
一种发动机摇臂自动化锻造生产线.pdf

飞舟****文章

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种发动机摇臂自动化锻造生产线.pdf
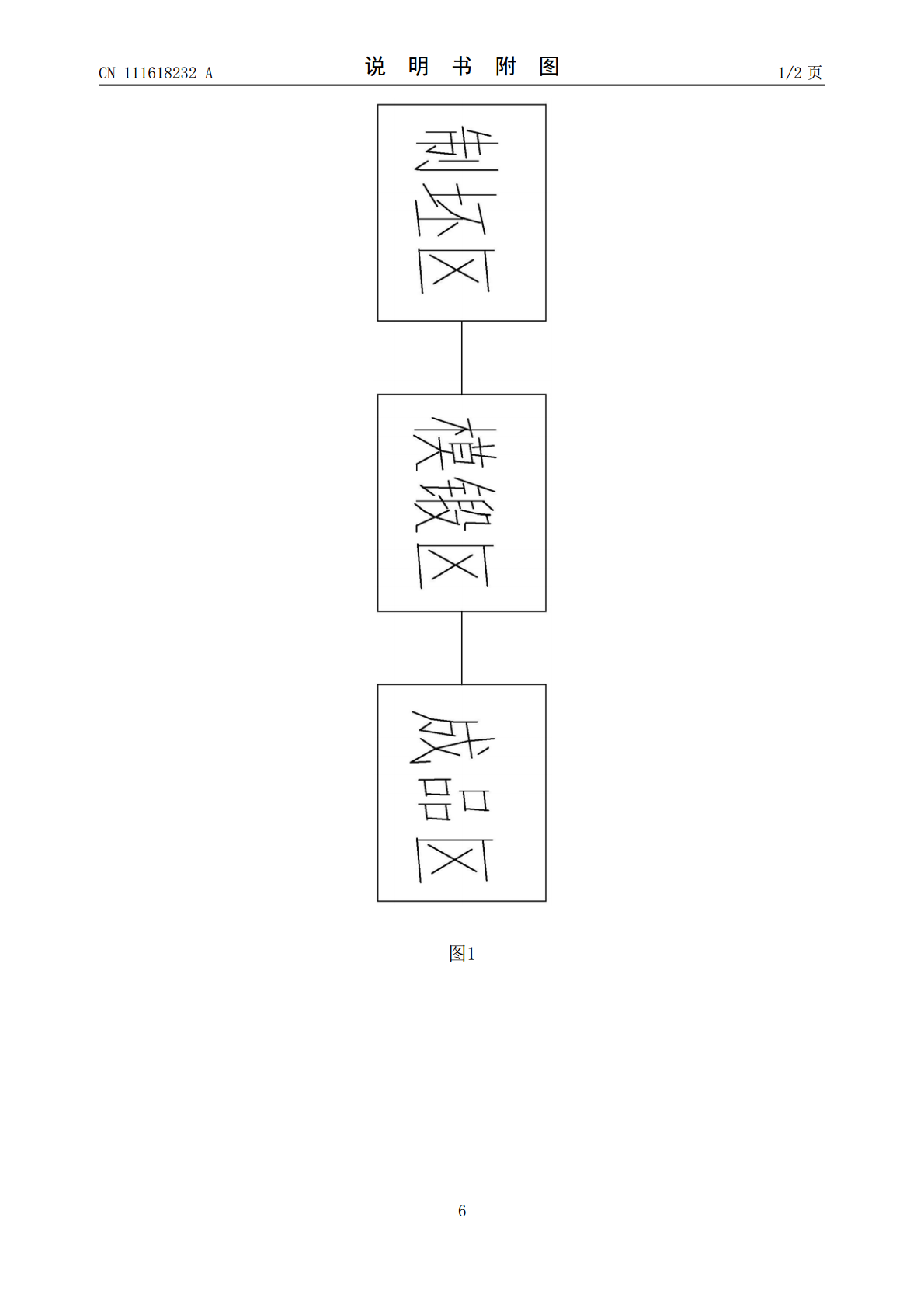
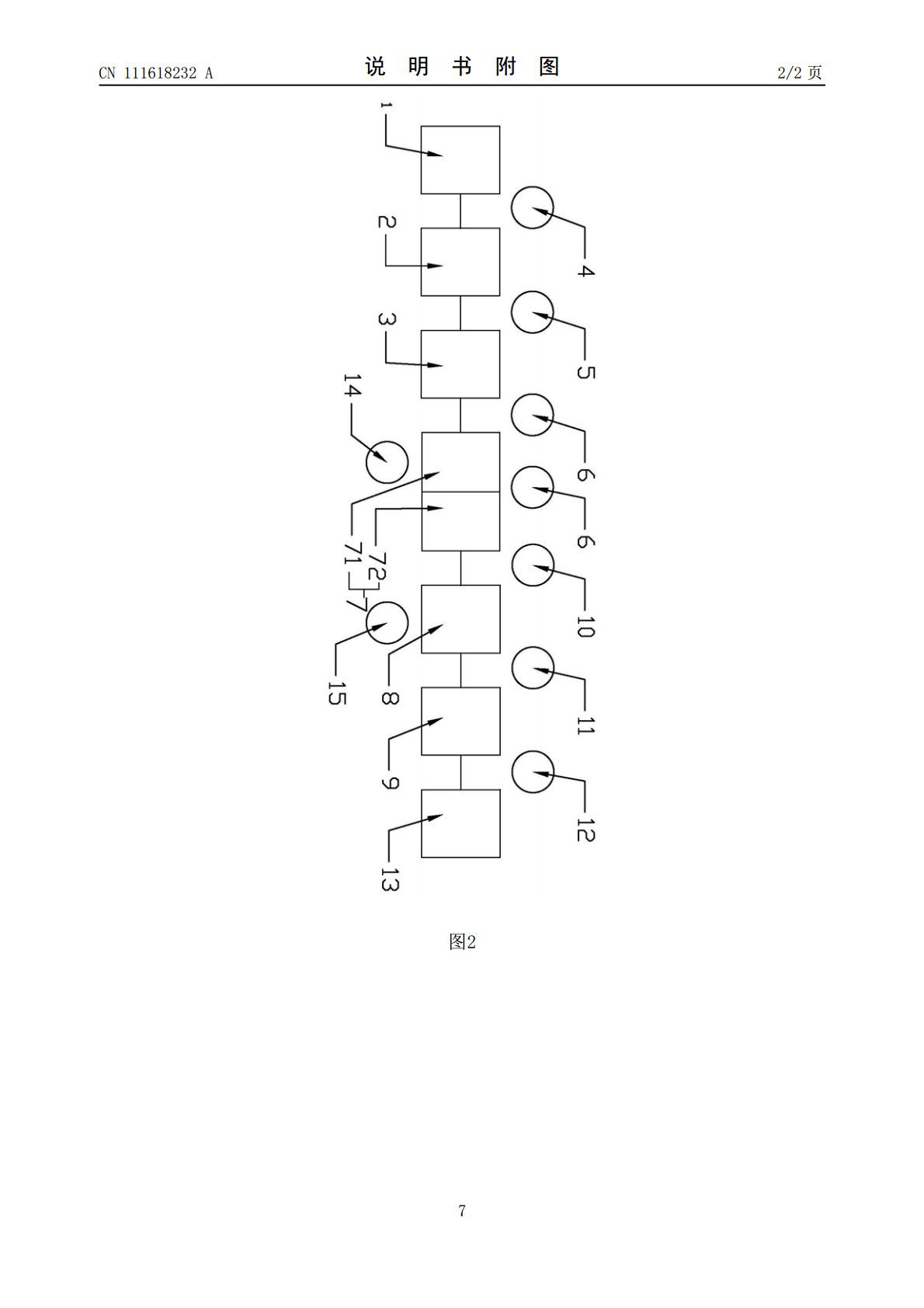
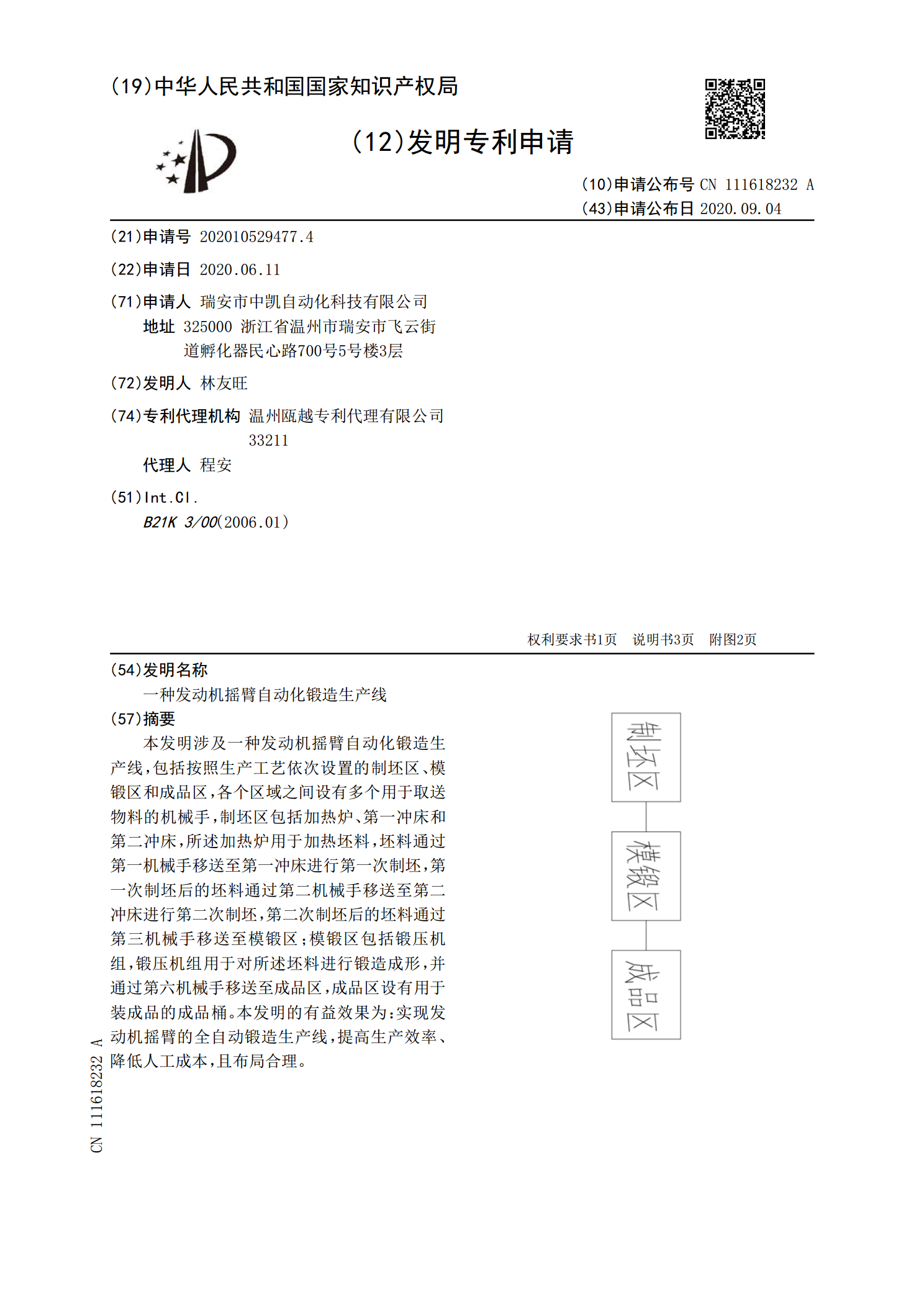
本发明涉及一种发动机摇臂自动化锻造生产线,包括按照生产工艺依次设置的制坯区、模锻区和成品区,各个区域之间设有多个用于取送物料的机械手,制坯区包括加热炉、第一冲床和第二冲床,所述加热炉用于加热坯料,坯料通过第一机械手移送至第一冲床进行第一次制坯,第一次制坯后的坯料通过第二机械手移送至第二冲床进行第二次制坯,第二次制坯后的坯料通过第三机械手移送至模锻区;模锻区包括锻压机组,锻压机组用于对所述坯料进行锻造成形,并通过第六机械手移送至成品区,成品区设有用于装成品的成品桶。本发明的有益效果为:实现发动机摇臂的全自动
一种自动化锻造生产线.pdf
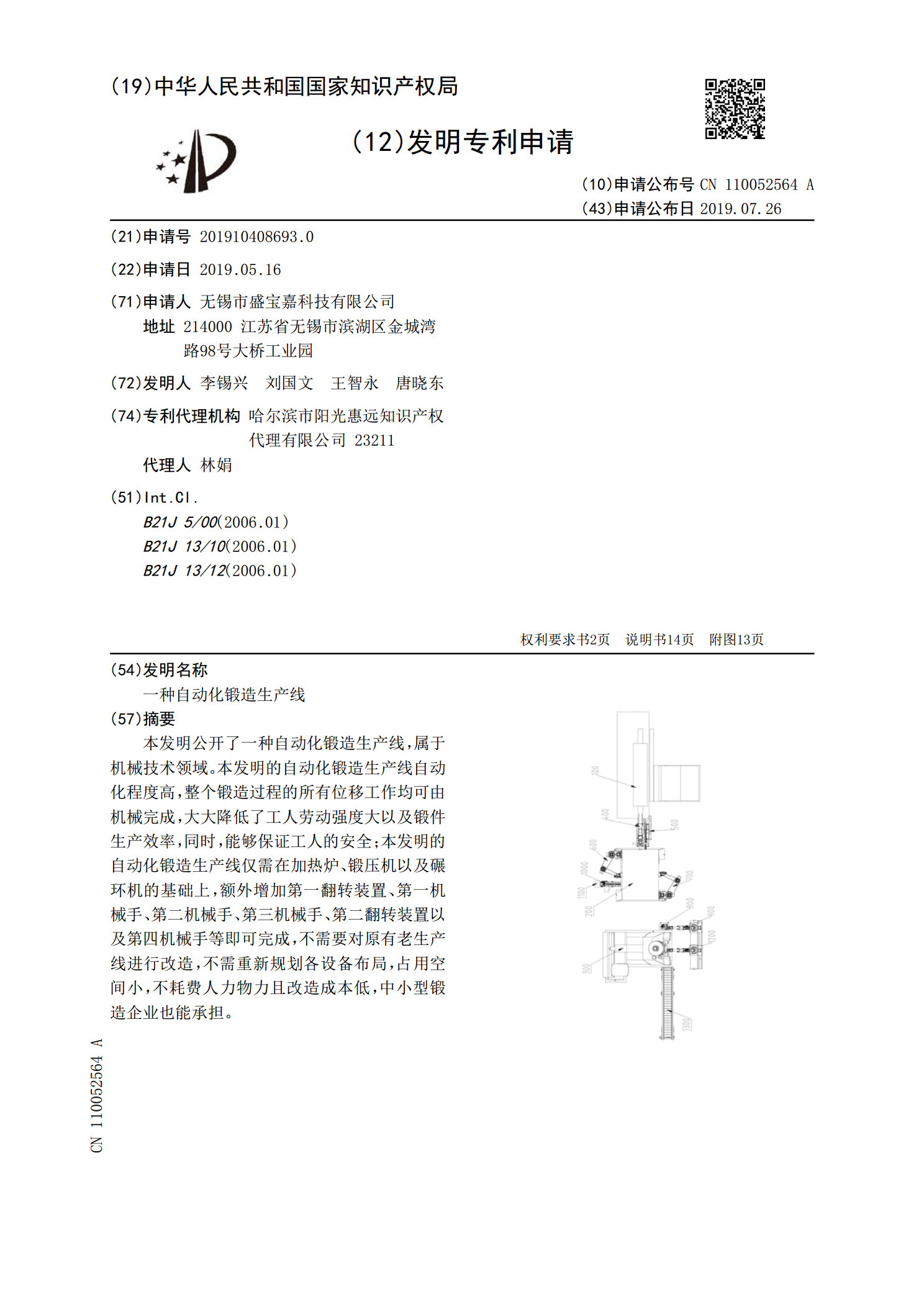
本发明公开了一种自动化锻造生产线,属于机械技术领域。本发明的自动化锻造生产线自动化程度高,整个锻造过程的所有位移工作均可由机械完成,大大降低了工人劳动强度大以及锻件生产效率,同时,能够保证工人的安全;本发明的自动化锻造生产线仅需在加热炉、锻压机以及碾环机的基础上,额外增加第一翻转装置、第一机械手、第二机械手、第三机械手、第二翻转装置以及第四机械手等即可完成,不需要对原有老生产线进行改造,不需重新规划各设备布局,占用空间小,不耗费人力物力且改造成本低,中小型锻造企业也能承担。
锻造自动化生产线.pdf
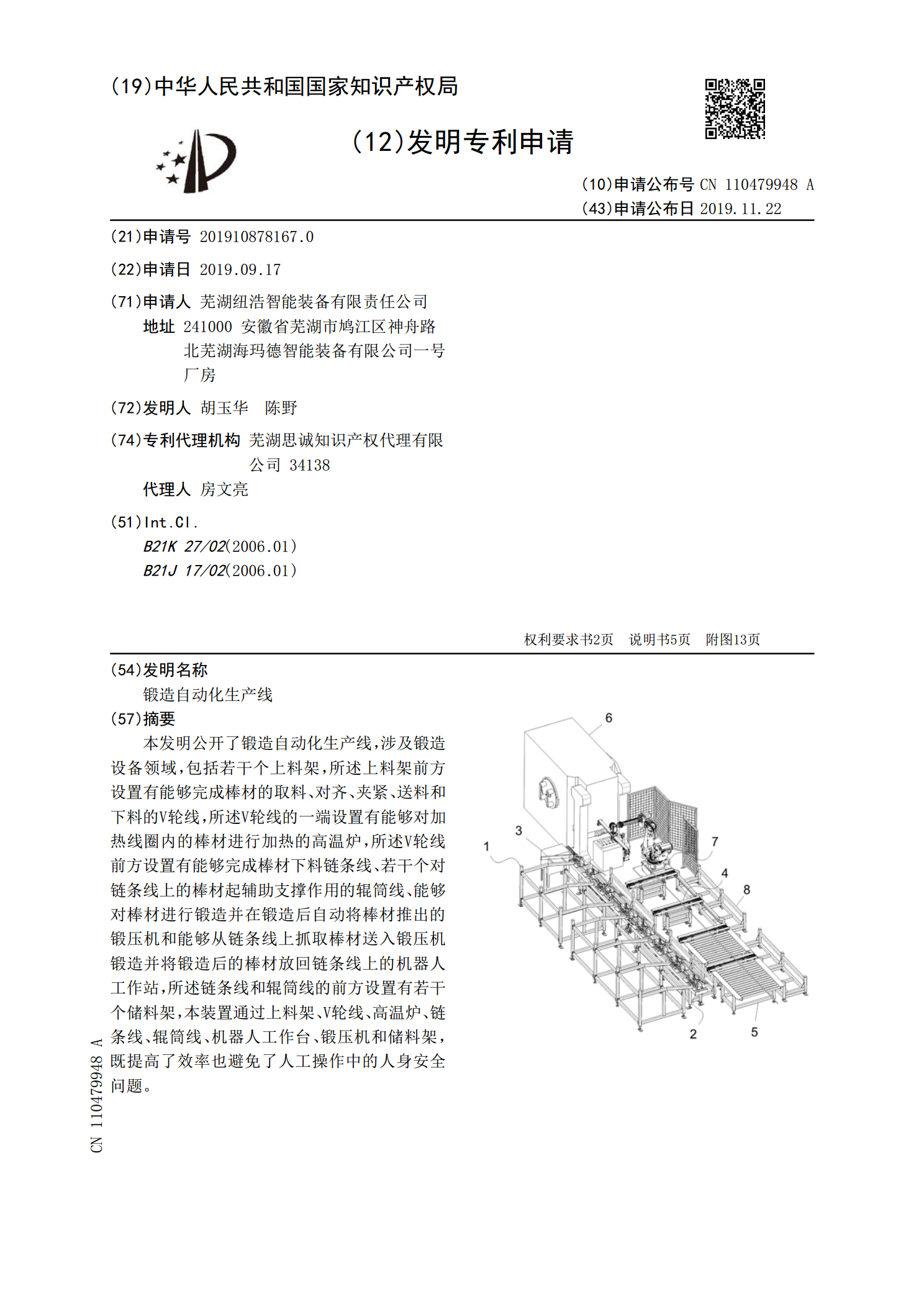
本发明公开了锻造自动化生产线,涉及锻造设备领域,包括若干个上料架,所述上料架前方设置有能够完成棒材的取料、对齐、夹紧、送料和下料的V轮线,所述V轮线的一端设置有能够对加热线圈内的棒材进行加热的高温炉,所述V轮线前方设置有能够完成棒材下料链条线、若干个对链条线上的棒材起辅助支撑作用的辊筒线、能够对棒材进行锻造并在锻造后自动将棒材推出的锻压机和能够从链条线上抓取棒材送入锻压机锻造并将锻造后的棒材放回链条线上的机器人工作站,所述链条线和辊筒线的前方设置有若干个储料架,本装置通过上料架、V轮线、高温炉、链条线、辊
锻造自动化生产线.pdf
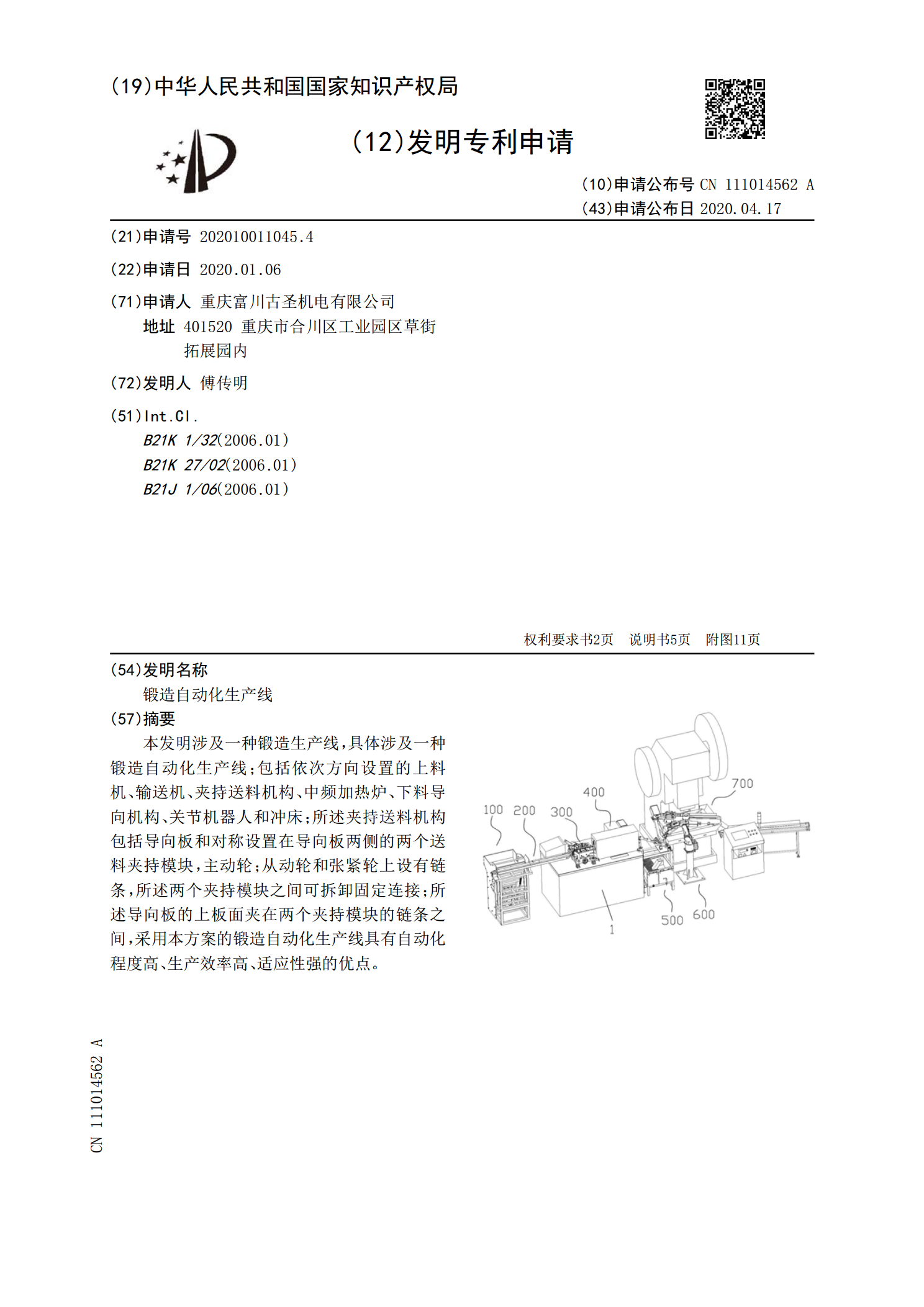
本发明涉及一种锻造生产线,具体涉及一种锻造自动化生产线;包括依次方向设置的上料机、输送机、夹持送料机构、中频加热炉、下料导向机构、关节机器人和冲床;所述夹持送料机构包括导向板和对称设置在导向板两侧的两个送料夹持模块,主动轮;从动轮和张紧轮上设有链条,所述两个夹持模块之间可拆卸固定连接;所述导向板的上板面夹在两个夹持模块的链条之间,采用本方案的锻造自动化生产线具有自动化程度高、生产效率高、适应性强的优点。
一种大螺母自动化锻造生产线.pdf
本发明公开了一种大螺母自动化锻造生产线,包括:圆钢精密棒料剪、自动排料机、中频炉、自动送料机,其特征在于,该生产线还包括:缕空自动上料机、螺旋状高压水喷管、锻压机械手1、数控模锻机、锻压机械手2、辗环机,以及控制设备;所述生产线连接次序为:圆钢精密棒料剪连接自动排料机连接自动送料机中频炉连接缕空自动上料机,所述缕空自动上料机从螺旋状高压水喷管中心穿过,所述螺旋状高压水喷管开有喷水孔,所有喷水孔能形成360°无死角的喷水朝向螺旋状高压水喷管轴向中心,所述缕空自动上料机从螺旋状高压水喷管中心穿过后通过锻压机械