
一种弧光放电离子渗氮技术和渗氮炉.pdf

宜然****找我


1/7

2/7
3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种弧光放电离子渗氮技术和渗氮炉.pdf
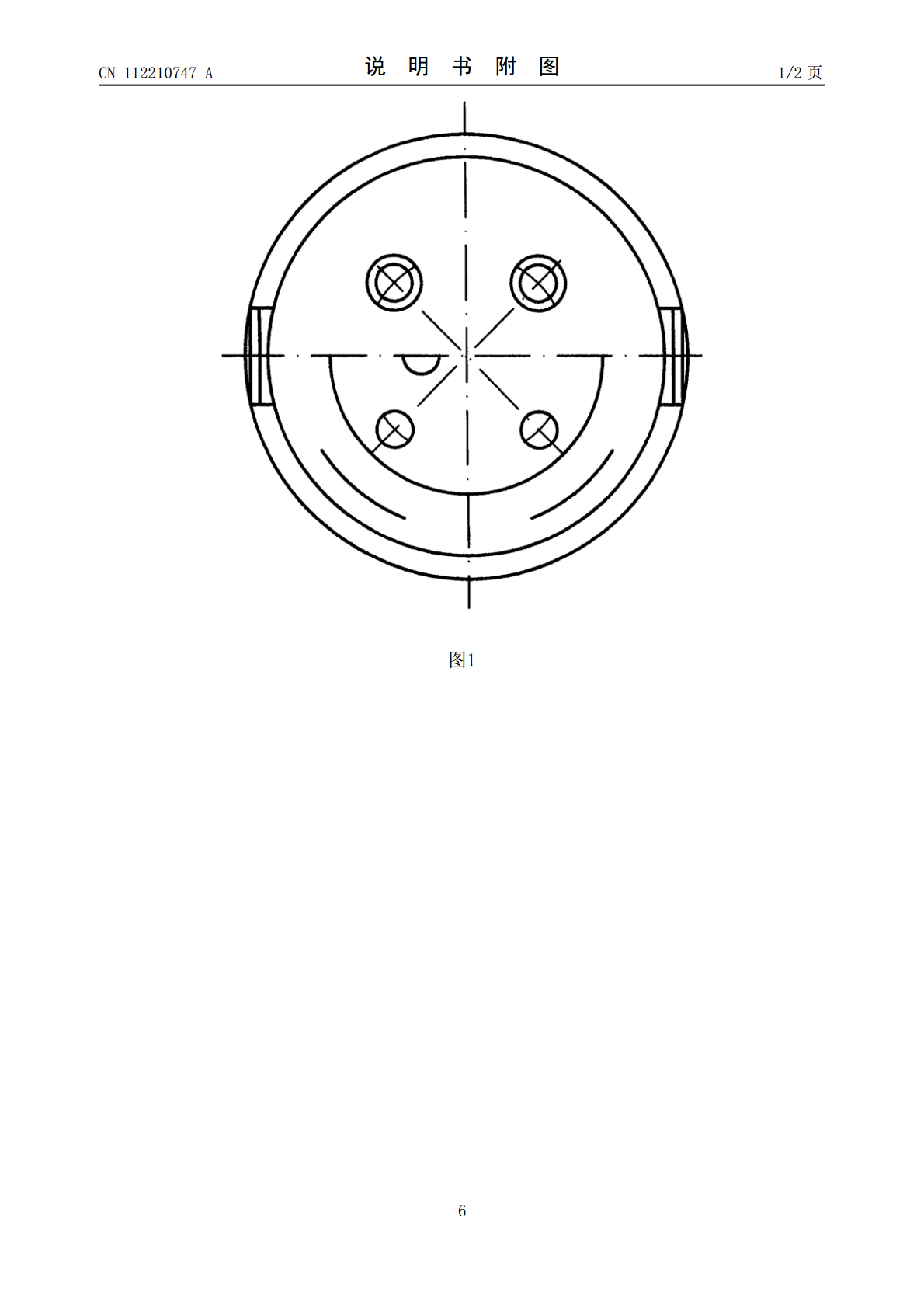
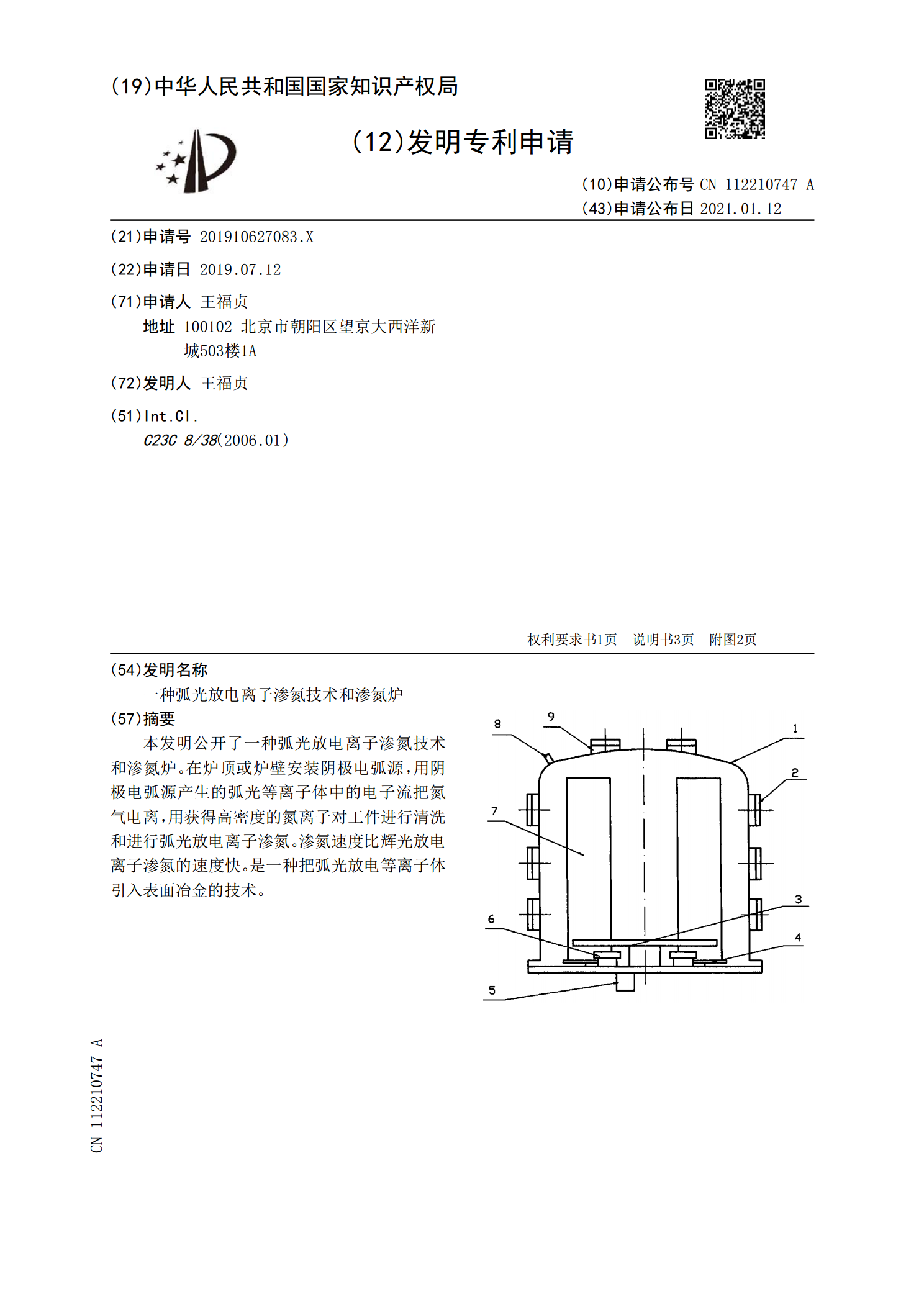
本发明公开了一种弧光放电离子渗氮技术和渗氮炉。在炉顶或炉壁安装阴极电弧源,用阴极电弧源产生的弧光等离子体中的电子流把氮气电离,用获得高密度的氮离子对工件进行清洗和进行弧光放电离子渗氮。渗氮速度比辉光放电离子渗氮的速度快。是一种把弧光放电等离子体引入表面冶金的技术。
一种节能离子渗氮炉.pdf
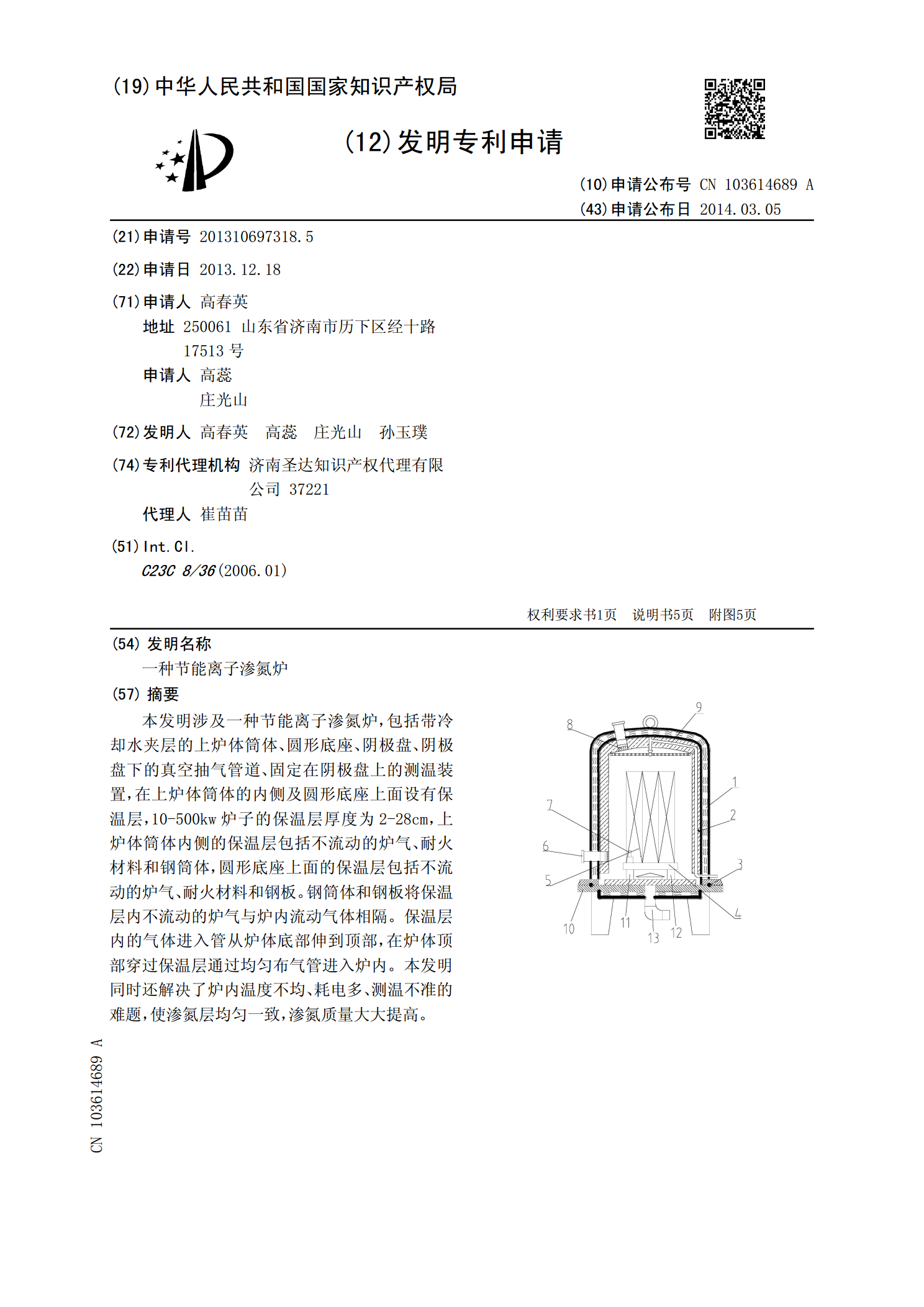
本发明涉及一种节能离子渗氮炉,包括带冷却水夹层的上炉体筒体、圆形底座、阴极盘、阴极盘下的真空抽气管道、固定在阴极盘上的测温装置,在上炉体筒体的内侧及圆形底座上面设有保温层,10-500kw炉子的保温层厚度为2-28cm,上炉体筒体内侧的保温层包括不流动的炉气、耐火材料和钢筒体,圆形底座上面的保温层包括不流动的炉气、耐火材料和钢板。钢筒体和钢板将保温层内不流动的炉气与炉内流动气体相隔。保温层内的气体进入管从炉体底部伸到顶部,在炉体顶部穿过保温层通过均匀布气管进入炉内。本发明同时还解决了炉内温度不均、耗电多、
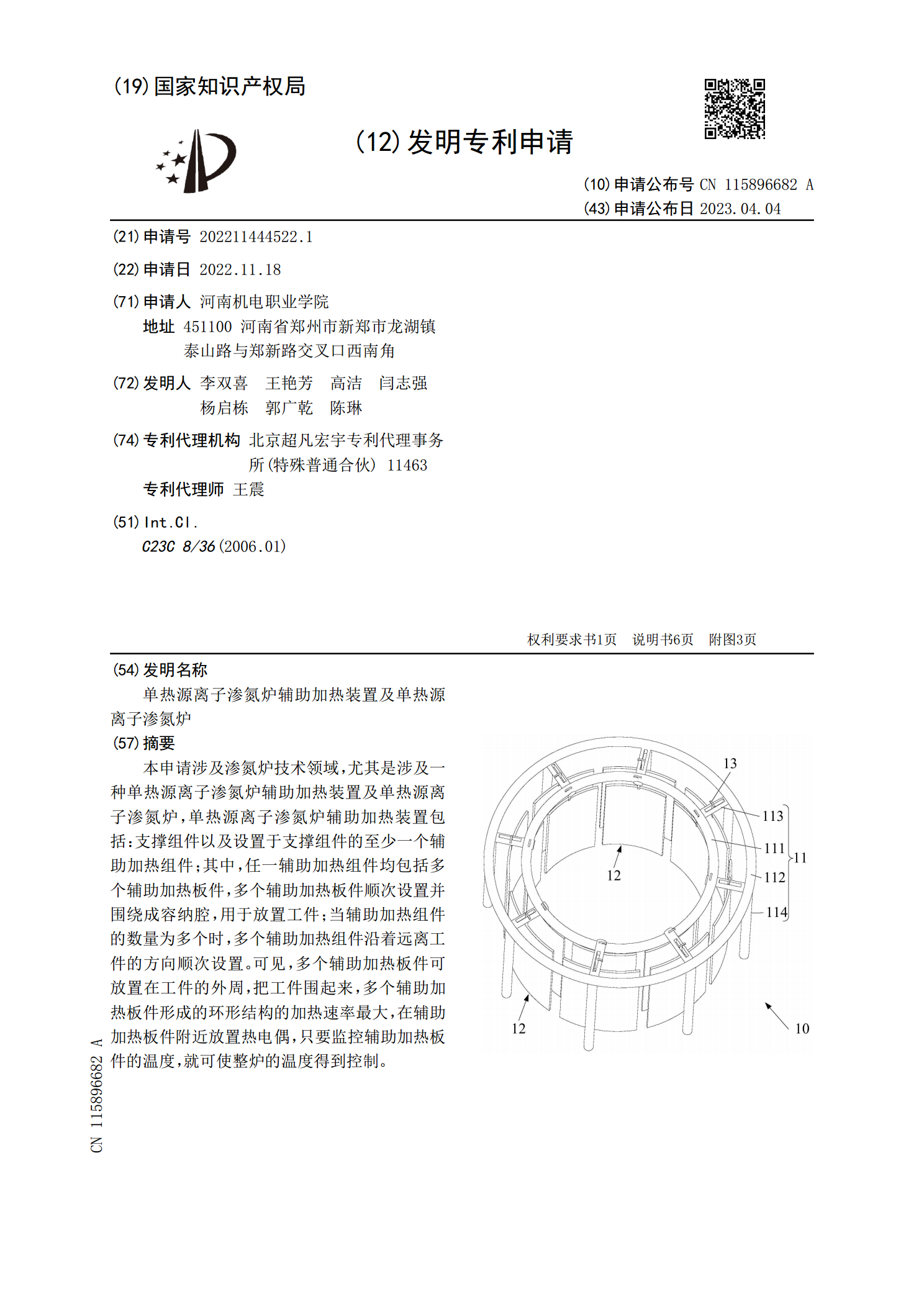
单热源离子渗氮炉辅助加热装置及单热源离子渗氮炉.pdf
本申请涉及渗氮炉技术领域,尤其是涉及一种单热源离子渗氮炉辅助加热装置及单热源离子渗氮炉,单热源离子渗氮炉辅助加热装置包括:支撑组件以及设置于支撑组件的至少一个辅助加热组件;其中,任一辅助加热组件均包括多个辅助加热板件,多个辅助加热板件顺次设置并围绕成容纳腔,用于放置工件;当辅助加热组件的数量为多个时,多个辅助加热组件沿着远离工件的方向顺次设置。可见,多个辅助加热板件可放置在工件的外周,把工件围起来,多个辅助加热板件形成的环形结构的加热速率最大,在辅助加热板件附近放置热电偶,只要监控辅助加热板件的温度,就可

扩大离子渗氮炉的应用.docx
扩大离子渗氮炉的应用扩大离子渗氮炉的应用摘要:随着材料工程领域的不断发展,离子渗氮炉作为一种新型的表面处理技术,具有非常广泛的应用前景。本文将探讨如何扩大离子渗氮炉的应用,以应对不同材料和工艺的需求。首先,我们将简要介绍离子渗氮炉的原理和优势。然后,我们将重点关注离子渗氮炉在金属加工、塑料制品和电子器件等方面的应用。最后,我们将讨论未来离子渗氮炉应用的发展方向和挑战。关键词:离子渗氮炉,表面处理,金属加工,塑料制品,电子器件一、引言离子渗氮炉是一种通过离子轰击材料表面,将氮原子渗入材料表层的表面处理技术。
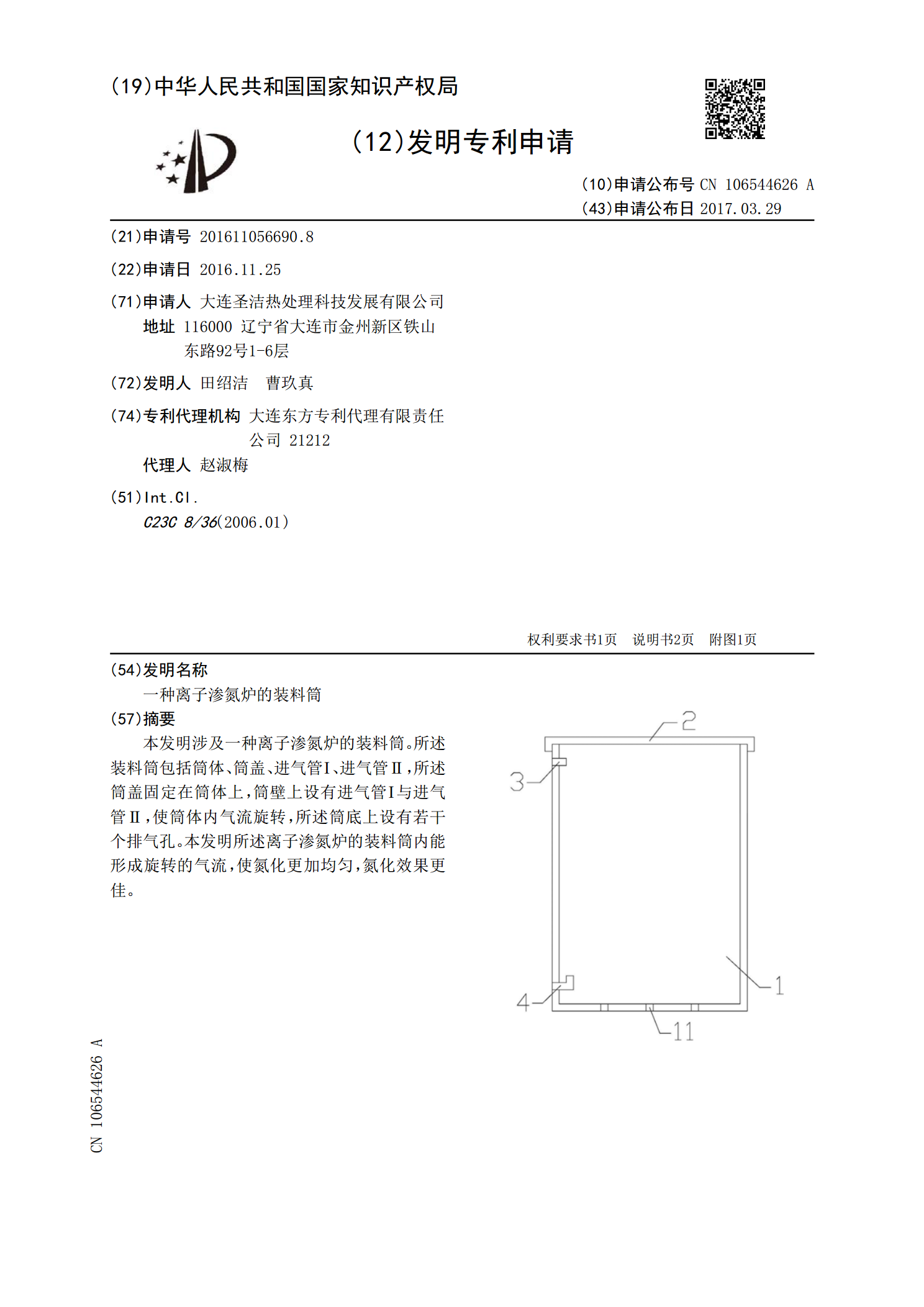
一种离子渗氮炉的装料筒.pdf
本发明涉及一种离子渗氮炉的装料筒。所述装料筒包括筒体、筒盖、进气管Ⅰ、进气管Ⅱ,所述筒盖固定在筒体上,筒壁上设有进气管Ⅰ与进气管Ⅱ,使筒体内气流旋转,所述筒底上设有若干个排气孔。本发明所述离子渗氮炉的装料筒内能形成旋转的气流,使氮化更加均匀,氮化效果更佳。