
一种连续式玻璃钢化炉中加热炉的输送方法.pdf

建英****66

1/10

2/10

3/10
4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种连续式玻璃钢化炉中加热炉的输送方法.pdf
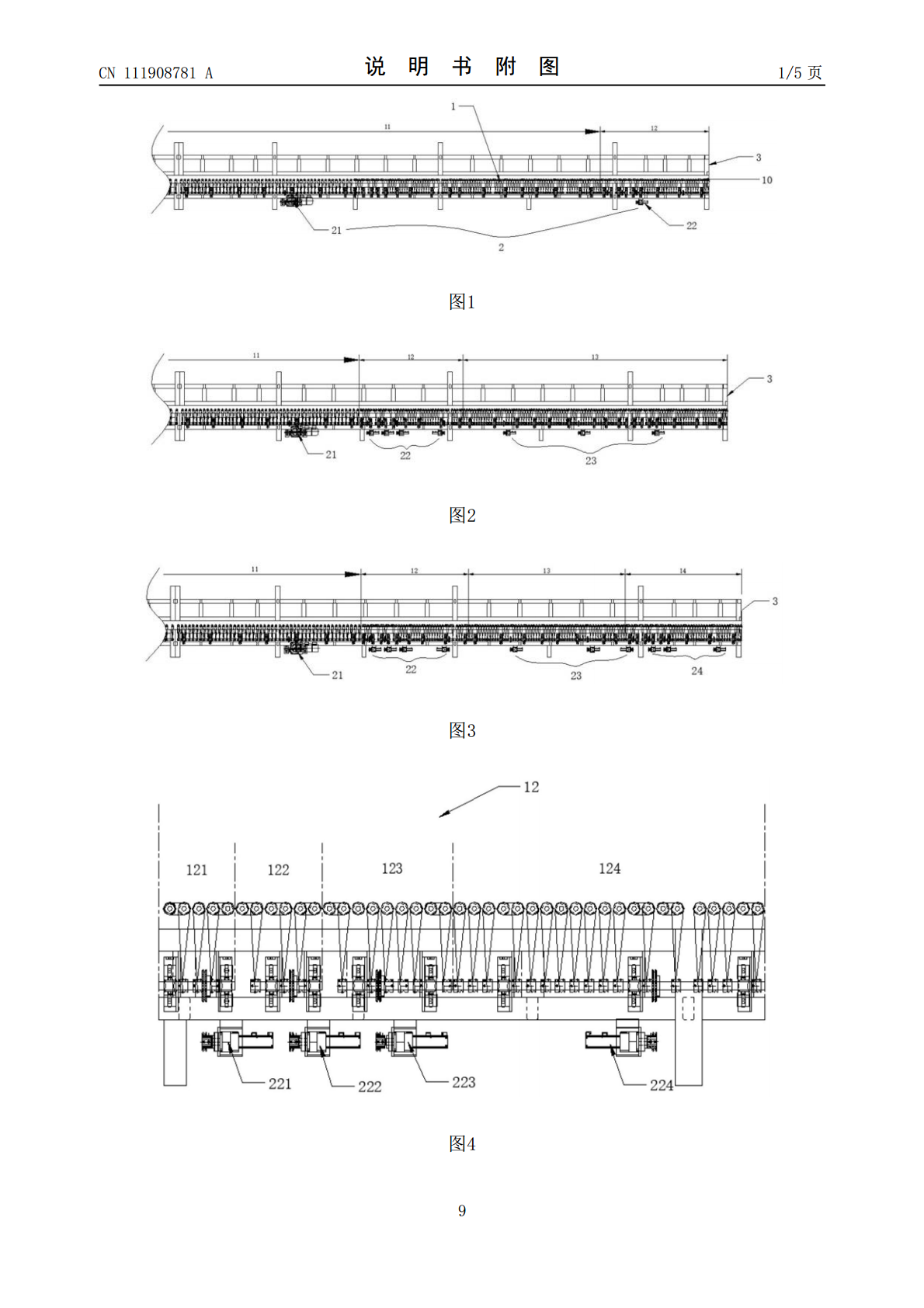
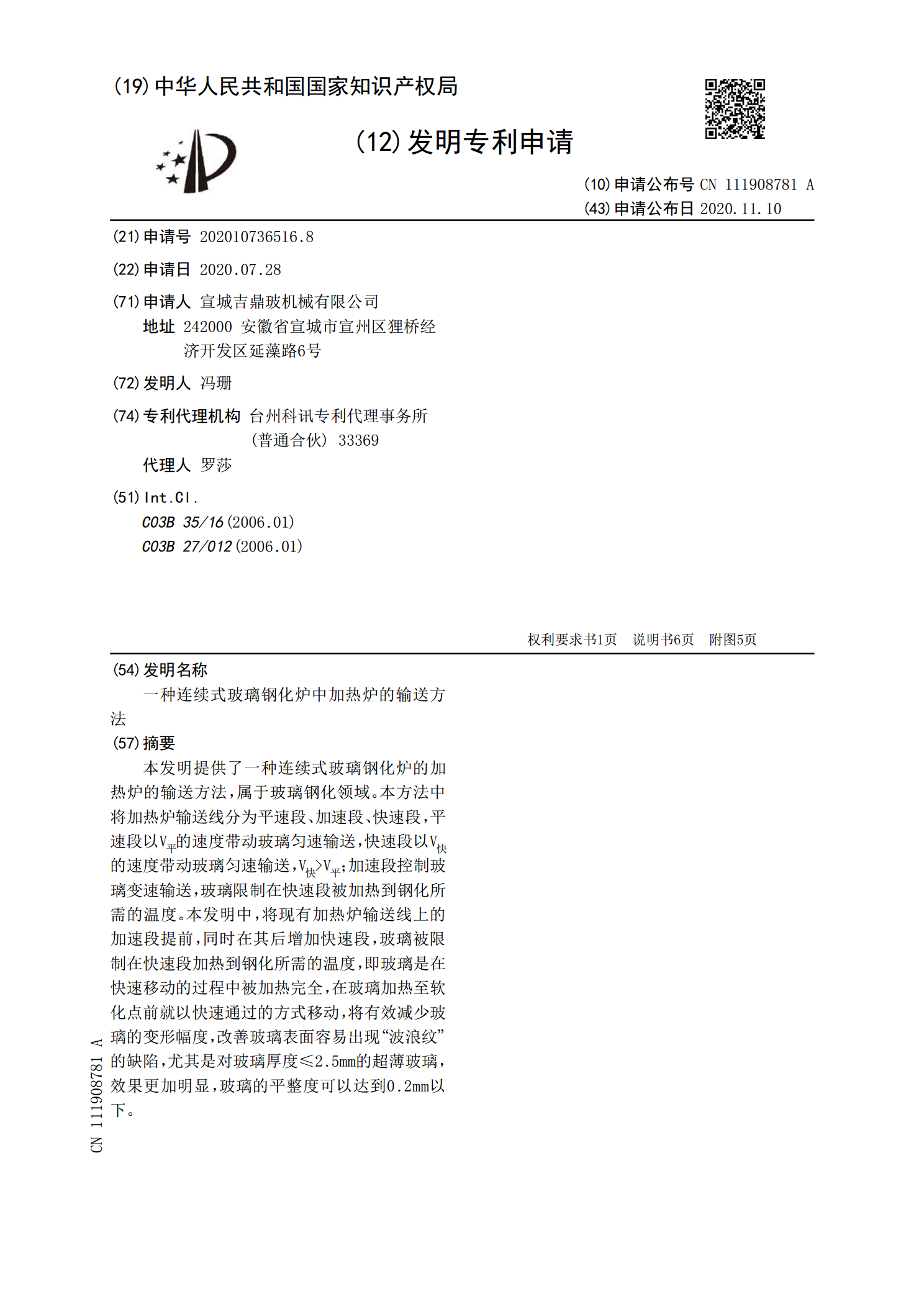
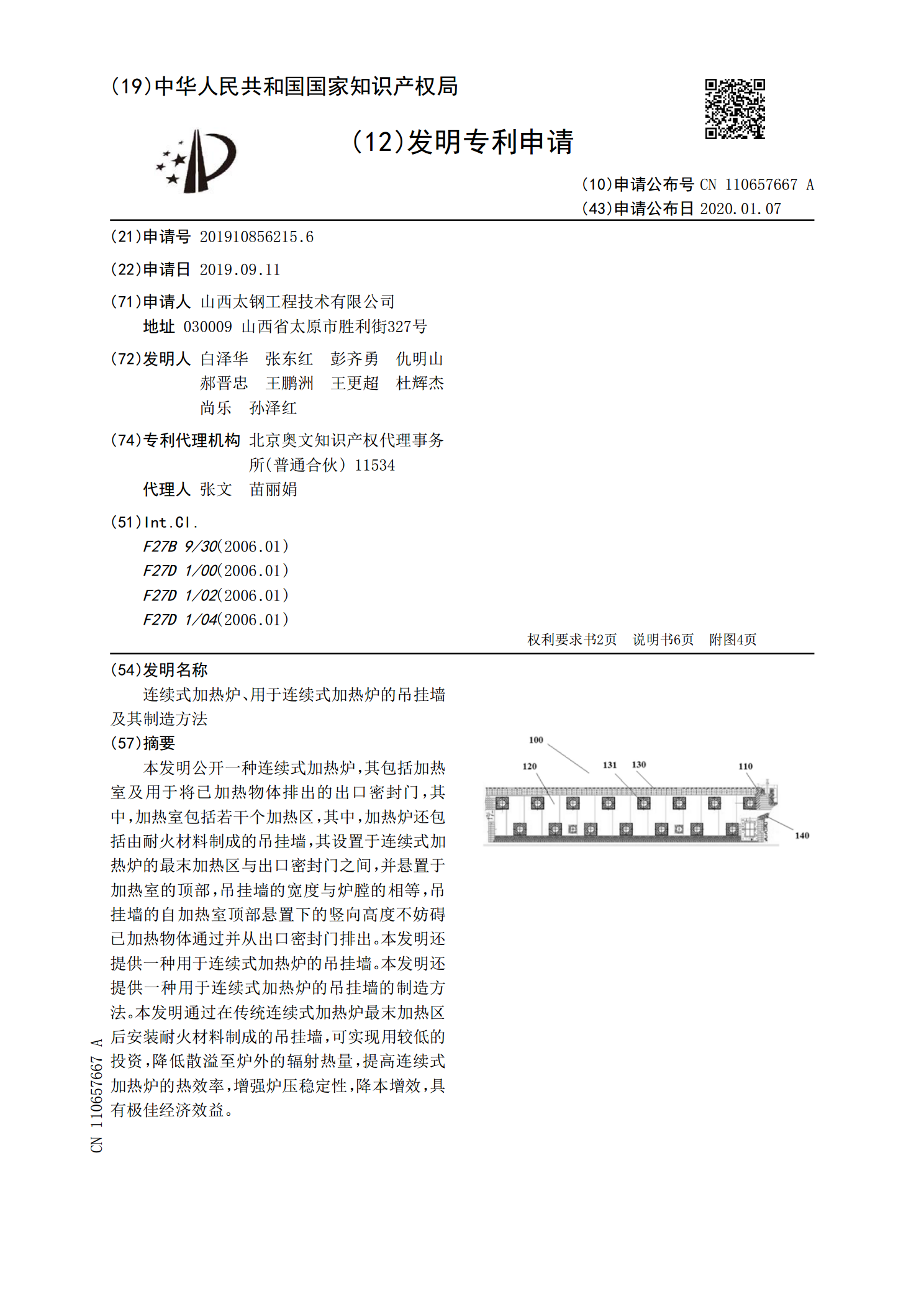
本发明提供了一种连续式玻璃钢化炉的加热炉的输送方法,属于玻璃钢化领域。本方法中将加热炉输送线分为平速段、加速段、快速段,平速段以V

连续弯玻璃钢化加热炉.pdf
一种连续弯玻璃钢化加热炉,包括,玻璃加热炉、玻璃弯曲成型设备和成品辊道;玻璃加热炉主要包括辊道和加热设备;玻璃弯曲成型设备包括,弯曲成型辊道和冷却设备;所述玻璃加热炉的辊道和所述弯曲成型辊道连续设置,玻璃板可以从玻璃加热炉的辊道上直接进入到弯曲成型辊道上进行弯曲成型;所述加热炉辊道包括平直段辊道和倾斜辊道,倾斜辊道段与水平辊道成一定的夹角;所述平直段辊道与所述弯曲钢化辊道相连,弯曲钢化辊道组件整体也倾斜相应的夹角,以保证加热炉与钢化段较好的对接,同时减小玻璃弯曲后的出片角度。所述成型圆弧辊道与成品辊道相连
连续式加热炉、用于连续式加热炉的吊挂墙及其制造方法.pdf
本发明公开一种连续式加热炉,其包括加热室及用于将已加热物体排出的出口密封门,其中,加热室包括若干个加热区,其中,加热炉还包括由耐火材料制成的吊挂墙,其设置于连续式加热炉的最末加热区与出口密封门之间,并悬置于加热室的顶部,吊挂墙的宽度与炉膛的相等,吊挂墙的自加热室顶部悬置下的竖向高度不妨碍已加热物体通过并从出口密封门排出。本发明还提供一种用于连续式加热炉的吊挂墙。本发明还提供一种用于连续式加热炉的吊挂墙的制造方法。本发明通过在传统连续式加热炉最末加热区后安装耐火材料制成的吊挂墙,可实现用较低的投资,降低散溢
加热处理方法、连续式加热炉以及分批式加热炉.pdf
在炉10、20内加热处理被处理材料W的加热处理方法中,在被处理物的温度在被处理物的氧化温度以下的状态下,在使用氧作为助燃气体而通过使燃料气体燃烧的氧燃烧来加热被处理物后,使用空气作为助燃气体而进行使燃料气体燃烧的空气燃烧。
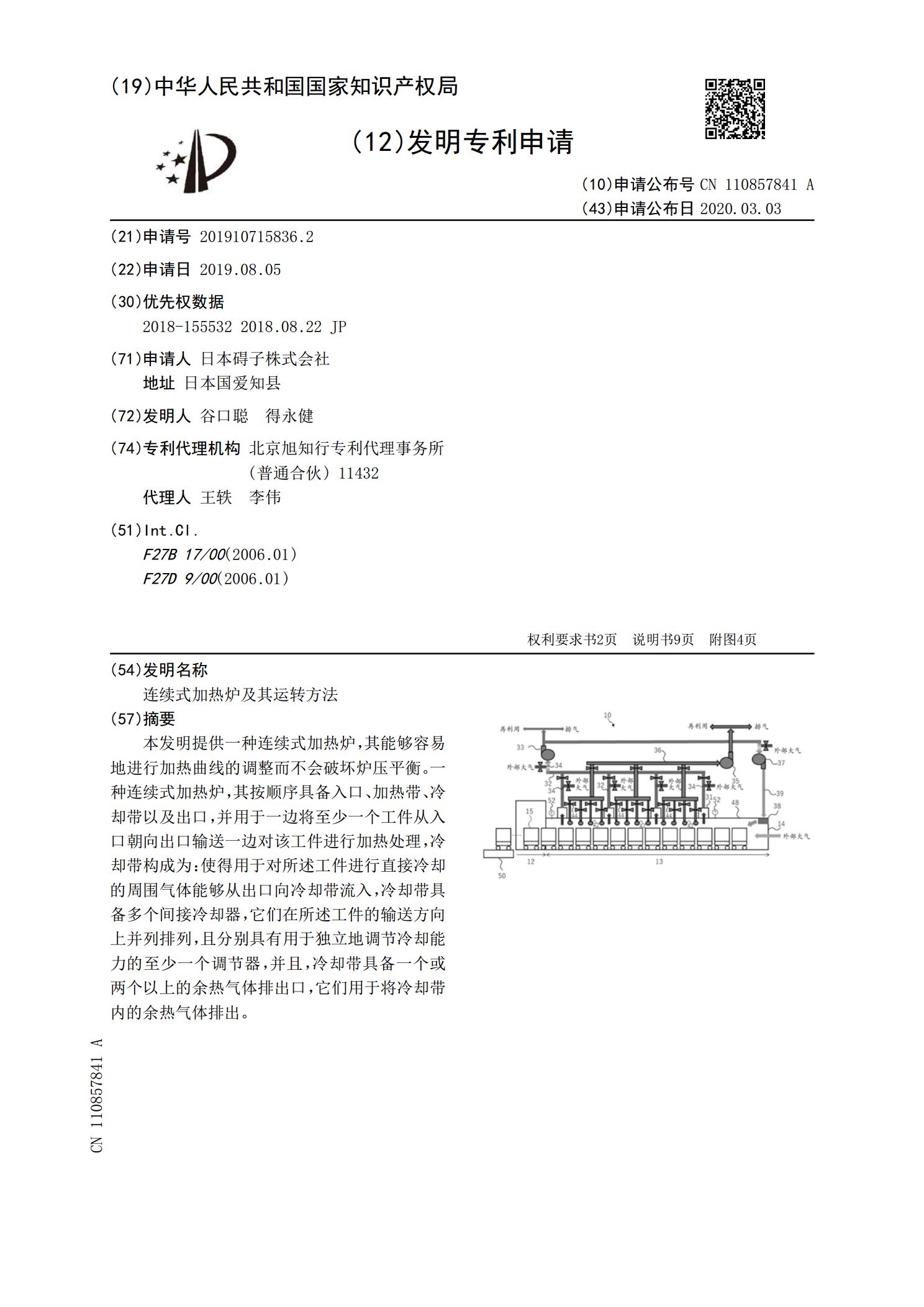
连续式加热炉及其运转方法.pdf
本发明提供一种连续式加热炉,其能够容易地进行加热曲线的调整而不会破坏炉压平衡。一种连续式加热炉,其按顺序具备入口、加热带、冷却带以及出口,并用于一边将至少一个工件从入口朝向出口输送一边对该工件进行加热处理,冷却带构成为:使得用于对所述工件进行直接冷却的周围气体能够从出口向冷却带流入,冷却带具备多个间接冷却器,它们在所述工件的输送方向上并列排列,且分别具有用于独立地调节冷却能力的至少一个调节器,并且,冷却带具备一个或两个以上的余热气体排出口,它们用于将冷却带内的余热气体排出。