
一种卧式退火炉钢带传送纠偏系统.pdf

猫巷****提格


1/3
2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种卧式退火炉钢带传送纠偏系统.pdf
本发明提供一种卧式退火炉钢带传送纠偏系统,包括激光发生器,光敏感应器,控制中心,纠偏装置,激光发生器安装在钢带上部两侧用于发射激光,光敏光敏感应器设置于钢带运行轨道的两侧,激光发射器发射出激光束照射至光敏感应器上,当钢带运动偏移遮挡而造成光敏感应器接收的光线区域变化时,光敏感应器发出跑偏信号至控制中心,控制中心通过PLC控制电机的综合力矩的大小或方向来控制钢带的综合受力,从而使钢带因受力变化而调整钢带在炉底辊上的位置,达到纠偏效果。
一种用于钛带及钢带退火的卧式连续退火炉.pdf
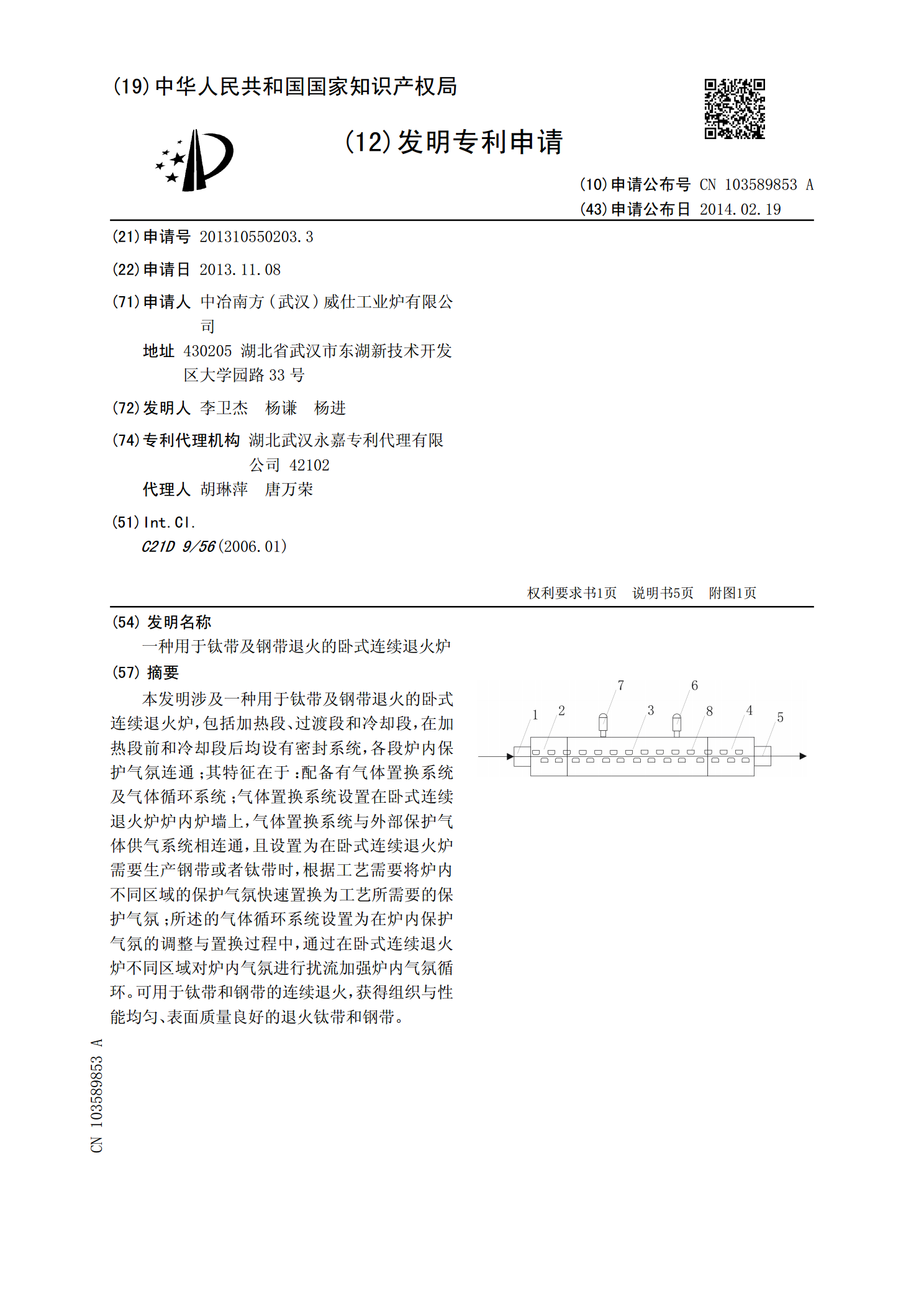
本发明涉及一种用于钛带及钢带退火的卧式连续退火炉,包括加热段、过渡段和冷却段,在加热段前和冷却段后均设有密封系统,各段炉内保护气氛连通;其特征在于:配备有气体置换系统及气体循环系统;气体置换系统设置在卧式连续退火炉炉内炉墙上,气体置换系统与外部保护气体供气系统相连通,且设置为在卧式连续退火炉需要生产钢带或者钛带时,根据工艺需要将炉内不同区域的保护气氛快速置换为工艺所需要的保护气氛;所述的气体循环系统设置为在炉内保护气氛的调整与置换过程中,通过在卧式连续退火炉不同区域对炉内气氛进行扰流加强炉内气氛循环。可用
一种节能钢带退火炉系统.pdf
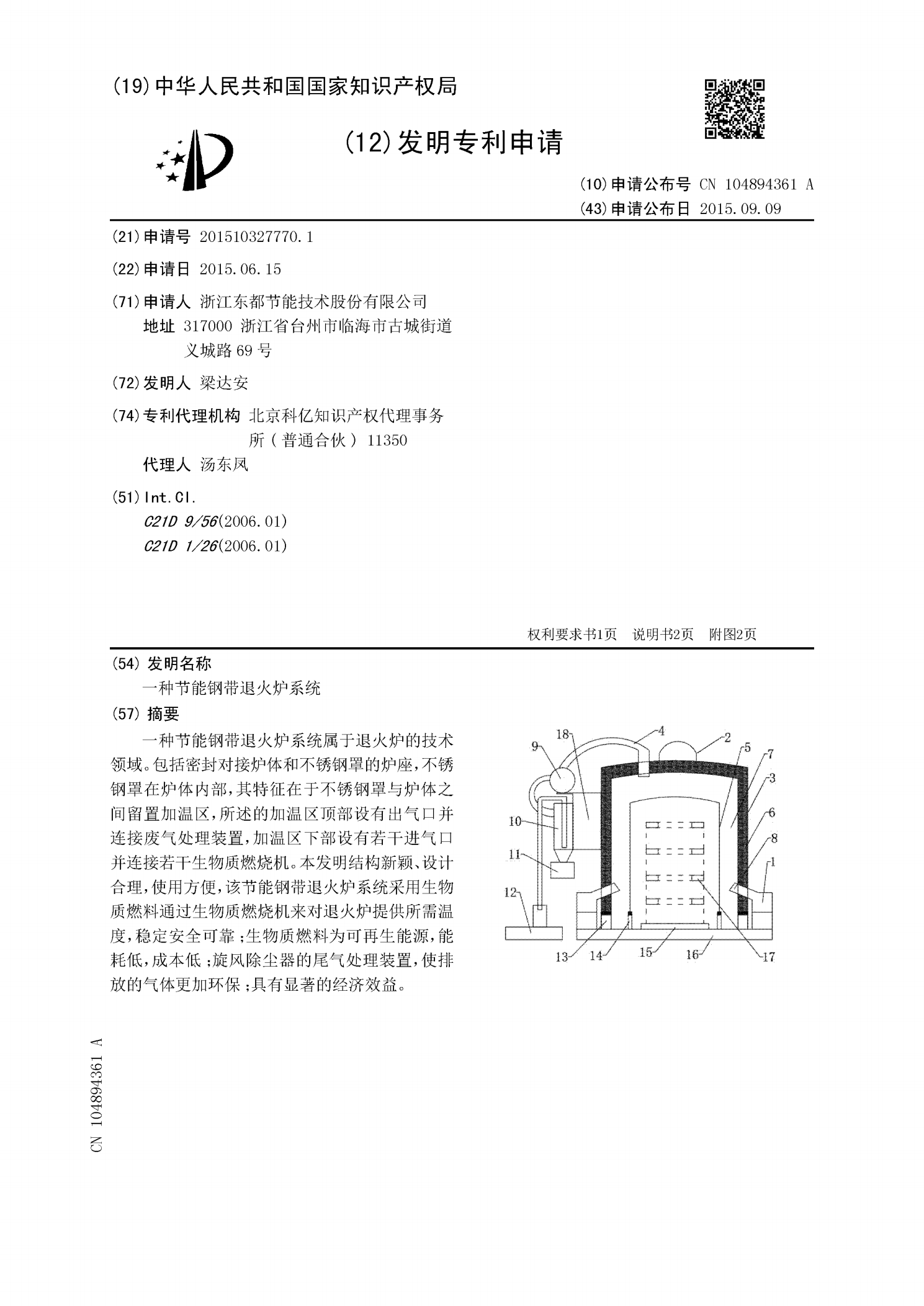
一种节能钢带退火炉系统属于退火炉的技术领域。包括密封对接炉体和不锈钢罩的炉座,不锈钢罩在炉体内部,其特征在于不锈钢罩与炉体之间留置加温区,所述的加温区顶部设有出气口并连接废气处理装置,加温区下部设有若干进气口并连接若干生物质燃烧机。本发明结构新颖、设计合理,使用方便,该节能钢带退火炉系统采用生物质燃料通过生物质燃烧机来对退火炉提供所需温度,稳定安全可靠;生物质燃料为可再生能源,能耗低,成本低;旋风除尘器的尾气处理装置,使排放的气体更加环保;具有显著的经济效益。

卧式钢带退火炉的超长马弗罐.pdf
本发明涉及卧式钢带退火炉的超长马弗罐,包括有罐体,其结构特点是:所述罐体为由若干段壳体连接构成的超长结构,在相邻壳体连接处设有托辊、下加强机构和上加强机构;相邻的二个壳体通过下加强结构和上加强结构连接为整体结构;所述下加强结构包括设置在壳体底面的加强体,在下加强体上设有若干条下加强筋,上加强机构包括设置在壳体上表面的上加强体,在上加强体上设有若干条上加强筋,形成整体加强型连接结构;所述托辊通过托辊加强边与下加强体连接,形成退火炉钢带支撑结构;通过整体加强型连接结构将若干段壳体连接形成卧式钢带退火炉的超长马
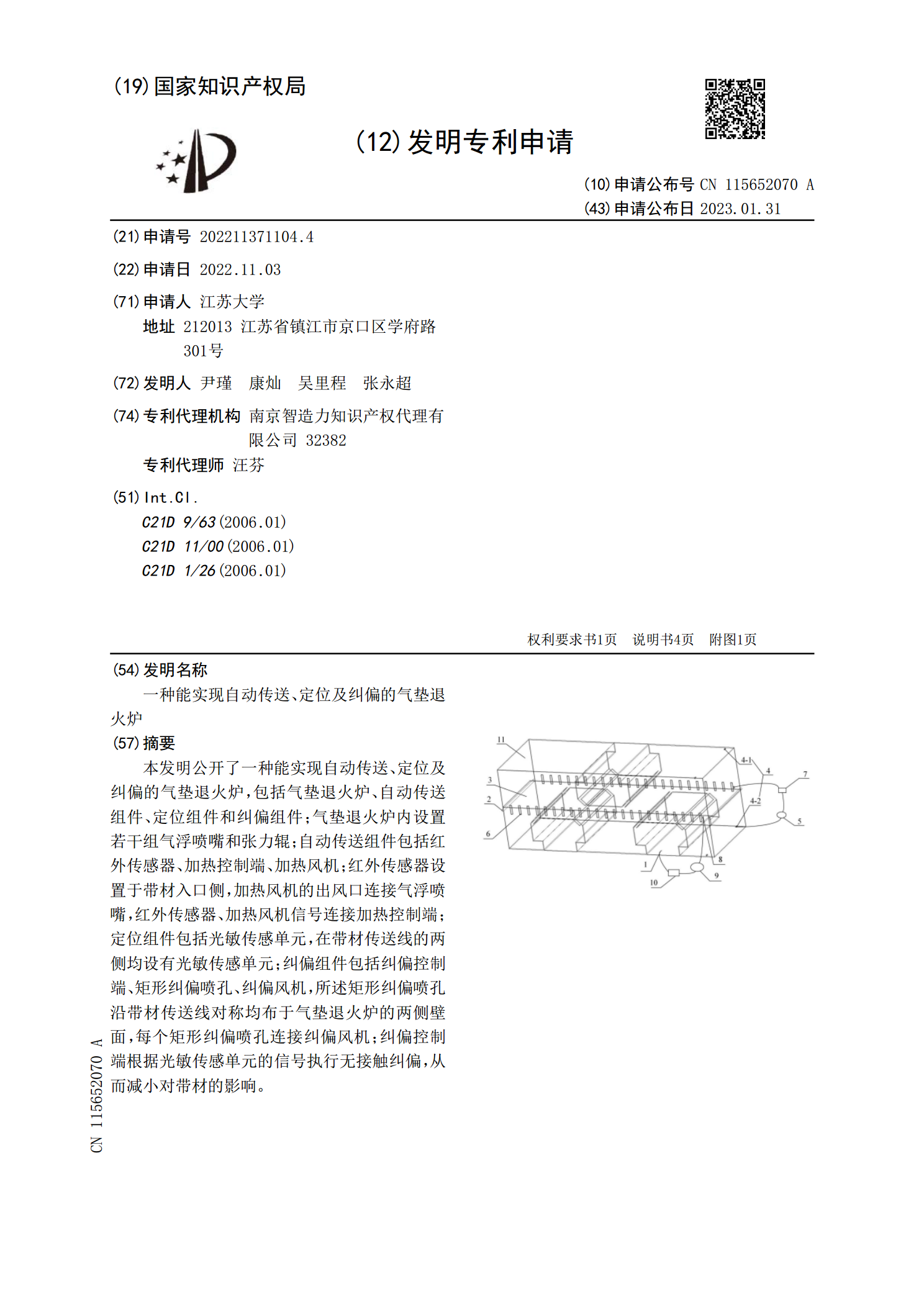
一种能实现自动传送、定位及纠偏的气垫退火炉.pdf
本发明公开了一种能实现自动传送、定位及纠偏的气垫退火炉,包括气垫退火炉、自动传送组件、定位组件和纠偏组件;气垫退火炉内设置若干组气浮喷嘴和张力辊;自动传送组件包括红外传感器、加热控制端、加热风机;红外传感器设置于带材入口侧,加热风机的出风口连接气浮喷嘴,红外传感器、加热风机信号连接加热控制端;定位组件包括光敏传感单元,在带材传送线的两侧均设有光敏传感单元;纠偏组件包括纠偏控制端、矩形纠偏喷孔、纠偏风机,所述矩形纠偏喷孔沿带材传送线对称均布于气垫退火炉的两侧壁面,每个矩形纠偏喷孔连接纠偏风机;纠偏控制端根据