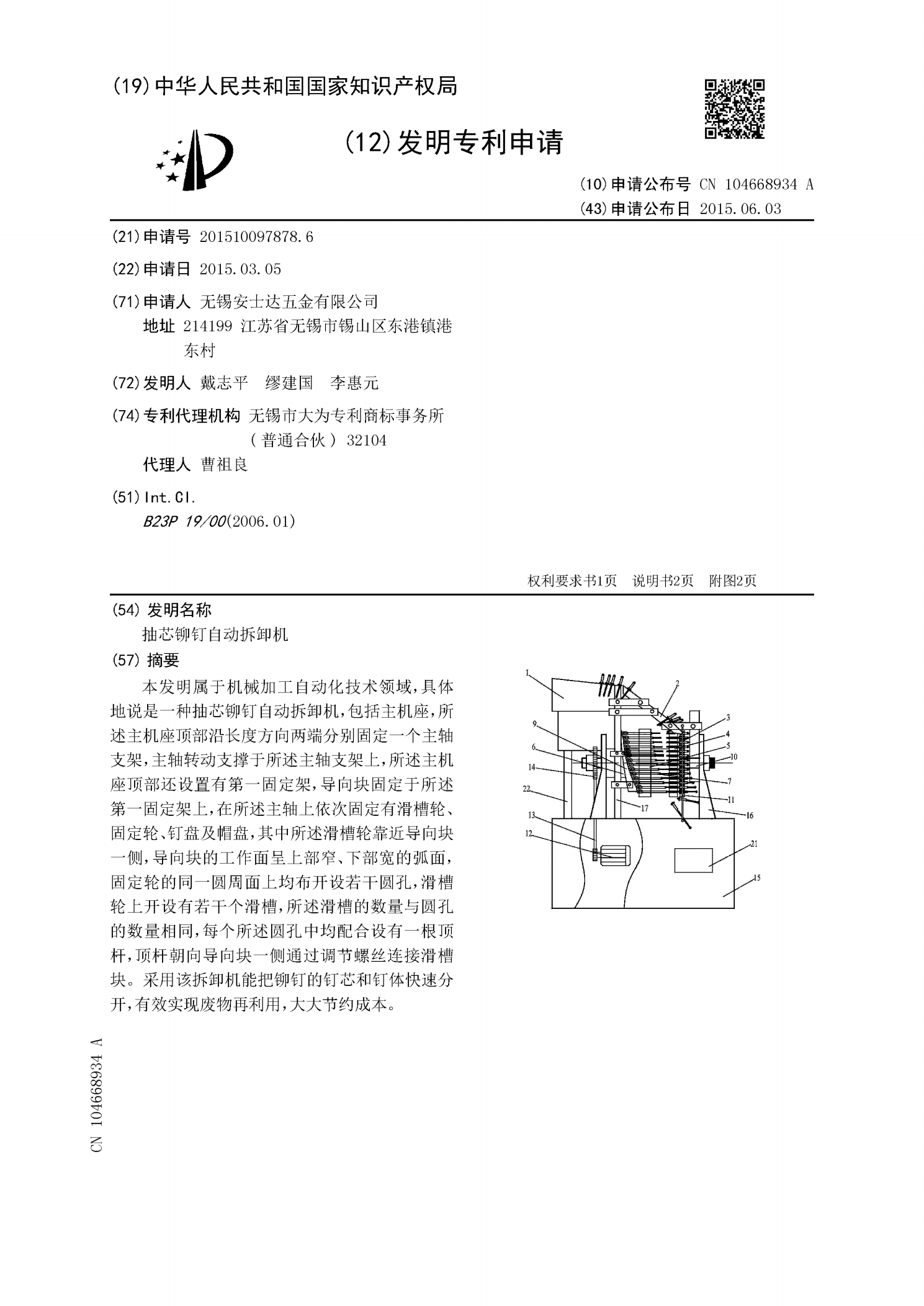
本发明属于机械加工自动化技术领域,具体地说是一种抽芯铆钉自动拆卸机,包括主机座,所述主机座顶部沿长度方向两端分别固定一个主轴支架,主轴转动支撑于所述主轴支架上,所述主机座顶部还设置有第一固定架,导向块固定于所述第一固定架上,在所述主轴上依次固定有滑槽轮、固定轮、钉盘及帽盘,其中所述滑槽轮靠近导向块一侧,导向块的工作面呈上部窄、下部宽的弧面,固定轮的同一圆周面上均布开设若干圆孔,滑槽轮上开设有若干个滑槽,所述滑槽的数量与圆孔的数量相同,每个所述圆孔中均配合设有一根顶杆,顶杆朝向导向块一侧通过调节螺丝连接滑槽