
破碎物料用锤头及其制备方法.pdf

Jo****63

1/10
2/10

3/10

4/10

5/10
6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

破碎物料用锤头及其制备方法.pdf
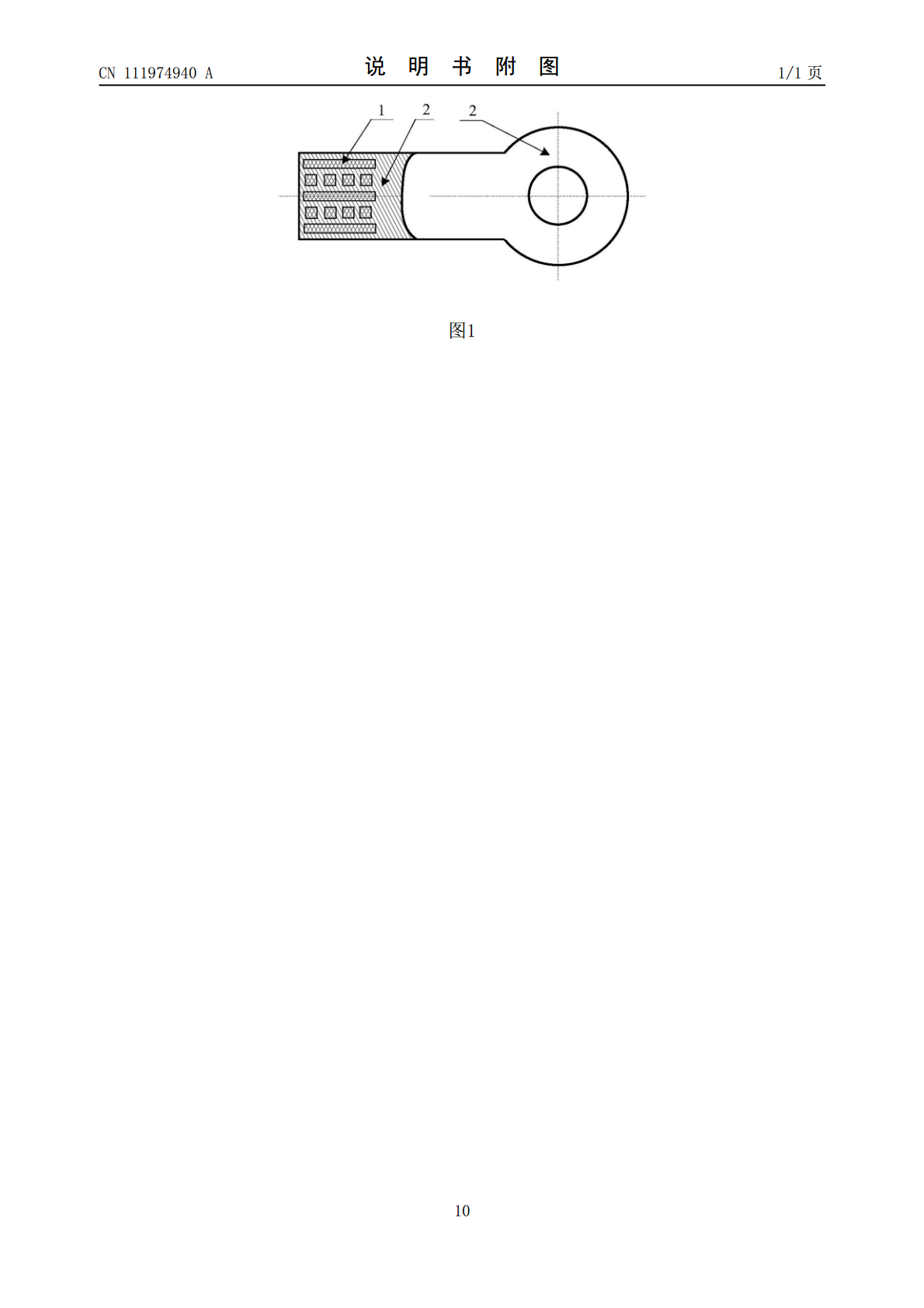
一种破碎物料用锤头及其制备方法,其特征在于在中碳合金钢锤头工作部位,镶嵌耐磨性能优异高碳高铬硼多元耐磨合金铸条,耐磨合金铸条采用中频感应电炉熔炼,炉内铁水的化学组成及其质量分数控制在4.03‑4.27%C,32.47‑32.75%Cr,0.81‑0.98%B,0.21‑0.28%N,3.54‑3.73%Mn,1.20‑1.37%W,2.06‑2.31%Mo,

一种破碎锤头的制备方法以及破碎锤头.pdf
本发明公开了一种破碎锤头制备方法以及破碎锤头。包括如下步骤:a、将羟基铁粉、碳化钛粉和石墨粉混合,其中碳化钛粉的质量占原料总质量的20%~40%,加入无水乙醇作为成型剂后模压成型,制成长条形状的镶条胚件;b、将所得长条形状的镶条胚件在真空炉中进行烧结,得到碳化钛钢结硬质合金镶条;c、用湿型砂为锤头造型,将熔炼后的碳钢液浇注成锤头,再将上述步骤中所得的碳化钛钢结硬质合金镶条镶铸在锤头端部;d、进行落砂清理和去浇冒口处理;e、在马弗炉中进行淬火处理后取出,进行水淬处理。锤头内部韧性好、外部硬度高,在使用过程中

一种破碎机用锤头及其加工方法.pdf
本发明公开了一种破碎机用锤头及其加工方法,所述材料按含量百分比由1.15~1.45%的C、0.50~0.80%的Si、13.00~15.00%的Mn、2.00~4.00%的Cr、0.40~1.00%的Mo、0.10~0.30%的Ni、0.02~0.40%的V、0~0.06%的P、0~0.05%的S、0~0.05%纳米合金变质剂、0~0.02%的RE以及余量的废钢组成。将上述配方的材料通过特定的热处理方式,可以获得硬度高、韧性好的成品。利用本发明制造的破碎机锤头,大大降低了使用时断裂及破裂现象,使用寿命大大

一种锤式破碎机用耐磨锤头及其生产方法.pdf
本发明提供一种锤式破碎机用耐磨锤头,包括高锰钢吊耳以及高铬铸铁锤头体;生产方法包括熔炼、变质处理、浇注以及热处理。通过本发明生产的锤头具有较高的硬度与耐磨性,减少锤头在使用过程中的磨损,并且锤头的韧性得到明显提高,保证硬度与韧性的良好结合,防止锤头在使用过程中由于脆性较高而发生断裂现象。
一种用以破碎建材石料锤头及其制造方法.pdf
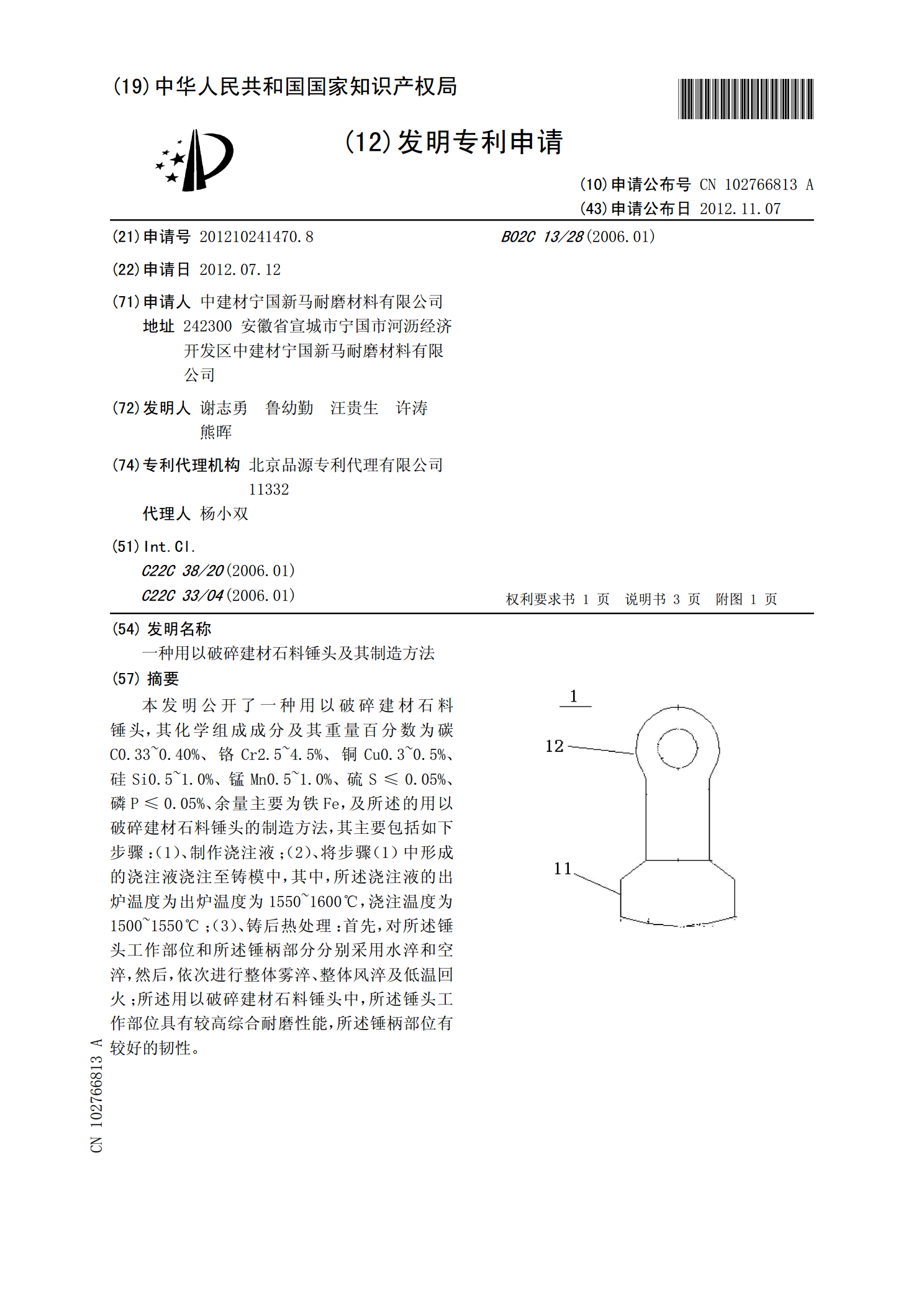
本发明公开了一种用以破碎建材石料锤头,其化学组成成分及其重量百分数为碳C0.33~0.40%、铬Cr2.5~4.5%、铜Cu0.3~0.5%、硅Si0.5~1.0%、锰Mn0.5~1.0%、硫S≤0.05%、磷P≤0.05%、余量主要为铁Fe,及所述的用以破碎建材石料锤头的制造方法,其主要包括如下步骤:(1)、制作浇注液;(2)、将步骤(1)中形成的浇注液浇注至铸模中,其中,所述浇注液的出炉温度为出炉温度为1550~1600℃,浇注温度为1500~1550℃;(3)、铸后热处理:首先,对所述锤头工作部位和