
一种销轴用渗氮装置及应用该装置的销轴表面处理方法.pdf

佳晨****ng

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种销轴用渗氮装置及应用该装置的销轴表面处理方法.pdf
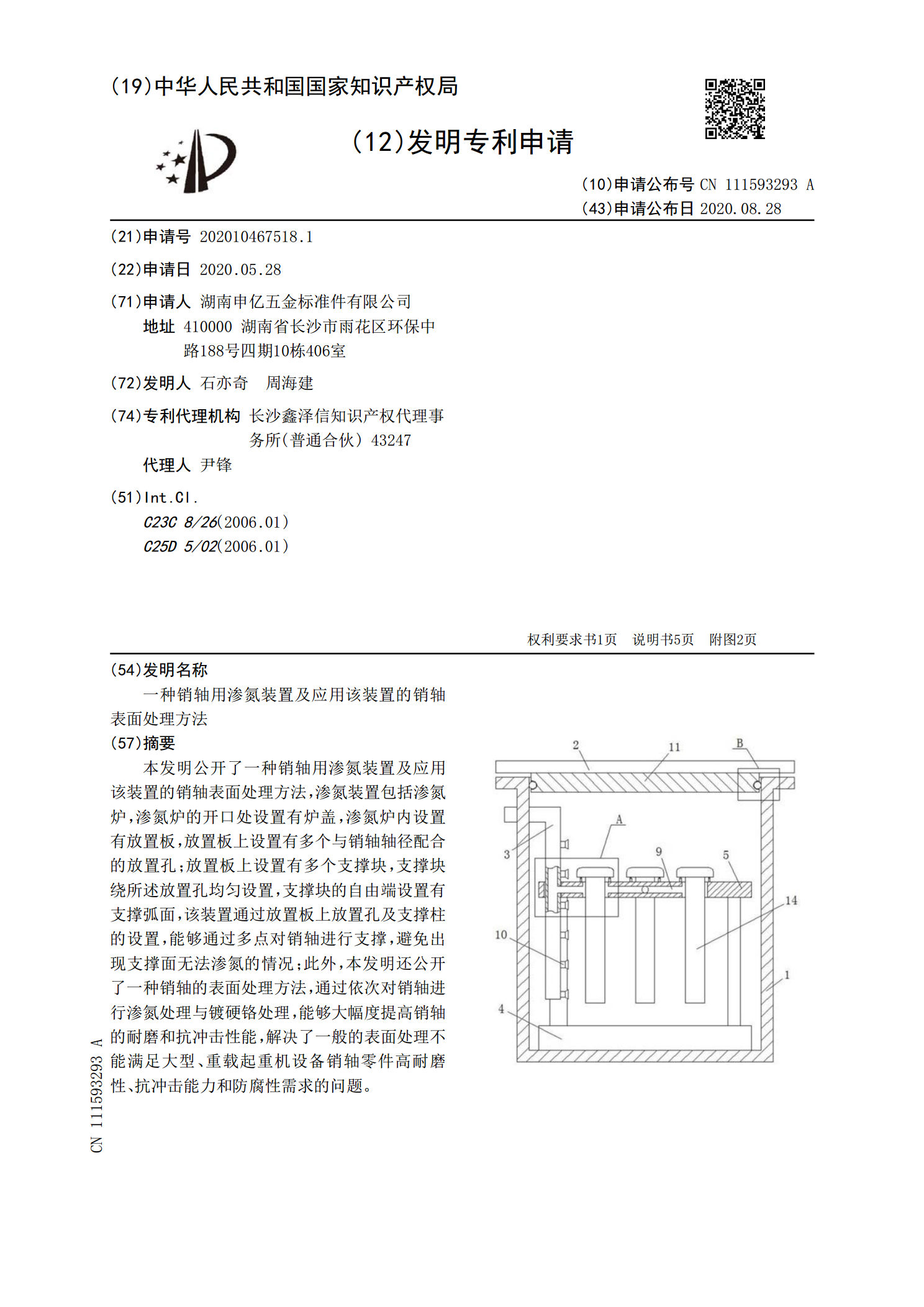
本发明公开了一种销轴用渗氮装置及应用该装置的销轴表面处理方法,渗氮装置包括渗氮炉,渗氮炉的开口处设置有炉盖,渗氮炉内设置有放置板,放置板上设置有多个与销轴轴径配合的放置孔;放置板上设置有多个支撑块,支撑块绕所述放置孔均匀设置,支撑块的自由端设置有支撑弧面,该装置通过放置板上放置孔及支撑柱的设置,能够通过多点对销轴进行支撑,避免出现支撑面无法渗氮的情况;此外,本发明还公开了一种销轴的表面处理方法,通过依次对销轴进行渗氮处理与镀硬铬处理,能够大幅度提高销轴的耐磨和抗冲击性能,解决了一般的表面处理不能满足大型、
液压支架销轴的拔出装置及拔销方法.pdf
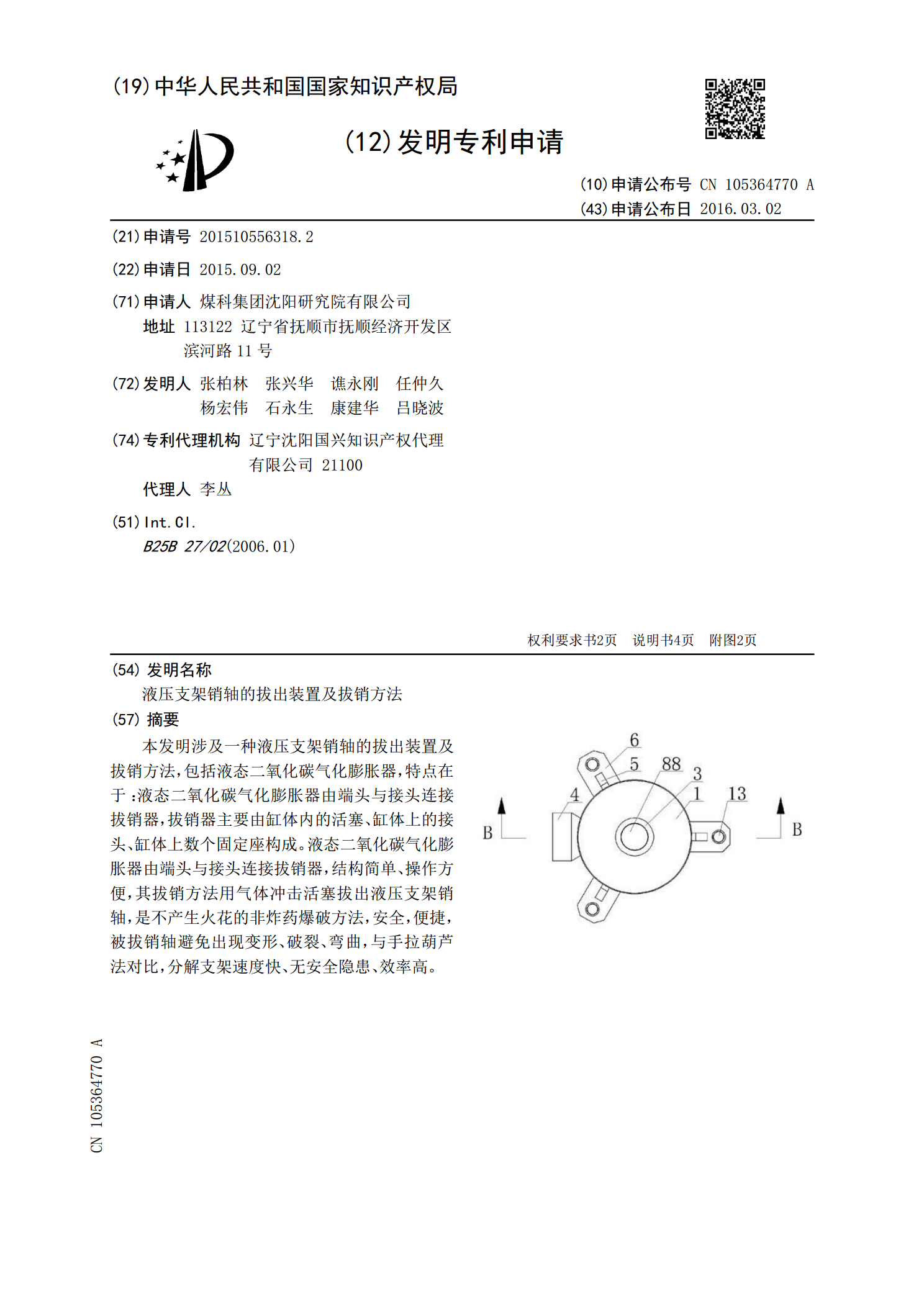
本发明涉及一种液压支架销轴的拔出装置及拔销方法,包括液态二氧化碳气化膨胀器,特点在于:液态二氧化碳气化膨胀器由端头与接头连接拔销器,拔销器主要由缸体内的活塞、缸体上的接头、缸体上数个固定座构成。液态二氧化碳气化膨胀器由端头与接头连接拔销器,结构简单、操作方便,其拔销方法用气体冲击活塞拔出液压支架销轴,是不产生火花的非炸药爆破方法,安全,便捷,被拔销轴避免出现变形、破裂、弯曲,与手拉葫芦法对比,分解支架速度快、无安全隐患、效率高。
一种轴销生产用夹持装置.pdf
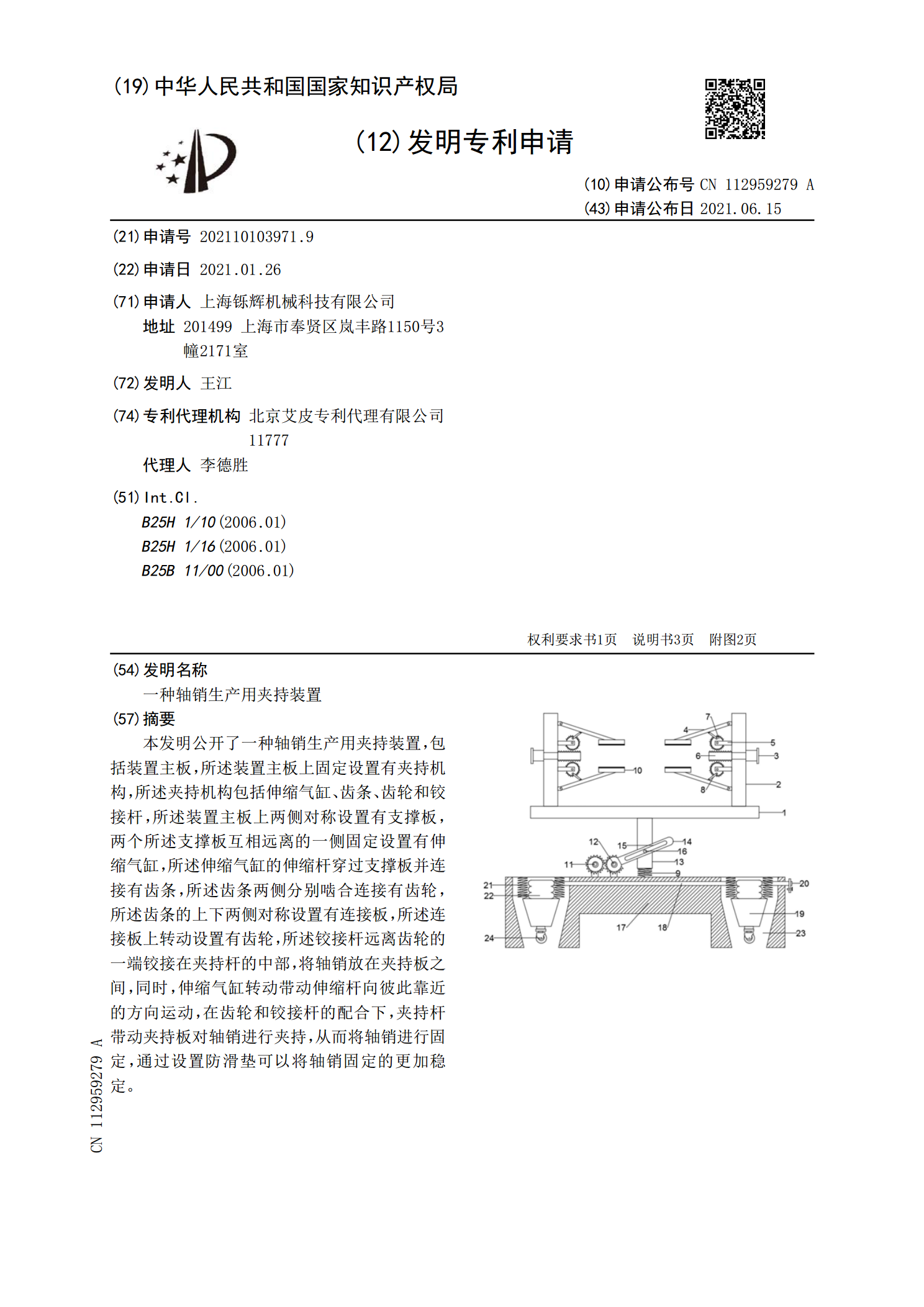
本发明公开了一种轴销生产用夹持装置,包括装置主板,所述装置主板上固定设置有夹持机构,所述夹持机构包括伸缩气缸、齿条、齿轮和铰接杆,所述装置主板上两侧对称设置有支撑板,两个所述支撑板互相远离的一侧固定设置有伸缩气缸,所述伸缩气缸的伸缩杆穿过支撑板并连接有齿条,所述齿条两侧分别啮合连接有齿轮,所述齿条的上下两侧对称设置有连接板,所述连接板上转动设置有齿轮,所述铰接杆远离齿轮的一端铰接在夹持杆的中部,将轴销放在夹持板之间,同时,伸缩气缸转动带动伸缩杆向彼此靠近的方向运动,在齿轮和铰接杆的配合下,夹持杆带动夹持板
装配履带用销轴输送装置.pdf
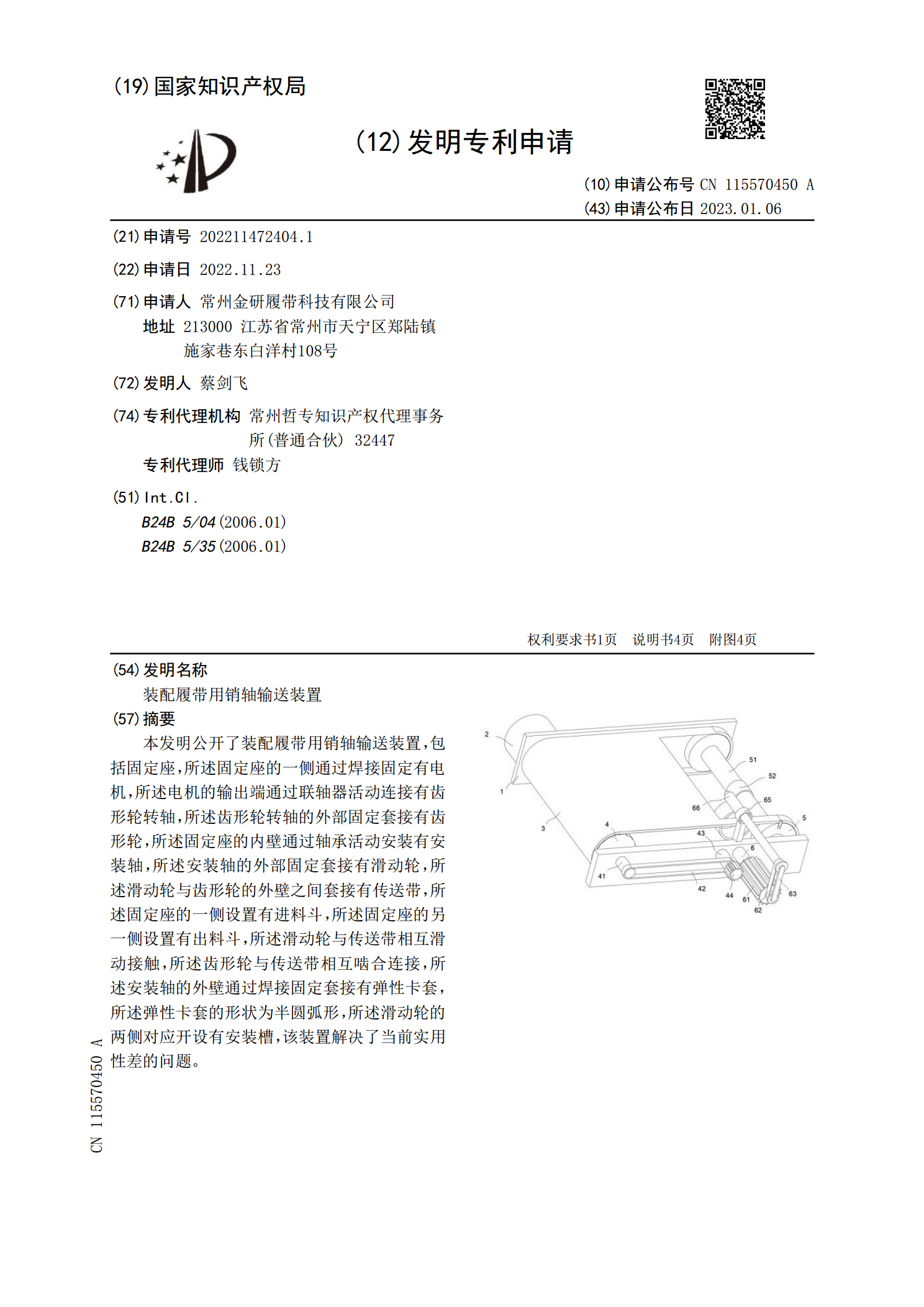
本发明公开了装配履带用销轴输送装置,包括固定座,所述固定座的一侧通过焊接固定有电机,所述电机的输出端通过联轴器活动连接有齿形轮转轴,所述齿形轮转轴的外部固定套接有齿形轮,所述固定座的内壁通过轴承活动安装有安装轴,所述安装轴的外部固定套接有滑动轮,所述滑动轮与齿形轮的外壁之间套接有传送带,所述固定座的一侧设置有进料斗,所述固定座的另一侧设置有出料斗,所述滑动轮与传送带相互滑动接触,所述齿形轮与传送带相互啮合连接,所述安装轴的外壁通过焊接固定套接有弹性卡套,所述弹性卡套的形状为半圆弧形,所述滑动轮的两侧对应开
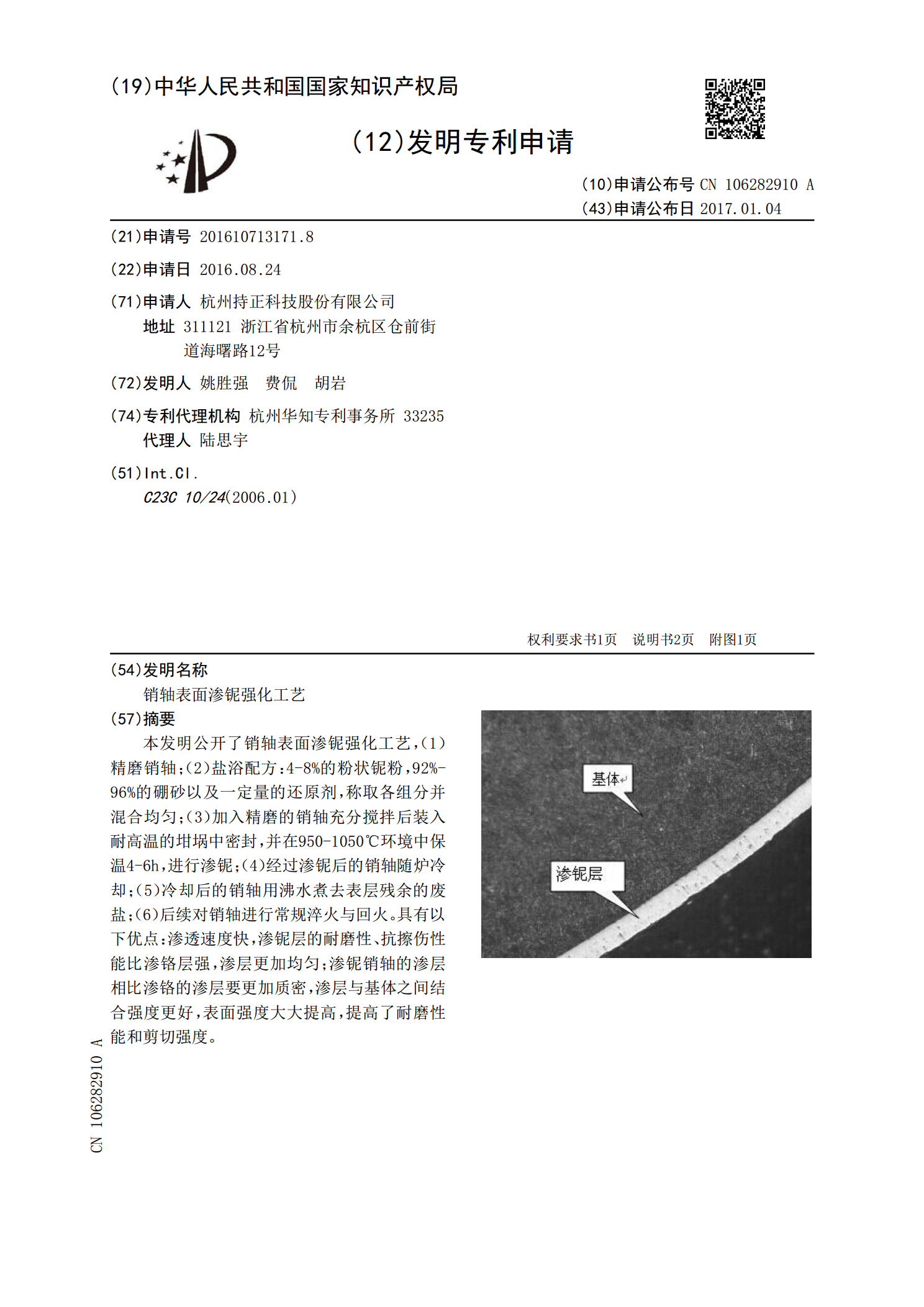
销轴表面渗铌强化工艺.pdf
本发明公开了销轴表面渗铌强化工艺,(1)精磨销轴;(2)盐浴配方:4‑8%的粉状铌粉,92%‑96%的硼砂以及一定量的还原剂,称取各组分并混合均匀;(3)加入精磨的销轴充分搅拌后装入耐高温的坩埚中密封,并在950‑1050℃环境中保温4‑6h,进行渗铌;(4)经过渗铌后的销轴随炉冷却;(5)冷却后的销轴用沸水煮去表层残余的废盐;(6)后续对销轴进行常规淬火与回火。具有以下优点:渗透速度快,渗铌层的耐磨性、抗擦伤性能比渗铬层强,渗层更加均匀;渗铌销轴的渗层相比渗铬的渗层要更加质密,渗层与基体之间结合强度更好