
一种燃烧器旋流器的制造方法.pdf

Ke****67


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种燃烧器旋流器的制造方法.pdf
本发明公开了一种燃烧器旋流器的制造方法,包括如下步骤:(1)采用三轴三联动数控铣床加工,铣床可进行R75mm圆弧加工和40°斜齿加工;(2)旋流器为40°直线斜槽,只要进行86齿分度,而无需进行四轴联动加工,选用直径在500mm的万能分度头;(3)使用内三爪卡盘安装,夹爪焊接加长齿,以旋流器内孔定位,旋流器端面支持,内涨式安装;(4)使用φ6四刃硬质合金立铣刀粗加工,φ4四刃硬质合金立铣刀精加工;(5)机床主轴转速4000r/min,进给量为1500/min,被吃刀量为0.12mm;(6)使用NX10软件

旋流器叶片、旋流器和燃烧器组件.pdf
本发明涉及旋流器叶片、旋流器和燃烧器组件。具体地,提供了一种用于将燃料特别是液体燃料提供到燃烧器组件的旋流区(3)的旋流器叶片(10a),包括:用于将燃料注入燃烧器(1)旋流区(3)的至少一个注入孔(11)以及用于将至少一个注入孔(11)与主燃料供给(4)相连的注入供给孔通道(12),旋流器叶片(10a)或所述旋流器叶片(10a)的布置有至少一个注入孔(11)的末梢(20a)通过激光沉积制造,或者至少包括通过激光沉积制造的表面。本发明还提供了一种包括多个这种旋流器叶片(10)的旋流器(2),以及一种包括具
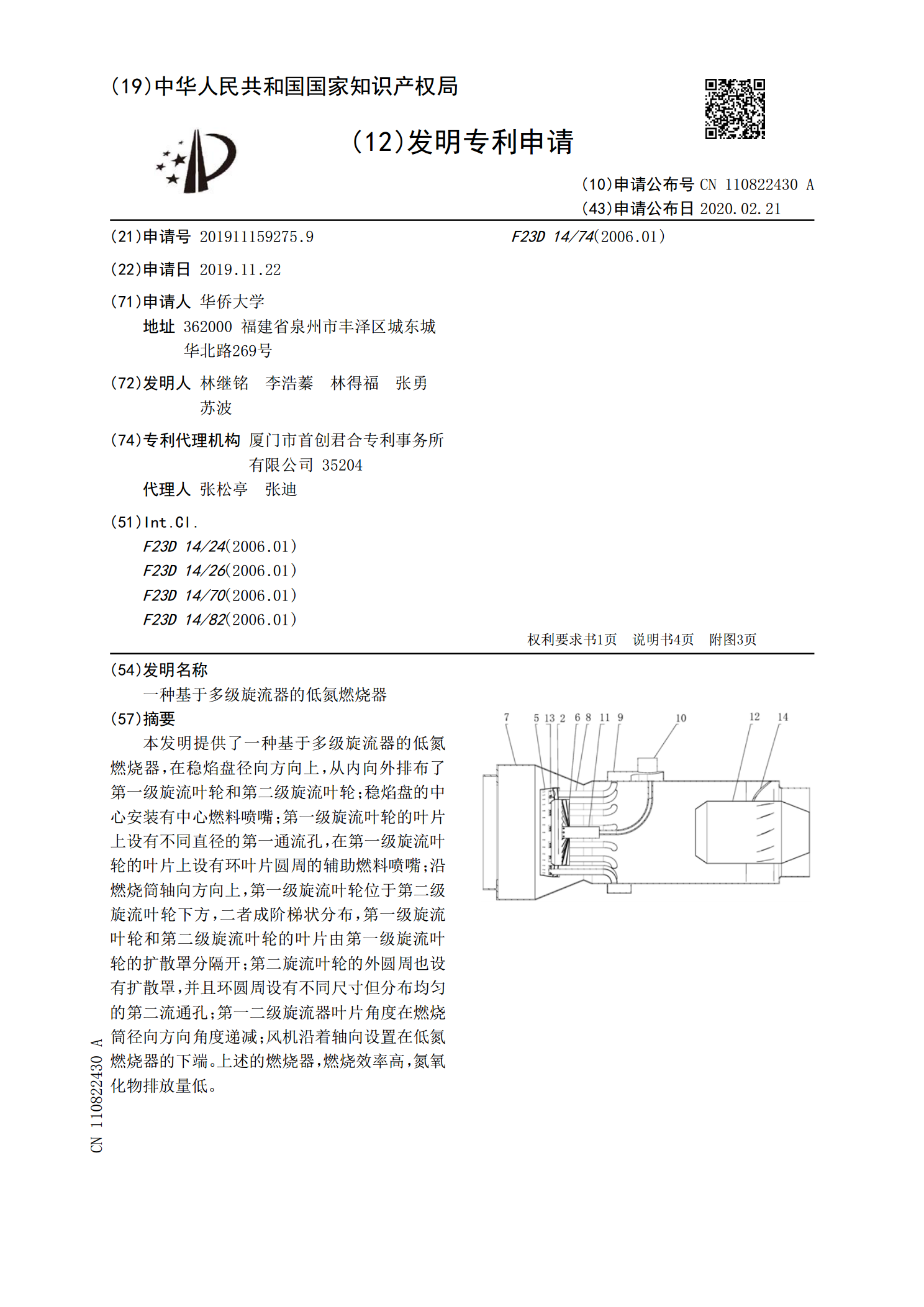
一种基于多级旋流器的低氮燃烧器.pdf
本发明提供了一种基于多级旋流器的低氮燃烧器,在稳焰盘径向方向上,从内向外排布了第一级旋流叶轮和第二级旋流叶轮;稳焰盘的中心安装有中心燃料喷嘴;第一级旋流叶轮的叶片上设有不同直径的第一通流孔,在第一级旋流叶轮的叶片上设有环叶片圆周的辅助燃料喷嘴;沿燃烧筒轴向方向上,第一级旋流叶轮位于第二级旋流叶轮下方,二者成阶梯状分布,第一级旋流叶轮和第二级旋流叶轮的叶片由第一级旋流叶轮的扩散罩分隔开;第二旋流叶轮的外圆周也设有扩散罩,并且环圆周设有不同尺寸但分布均匀的第二流通孔;第一二级旋流器叶片角度在燃烧筒径向方向角度

一种燃烧器的制造方法、燃烧器和燃气灶.pdf
本发明的目的是提供一种燃烧器的制造方法、燃烧器和燃气灶。本发明提供的燃烧器的制造方法包括以下步骤:a.分别制造引射管和混合腔;b.将引射管与混合腔的进气端口拼接连通,以形成燃烧器的炉头。由于炉头由引射管和混合腔组合拼接而成,使得炉头无需像现有技术中一样通过砂型铸造工艺一体成型,而是可以分别制造,进而使得炉头的制造过程变得简单,并使燃烧器易于制造。本发明提供的燃烧器由上述燃烧器的制造方法制造。本发明提供的燃气灶,包括上述燃烧器。

一种旋流器及采用其的预混燃烧器.pdf
一种旋流器,包括外壁、内壁和布置在外壁和内壁之间的旋流叶片,旋流叶片包含沿圆周方向布置的大、小两种叶片,且大、小叶片均包括与中心线平行的直叶片段和与中心线具有夹角的弯叶片段。以及一种带有该旋流器的预混燃烧器,包括该预混燃烧器的燃气轮机、锅炉、内燃机或航空发动机。本发明的大叶片直叶片段主要起整流作用,大叶片弯叶片段用于调整气流方向;小叶片用于调整大叶片间的气流速度分配,消除低速气流区域,有利于消除回火现象。