
一种锥度轴锥度自由锻造成型工艺.pdf

梦影****主a

1/10

2/10
3/10

4/10
5/10
6/10

7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锥度轴锥度自由锻造成型工艺.pdf
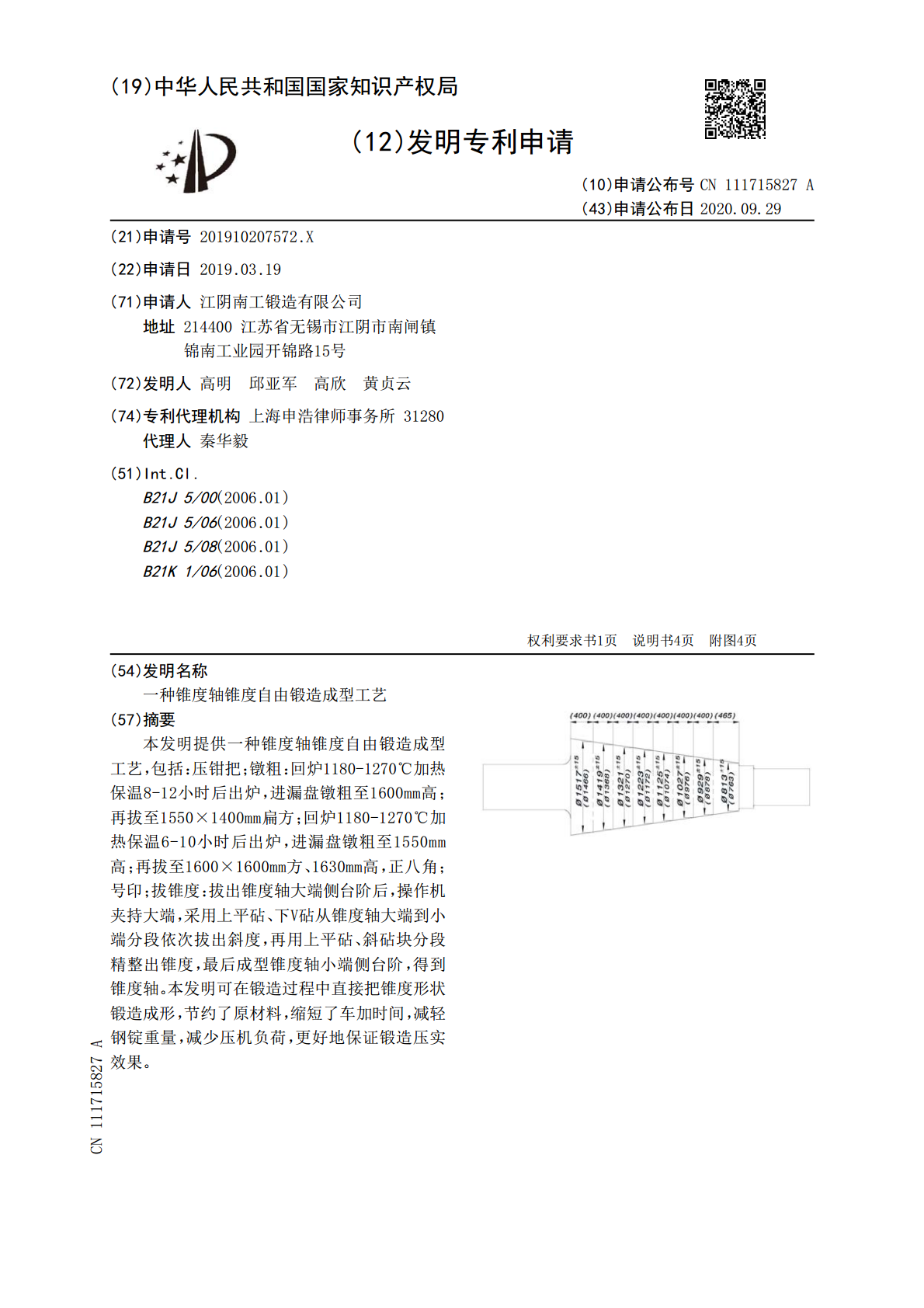
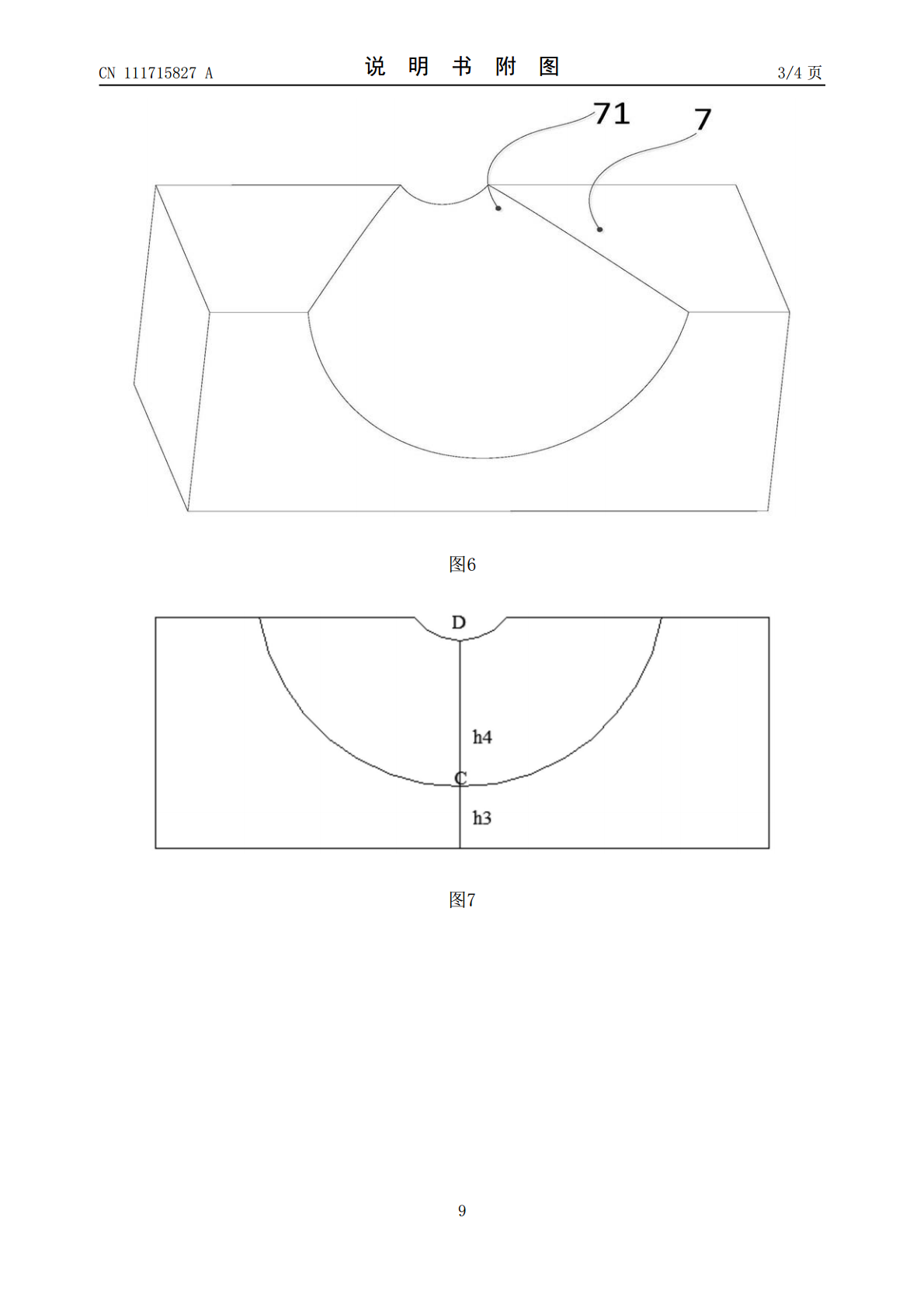
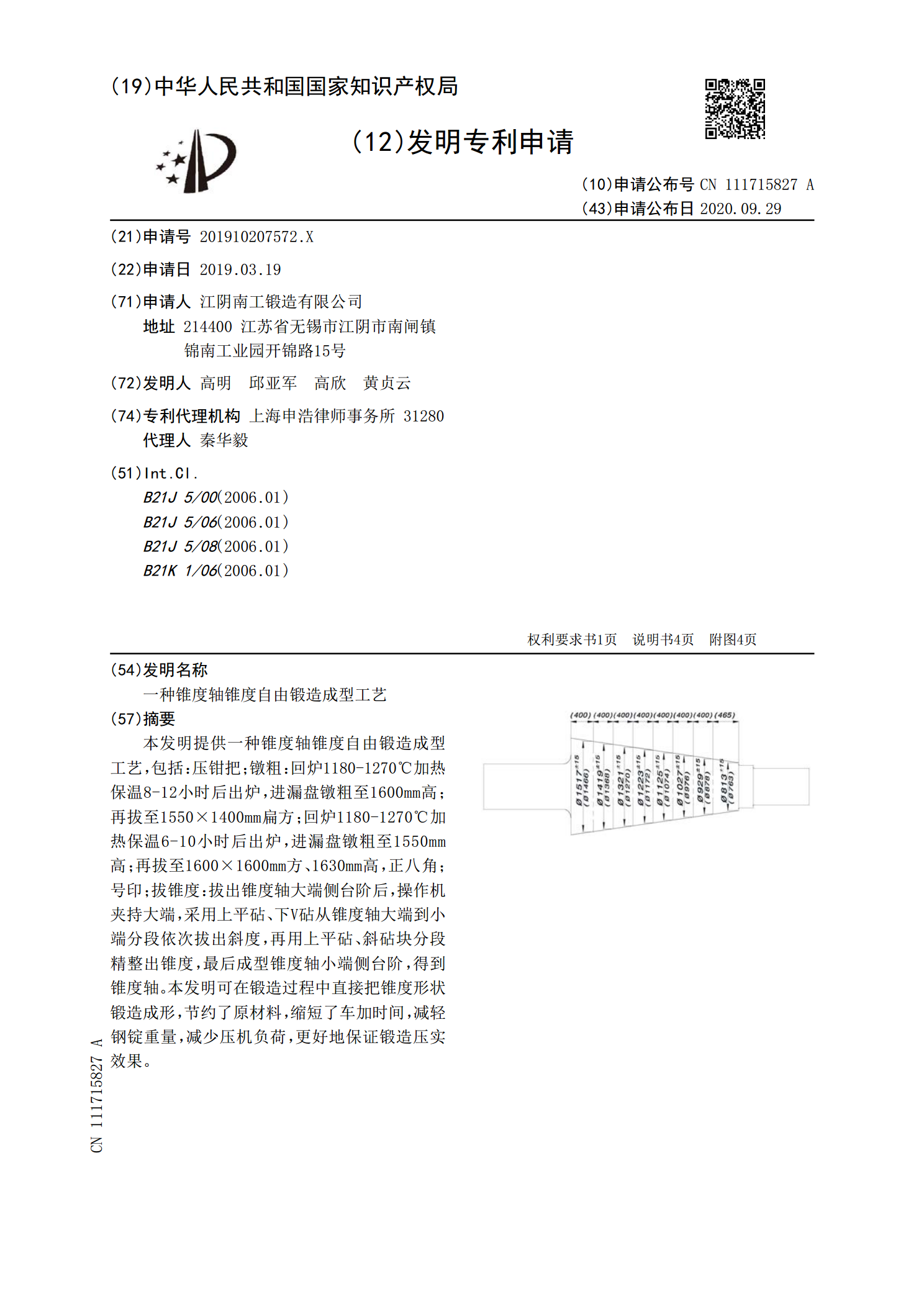
本发明提供一种锥度轴锥度自由锻造成型工艺,包括:压钳把;镦粗:回炉1180‑1270℃加热保温8‑12小时后出炉,进漏盘镦粗至1600mm高;再拔至1550×1400mm扁方;回炉1180‑1270℃加热保温6‑10小时后出炉,进漏盘镦粗至1550mm高;再拔至1600×1600mm方、1630mm高,正八角;号印;拔锥度:拔出锥度轴大端侧台阶后,操作机夹持大端,采用上平砧、下V砧从锥度轴大端到小端分段依次拔出斜度,再用上平砧、斜砧块分段精整出锥度,最后成型锥度轴小端侧台阶,得到锥度轴。本发明可在锻造过程

锥度环工艺探讨.docx
锥度环工艺探讨锥度环工艺探讨摘要:锥度环是一种常用于工程实践中的压力容器结构,其具有良好的强度和刚度表现。本论文通过对锥度环工艺的研究和探讨,分析了锥度环的优点和应用场景,并从材料选择、结构设计和制造工艺三个方面进行了详细讨论。研究结果表明,锥度环工艺具有一定的优势和潜力,但同时也存在一些挑战和改进的空间。通过不断的技术创新,锥度环工艺有望在未来得到更广泛的应用。关键词:锥度环;强度;刚度;材料;结构设计;制造工艺1.引言锥度环作为一种常用的压力容器结构,具有很好的强度和刚度表现。其结构特点使得锥度环能够
小口径大锥度锥形环形件锻造成形工艺.pdf
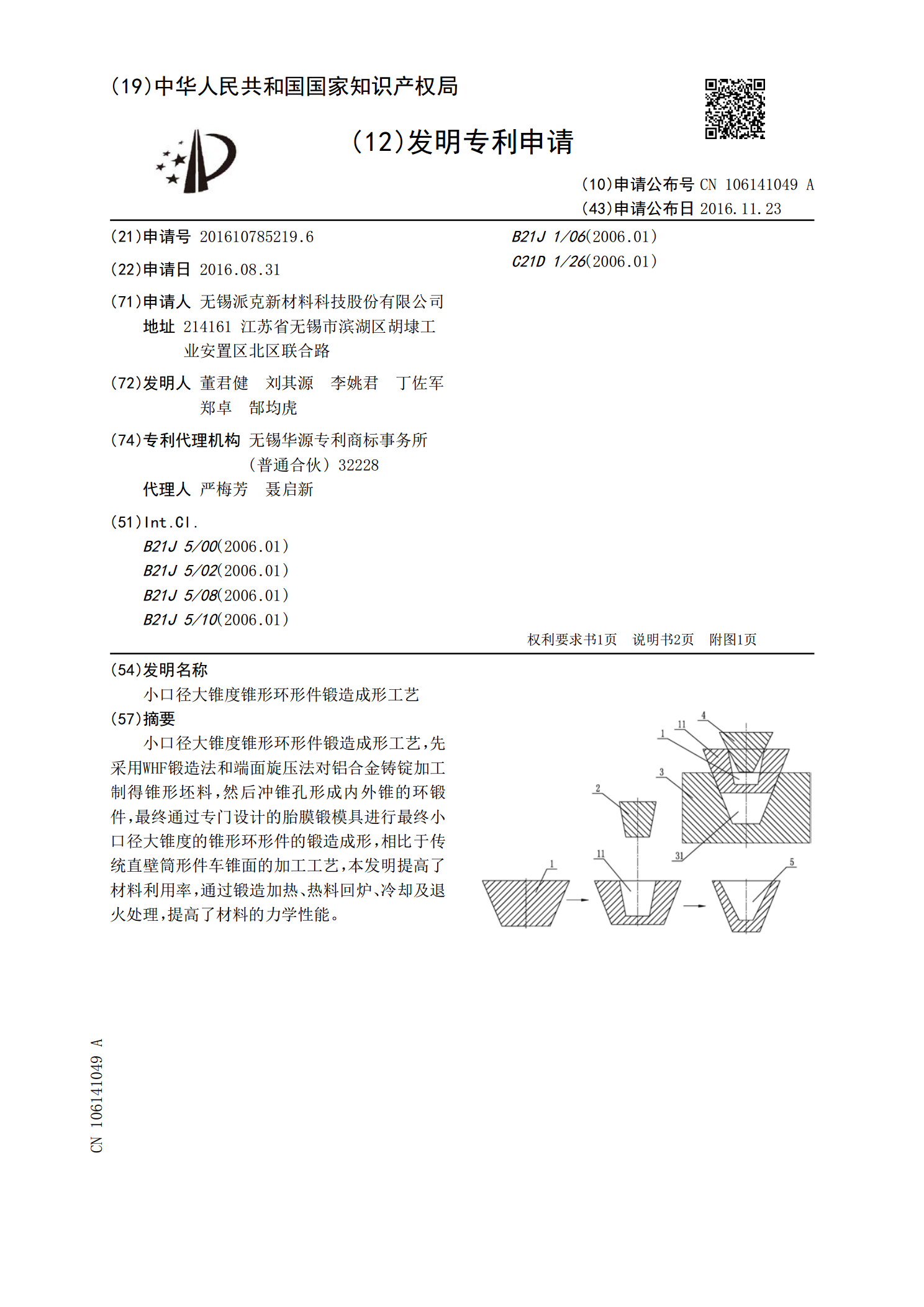
小口径大锥度锥形环形件锻造成形工艺,先采用WHF锻造法和端面旋压法对铝合金铸锭加工制得锥形坯料,然后冲锥孔形成内外锥的环锻件,最终通过专门设计的胎膜锻模具进行最终小口径大锥度的锥形环形件的锻造成形,相比于传统直壁筒形件车锥面的加工工艺,本发明提高了材料利用率,通过锻造加热、热料回炉、冷却及退火处理,提高了材料的力学性能。

锥度螺栓加工工艺的改进.docx
锥度螺栓加工工艺的改进锥度螺栓是一种机械连接件,广泛应用于航空、航天、汽车等领域。其工艺质量的高低直接影响着零部件的安全性和可靠性。因此,改进锥度螺栓的加工工艺是当前研究的焦点之一。本文将围绕锥度螺栓加工工艺的改进展开讨论。一、现有锥度螺栓加工工艺的问题目前常见的锥度螺栓加工工艺主要包括锻造和数控机床加工两种。但这两种工艺存在一些问题。首先,锻造工艺的加工精度较低,容易导致加工误差,影响螺栓连接的可靠性。其次,数控机床加工工艺的切削质量受到刀具的磨损和工作台的精度限制,无法满足高精度、高质量的加工要求。此

线切割锥度切割的拖动轴分析.docx
线切割锥度切割的拖动轴分析标题:线切割锥度切割的拖动轴分析摘要:线切割锥度切割是一种常用的金属加工方法,广泛应用于制造业。本文将对线切割锥度切割的拖动轴进行分析,包括其原理、工艺参数、设备构造以及优化方法等方面,旨在提高线切割锥度切割的切削质量和效率。关键词:线切割;锥度切割;拖动轴;切削质量;效率引言:随着制造技术的不断发展和进步,金属加工业对于高精度、高质量和高效率的切割方式的需求也越来越迫切。线切割锥度切割作为一种常用的切割方式,具有切削精度高、加工效率高等优点,逐渐成为制造业中不可或缺的一环。而线