
一种高温诱导钛锆基合金表面耐蚀氧化层的制备方法.pdf

一条****然后


1/10
2/10

3/10

4/10
5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高温诱导钛锆基合金表面耐蚀氧化层的制备方法.pdf
本发明属于合金材料表面氧化层的制备技术领域,具体的说是一种高温诱导钛锆基合金表面耐蚀氧化层的制备方法;该制备方法采用的加热炉包括加热室、冷却室、底座、动力装置和冷却装置;所述动力装置安装在冷却室内,动力装置包括气缸、推杆和固定板;所述气缸安装在冷却室底端侧壁上;冷却装置包括冷气箱和一号喷气口;所述冷气箱对称安装在冷却室内侧壁上,冷气箱内装填有冷气;所述一号喷气口安装在冷气箱外侧壁上,且与冷气箱内部连通,实现了对坯料的降温效果,从而提高了坯料的冷却速率,避免坯料随炉冷却的速率较慢,影响生产效率。
一种高温诱导钛锆基合金表面耐磨扩散层的制备方法.pdf
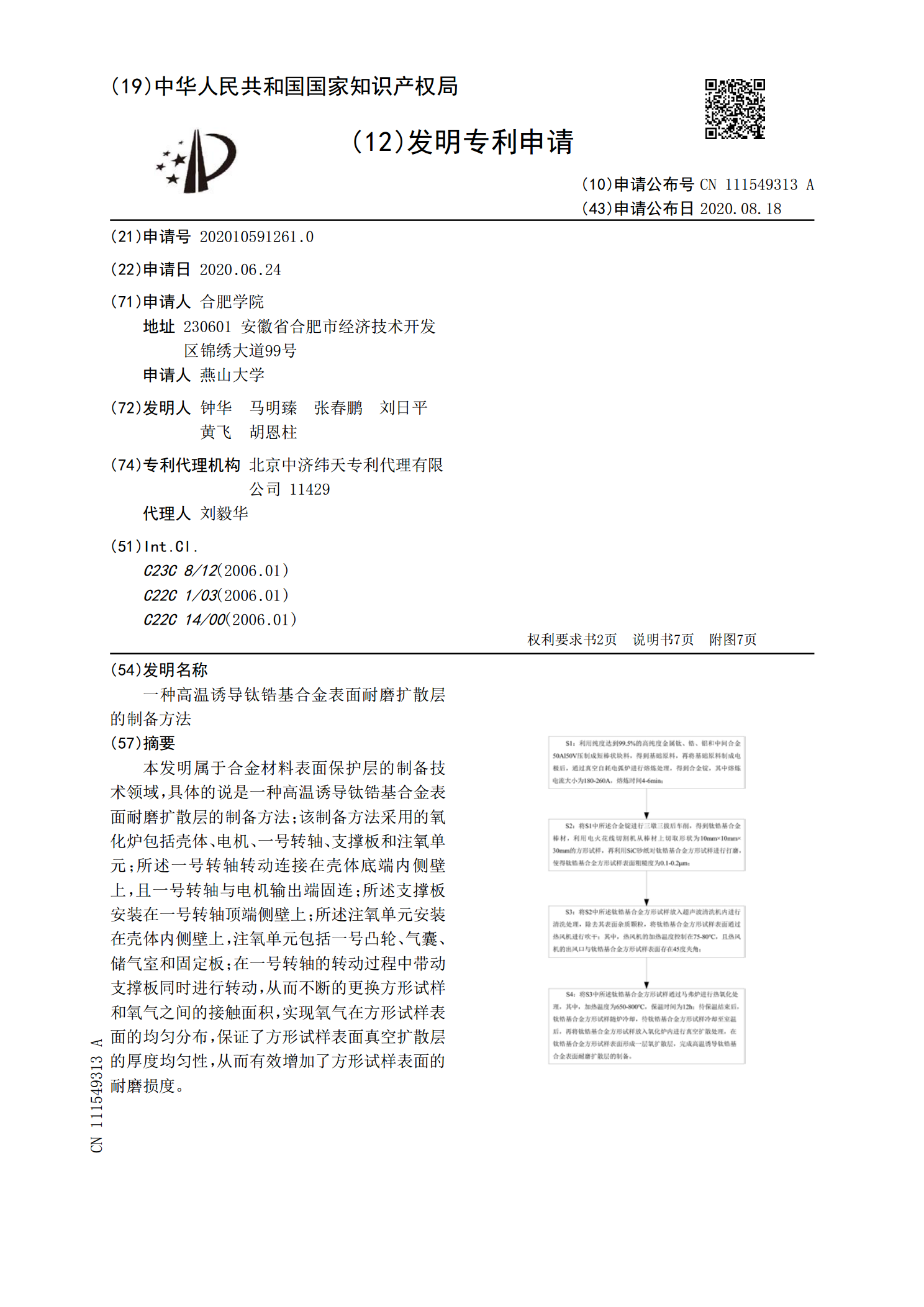
本发明属于合金材料表面保护层的制备技术领域,具体的说是一种高温诱导钛锆基合金表面耐磨扩散层的制备方法;该制备方法采用的氧化炉包括壳体、电机、一号转轴、支撑板和注氧单元;所述一号转轴转动连接在壳体底端内侧壁上,且一号转轴与电机输出端固连;所述支撑板安装在一号转轴顶端侧壁上;所述注氧单元安装在壳体内侧壁上,注氧单元包括一号凸轮、气囊、储气室和固定板;在一号转轴的转动过程中带动支撑板同时进行转动,从而不断的更换方形试样和氧气之间的接触面积,实现氧气在方形试样表面的均匀分布,保证了方形试样表面真空扩散层的厚度均匀
一种高强韧耐蚀钛锆基合金及其制备方法.pdf
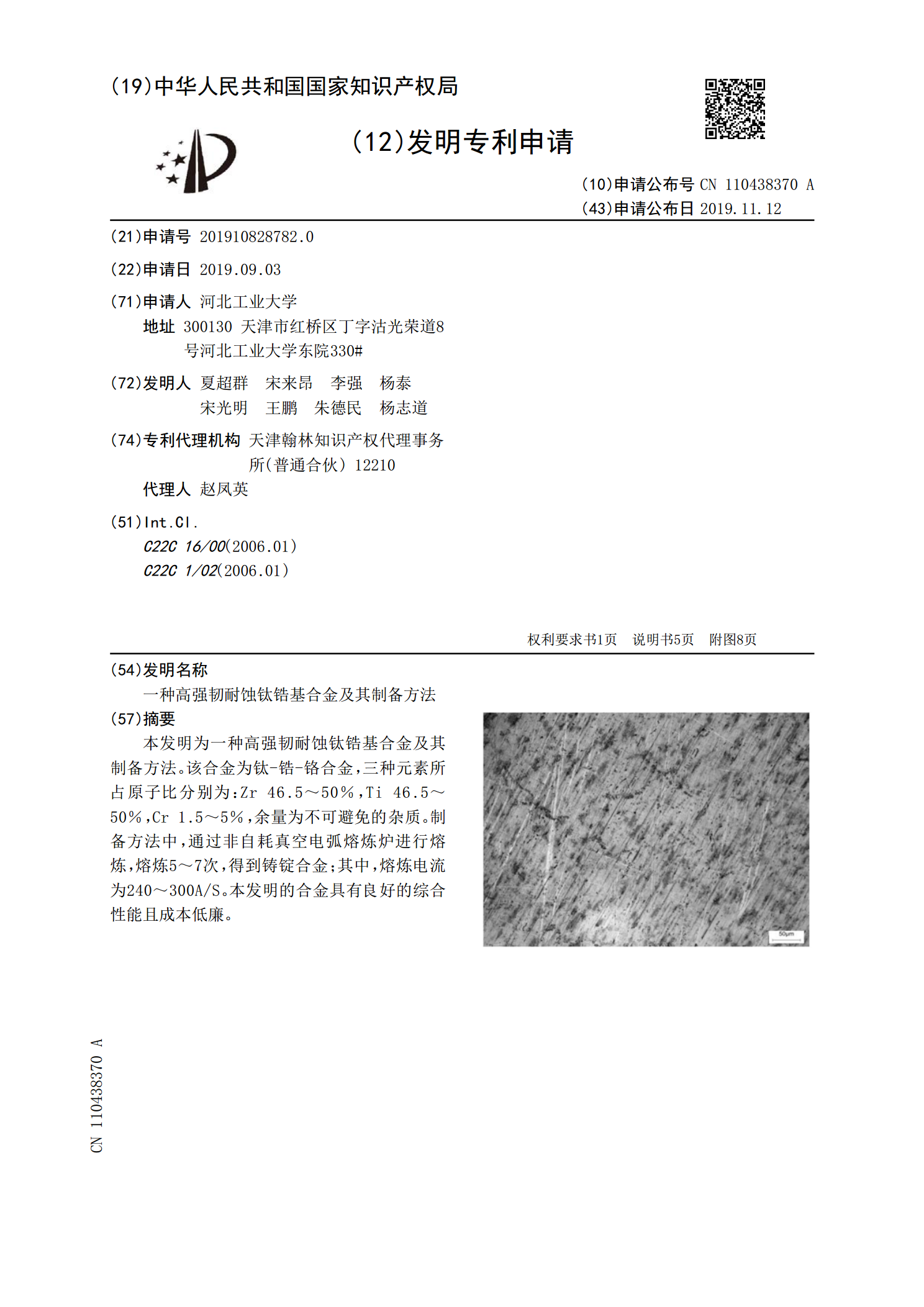
本发明为一种高强韧耐蚀钛锆基合金及其制备方法。该合金为钛‑锆‑铬合金,三种元素所占原子比分别为:Zr46.5~50%,Ti46.5~50%,Cr1.5~5%,余量为不可避免的杂质。制备方法中,通过非自耗真空电弧熔炼炉进行熔炼,熔炼5~7次,得到铸锭合金;其中,熔炼电流为240~300A/S。本发明的合金具有良好的综合性能且成本低廉。
一种钛基锆基合金氧化层处理装置.pdf
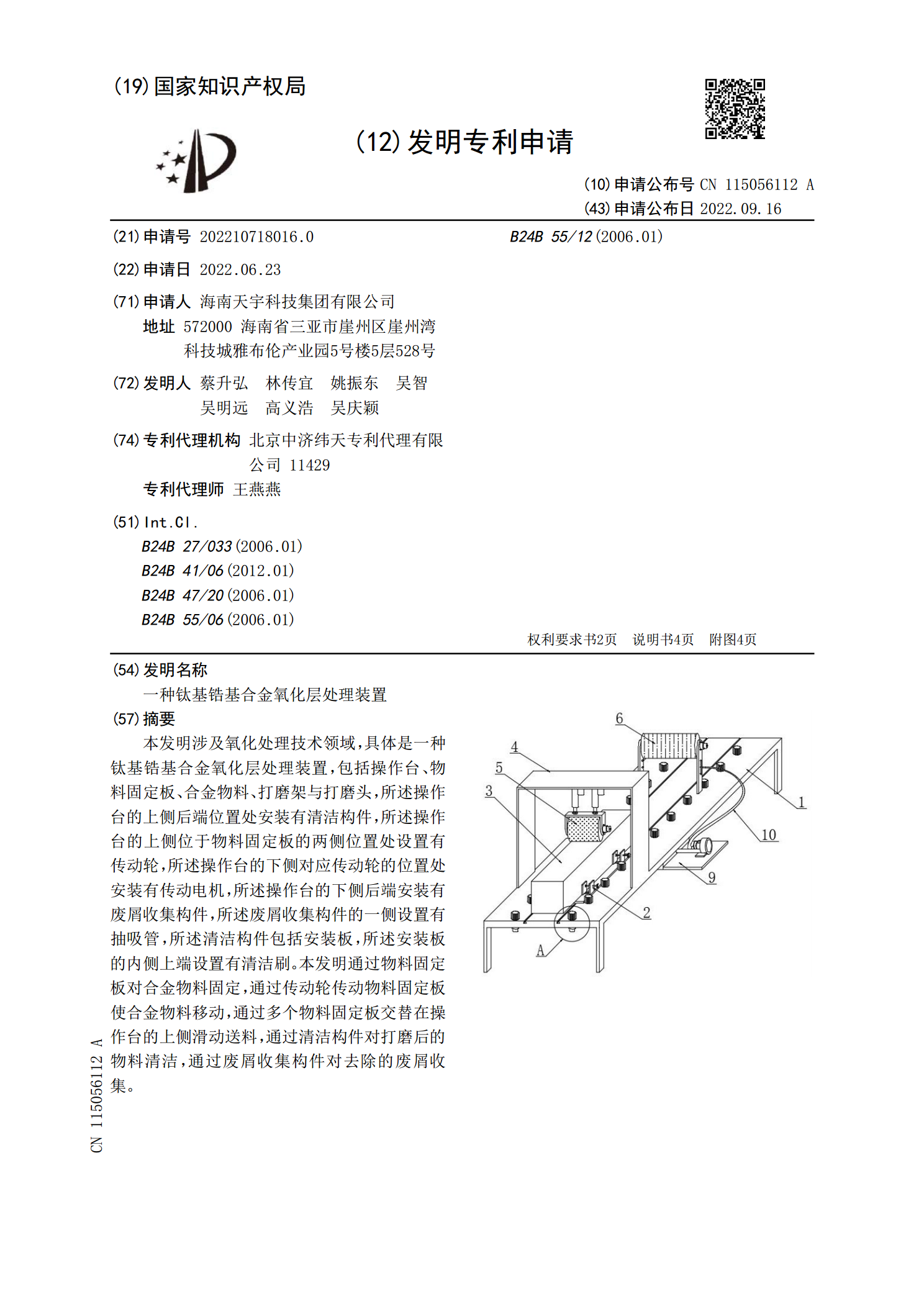
本发明涉及氧化处理技术领域,具体是一种钛基锆基合金氧化层处理装置,包括操作台、物料固定板、合金物料、打磨架与打磨头,所述操作台的上侧后端位置处安装有清洁构件,所述操作台的上侧位于物料固定板的两侧位置处设置有传动轮,所述操作台的下侧对应传动轮的位置处安装有传动电机,所述操作台的下侧后端安装有废屑收集构件,所述废屑收集构件的一侧设置有抽吸管,所述清洁构件包括安装板,所述安装板的内侧上端设置有清洁刷。本发明通过物料固定板对合金物料固定,通过传动轮传动物料固定板使合金物料移动,通过多个物料固定板交替在操作台的上侧
一种锆钛基合金包埋渗铝层的制备方法.pdf
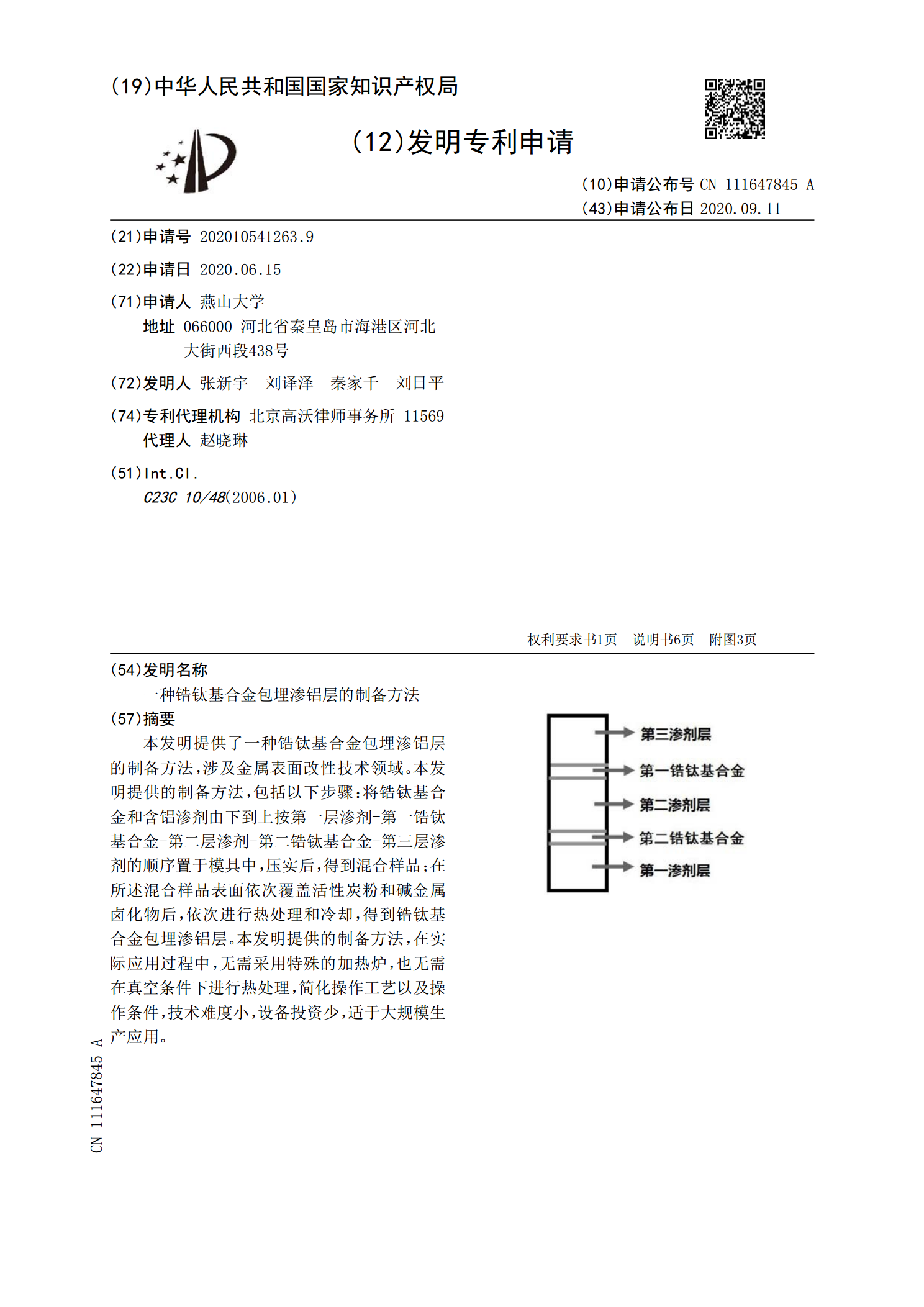
本发明提供了一种锆钛基合金包埋渗铝层的制备方法,涉及金属表面改性技术领域。本发明提供的制备方法,包括以下步骤:将锆钛基合金和含铝渗剂由下到上按第一层渗剂‑第一锆钛基合金‑第二层渗剂‑第二锆钛基合金‑第三层渗剂的顺序置于模具中,压实后,得到混合样品;在所述混合样品表面依次覆盖活性炭粉和碱金属卤化物后,依次进行热处理和冷却,得到锆钛基合金包埋渗铝层。本发明提供的制备方法,在实际应用过程中,无需采用特殊的加热炉,也无需在真空条件下进行热处理,简化操作工艺以及操作条件,技术难度小,设备投资少,适于大规模生产应用。