
耐腐蚀高强度珠光体钢轨及其制备方法.pdf

元枫****文章


1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
耐腐蚀高强度珠光体钢轨及其制备方法.pdf
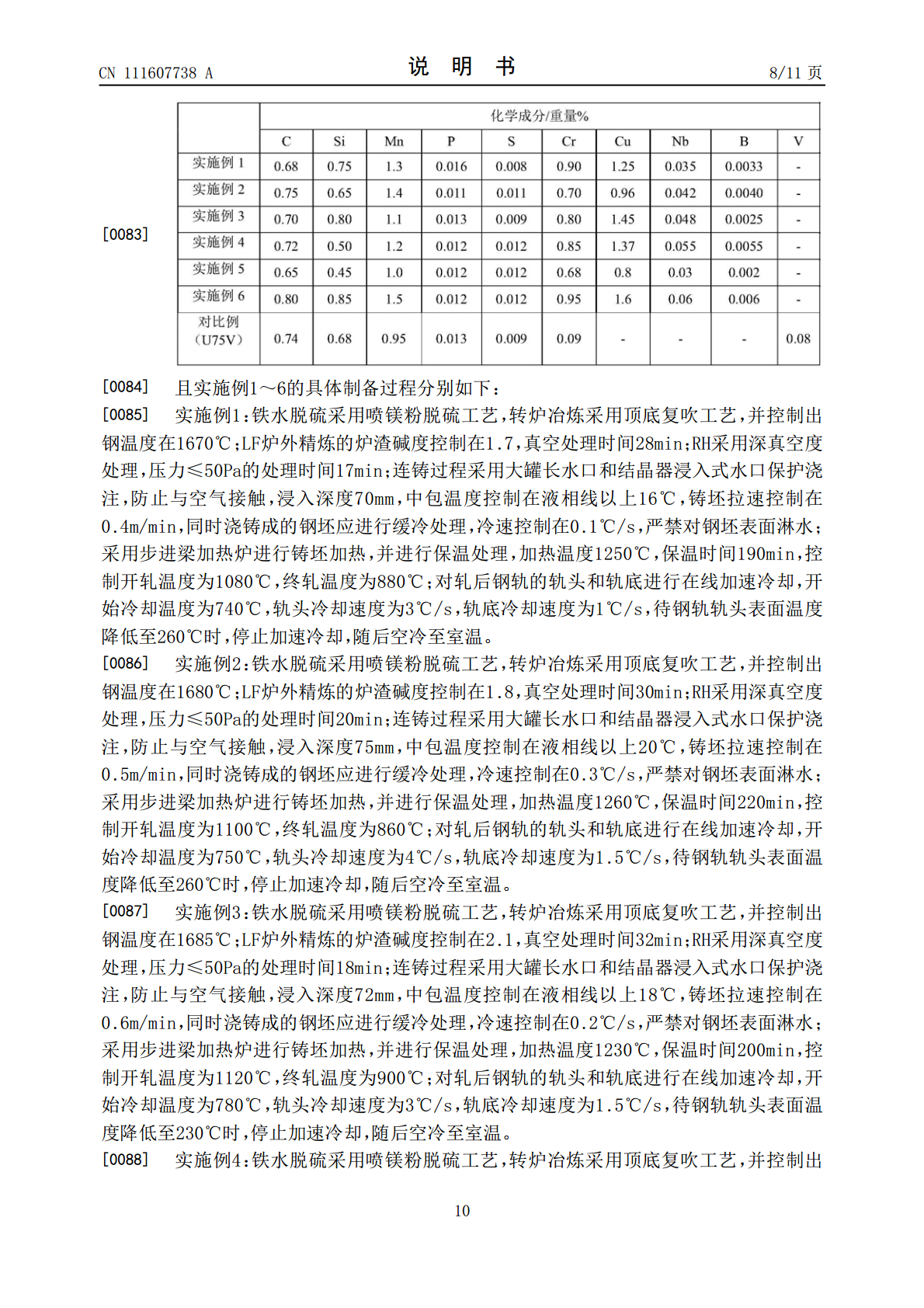
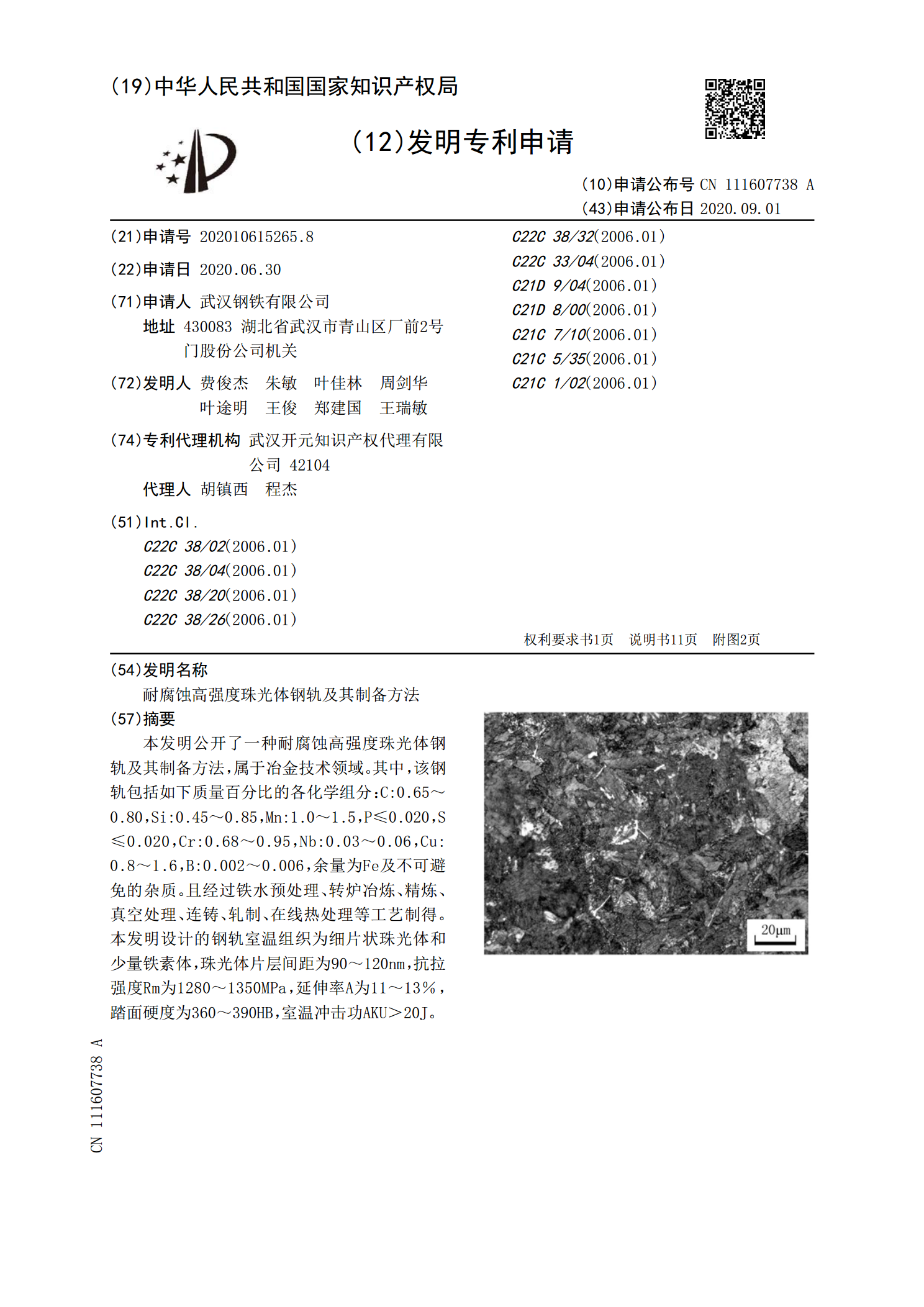
本发明公开了一种耐腐蚀高强度珠光体钢轨及其制备方法,属于冶金技术领域。其中,该钢轨包括如下质量百分比的各化学组分:C:0.65~0.80,Si:0.45~0.85,Mn:1.0~1.5,P≤0.020,S≤0.020,Cr:0.68~0.95,Nb:0.03~0.06,Cu:0.8~1.6,B:0.002~0.006,余量为Fe及不可避免的杂质。且经过铁水预处理、转炉冶炼、精炼、真空处理、连铸、轧制、在线热处理等工艺制得。本发明设计的钢轨室温组织为细片状珠光体和少量铁素体,珠光体片层间距为90~120nm
一种珠光体钢轨及其制备方法.pdf
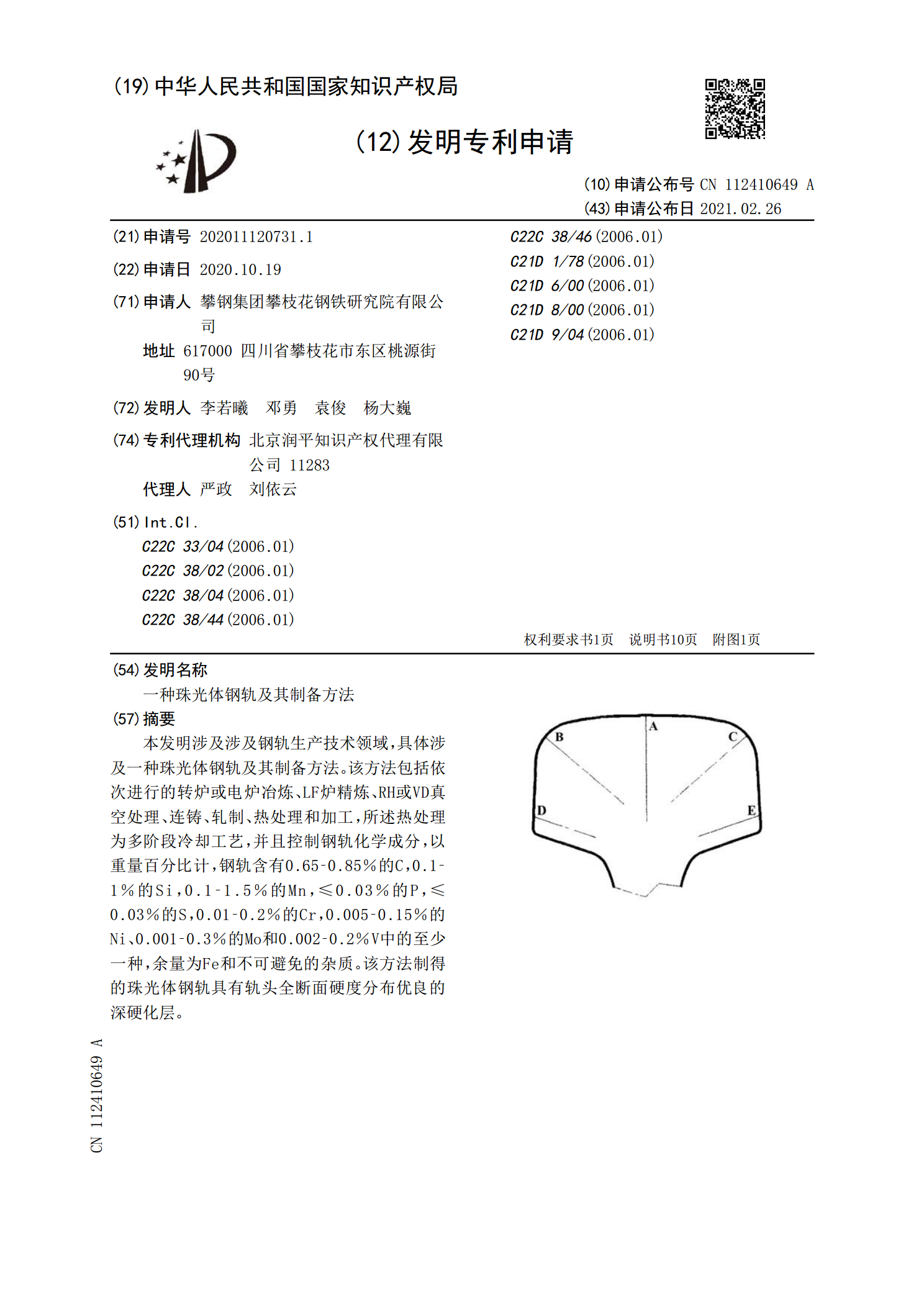
本发明涉及涉及钢轨生产技术领域,具体涉及一种珠光体钢轨及其制备方法。该方法包括依次进行的转炉或电炉冶炼、LF炉精炼、RH或VD真空处理、连铸、轧制、热处理和加工,所述热处理为多阶段冷却工艺,并且控制钢轨化学成分,以重量百分比计,钢轨含有0.65‑0.85%的C,0.1‑1%的Si,0.1‑1.5%的Mn,≤0.03%的P,≤0.03%的S,0.01‑0.2%的Cr,0.005‑0.15%的Ni、0.001‑0.3%的Mo和0.002‑0.2%V中的至少一种,余量为Fe和不可避免的杂质。该方法制得的珠光体钢
一种高屈强比珠光体钢轨及其制备方法.pdf
本发明涉及钢轨生产技术领域,公开了一种高屈强比珠光体钢轨及其制备方法。该方法包括将炉料经过转炉冶炼或电炉冶炼、LF精炼、RH或VD真空处理、连铸获得钢坯、对钢坯进行轧制、热处理和加工;其中,热处理包括:第一阶段冷却:对终轧后轨顶面温度在850‑950℃的钢轨,以0.5‑2℃/s的冷却速度对钢轨全断面进行冷却处理至钢轨轨顶面温度为720‑800℃;第二阶段冷却:将第一阶段冷却后的钢轨以1‑6℃/s的冷却速度对钢轨轨顶面、轨头两上圆角、轨头两侧面和轨头两下圆角进行加速冷却处理至450‑550℃;第三阶段冷却:
一种高致密珠光体组织钢轨及其制备方法.pdf
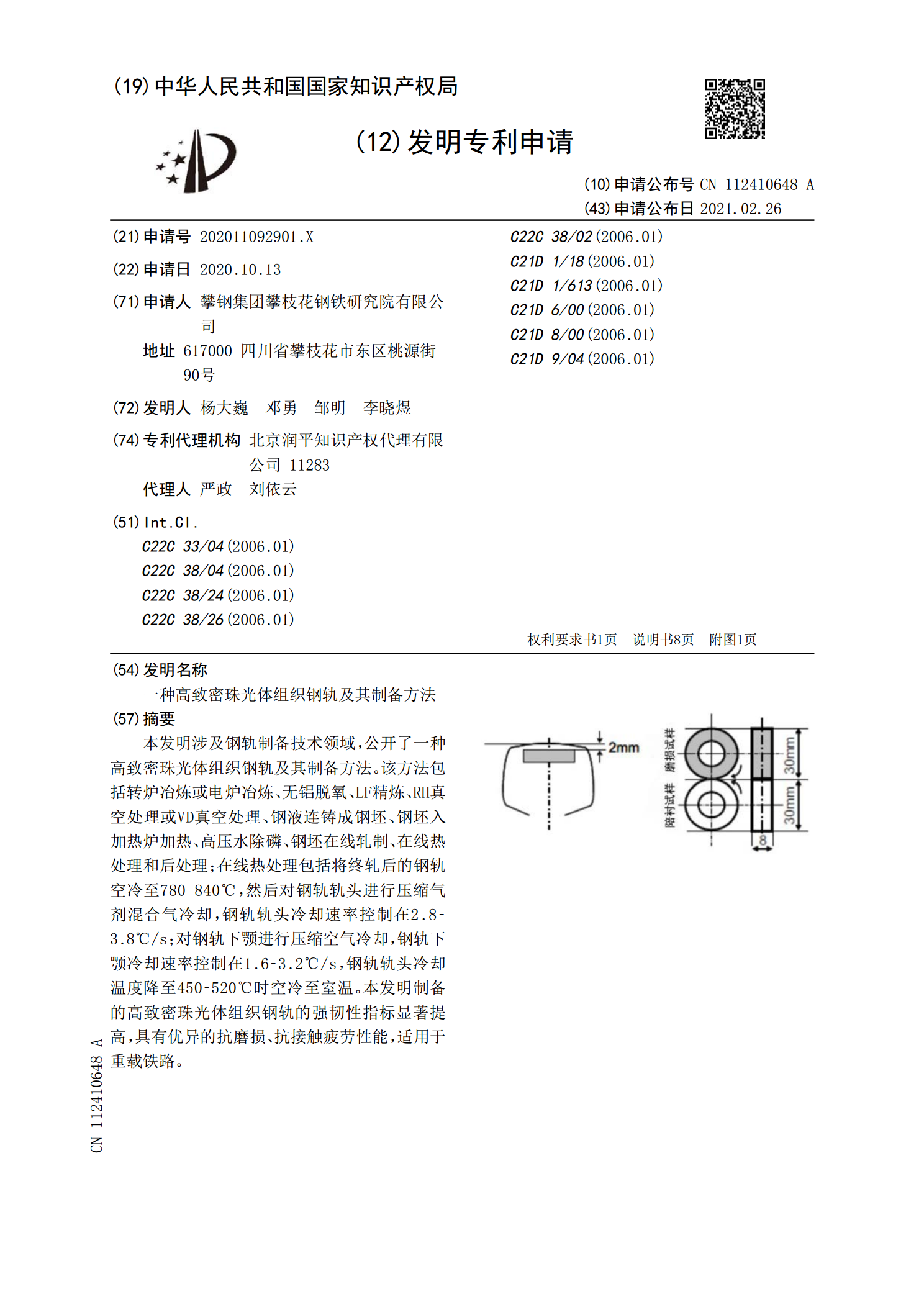
本发明涉及钢轨制备技术领域,公开了一种高致密珠光体组织钢轨及其制备方法。该方法包括转炉冶炼或电炉冶炼、无铝脱氧、LF精炼、RH真空处理或VD真空处理、钢液连铸成钢坯、钢坯入加热炉加热、高压水除磷、钢坯在线轧制、在线热处理和后处理;在线热处理包括将终轧后的钢轨空冷至780‑840℃,然后对钢轨轨头进行压缩气剂混合气冷却,钢轨轨头冷却速率控制在2.8‑3.8℃/s;对钢轨下颚进行压缩空气冷却,钢轨下颚冷却速率控制在1.6‑3.2℃/s,钢轨轨头冷却温度降至450‑520℃时空冷至室温。本发明制备的高致密珠光体
高强度耐腐蚀抗震钢及其制备方法.pdf
本发明提供一种高强度耐腐蚀抗震钢及其制备方法,在炼钢炉中进行常规顶底复合吹炼、造渣等冶炼后,在出钢过程中依次向钢包中加入复合脱氧剂、硅锰合金、硅铁、中碳铬铁、铌铁及钒氮合金,进行脱氧合金化处理,出完钢对钢水软吹氩4~5分钟后,浇铸成钢坯;将钢坯在1080~1120℃温度下加热后,控制开轧温度为960~1010℃,进行粗轧和中轧,中轧后进入精轧前进行控冷,控制终轧温度为870~960℃进行终轧,之后快速水冷使钢材温度降至640~680℃,再自然空冷至室温,即获得高强度耐腐蚀抗震钢。显著改善了钢材的耐腐蚀性能