
一种加热均匀的玻璃钢化炉.pdf

慧红****ad

1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种加热均匀的玻璃钢化炉.pdf
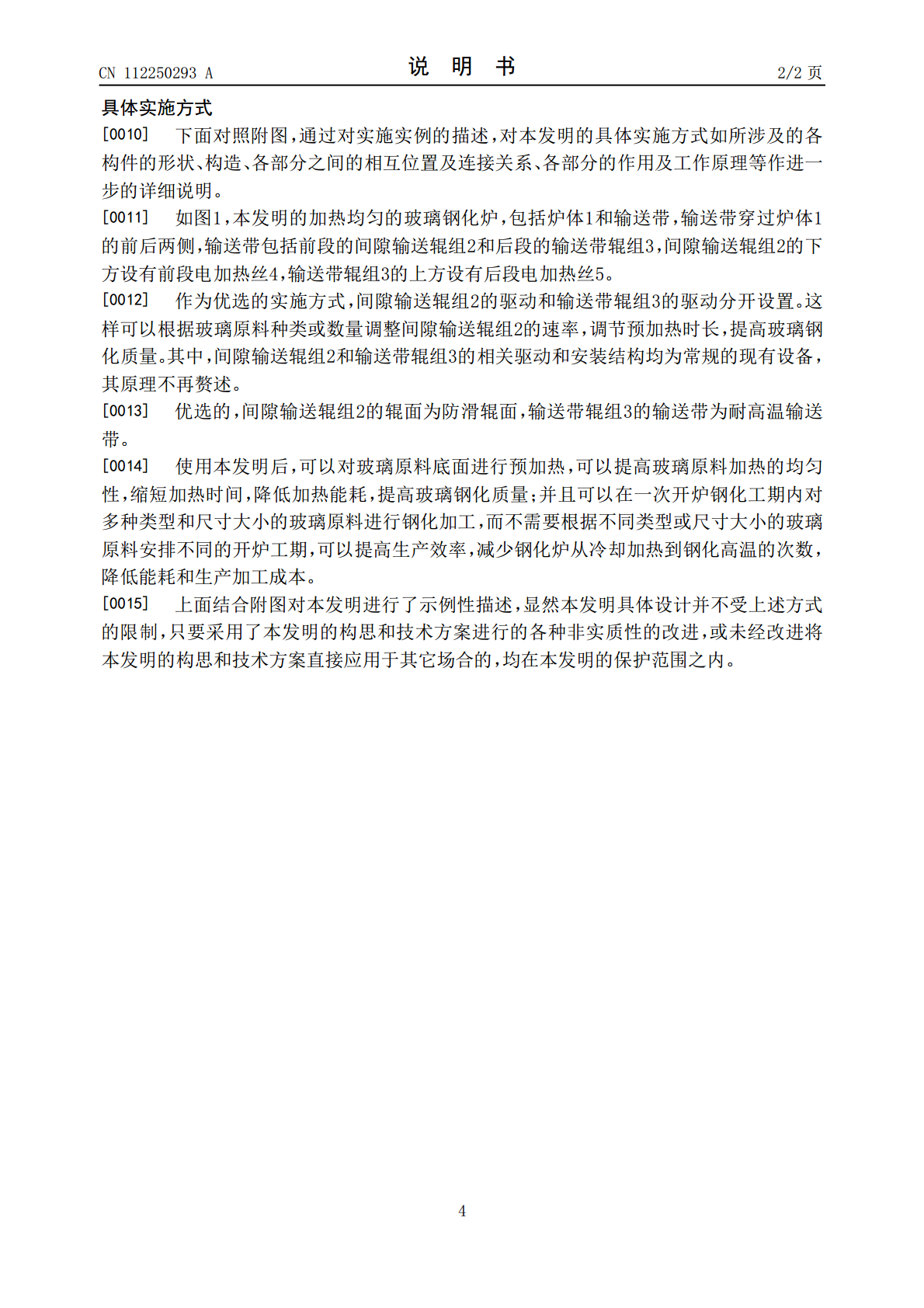
本发明提供一种加热均匀的玻璃钢化炉,可以有效提高玻璃原料加热均匀性,缩短加热时长,降低加热能耗,提高玻璃钢化质量。该玻璃钢化炉包括炉体和输送带,所述输送带穿过所述炉体的前后两侧,所述输送带包括前段的间隙输送辊组和后段的输送带辊组,所述间隙输送辊组的下方设有前段电加热丝,所述输送带辊组的上方设有后段电加热丝。
一种加热均匀的加热炉.pdf
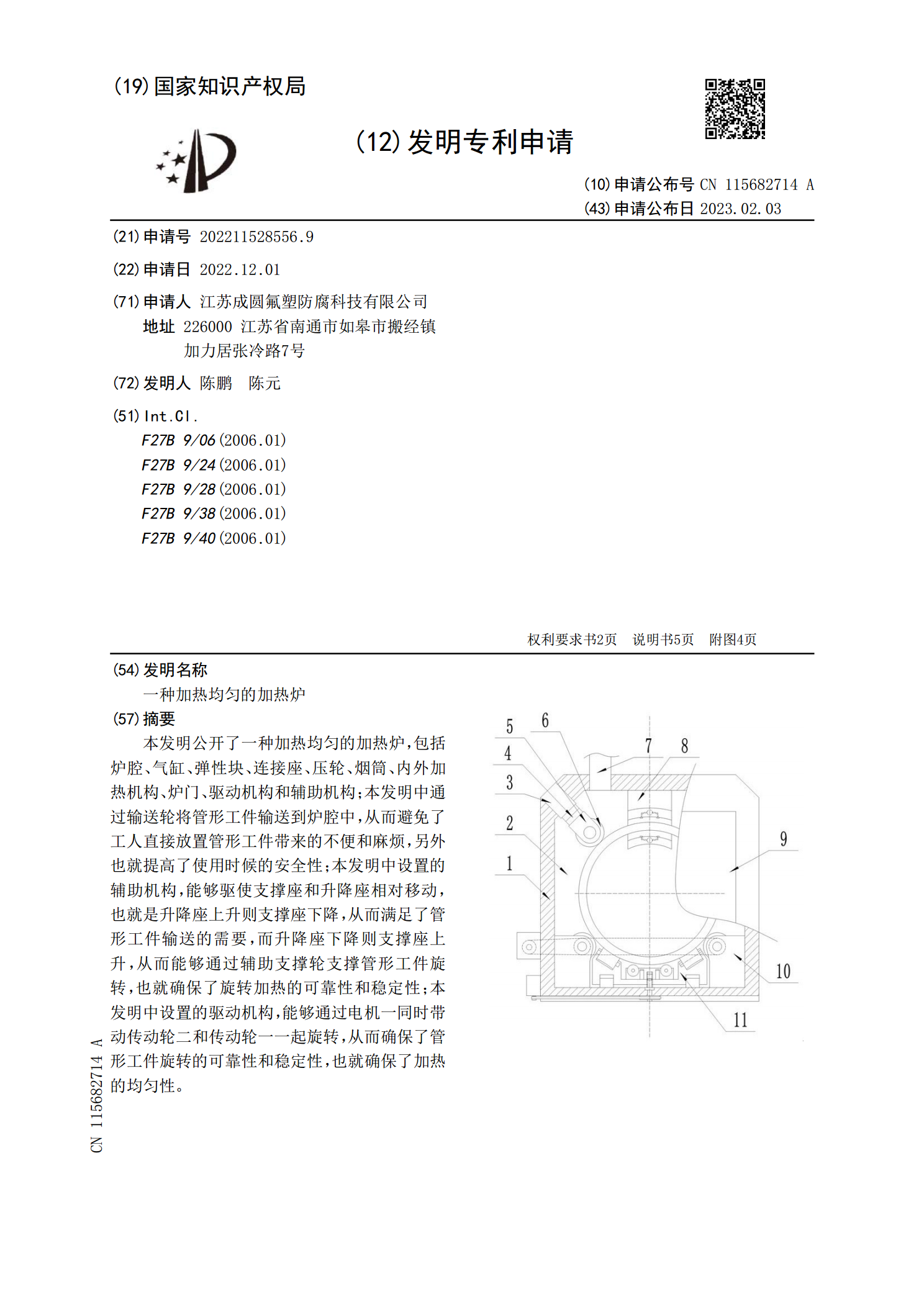
本发明公开了一种加热均匀的加热炉,包括炉腔、气缸、弹性块、连接座、压轮、烟筒、内外加热机构、炉门、驱动机构和辅助机构;本发明中通过输送轮将管形工件输送到炉腔中,从而避免了工人直接放置管形工件带来的不便和麻烦,另外也就提高了使用时候的安全性;本发明中设置的辅助机构,能够驱使支撑座和升降座相对移动,也就是升降座上升则支撑座下降,从而满足了管形工件输送的需要,而升降座下降则支撑座上升,从而能够通过辅助支撑轮支撑管形工件旋转,也就确保了旋转加热的可靠性和稳定性;本发明中设置的驱动机构,能够通过电机一同时带动传动轮
玻璃钢化加热炉.pdf
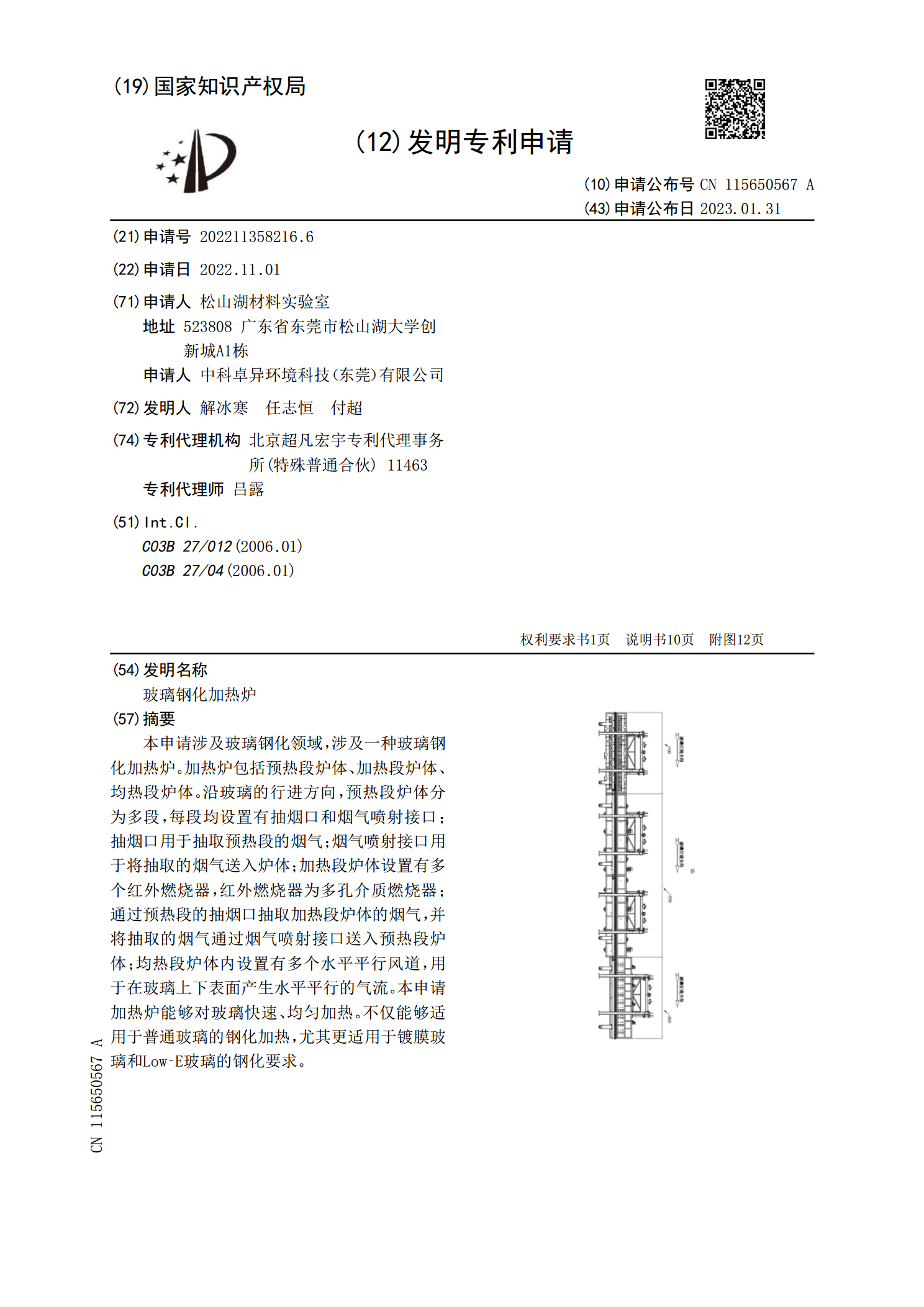
本申请涉及玻璃钢化领域,涉及一种玻璃钢化加热炉。加热炉包括预热段炉体、加热段炉体、均热段炉体。沿玻璃的行进方向,预热段炉体分为多段,每段均设置有抽烟口和烟气喷射接口;抽烟口用于抽取预热段的烟气;烟气喷射接口用于将抽取的烟气送入炉体;加热段炉体设置有多个红外燃烧器,红外燃烧器为多孔介质燃烧器;通过预热段的抽烟口抽取加热段炉体的烟气,并将抽取的烟气通过烟气喷射接口送入预热段炉体;均热段炉体内设置有多个水平平行风道,用于在玻璃上下表面产生水平平行的气流。本申请加热炉能够对玻璃快速、均匀加热。不仅能够适用于普通玻
一种玻璃钢化炉对流加热装置.pdf
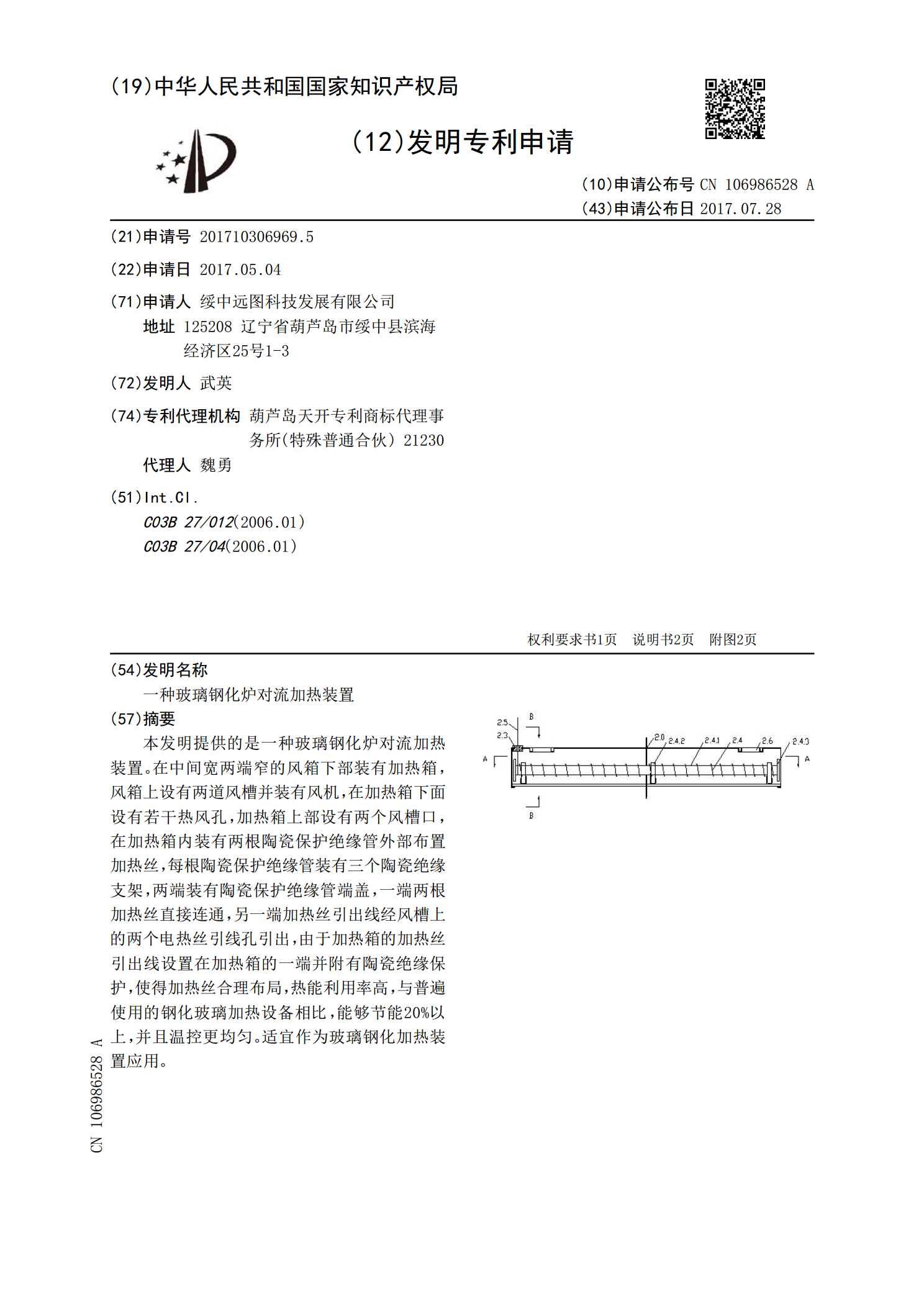
本发明提供的是一种玻璃钢化炉对流加热装置。在中间宽两端窄的风箱下部装有加热箱,风箱上设有两道风槽并装有风机,在加热箱下面设有若干热风孔,加热箱上部设有两个风槽口,在加热箱内装有两根陶瓷保护绝缘管外部布置加热丝,每根陶瓷保护绝缘管装有三个陶瓷绝缘支架,两端装有陶瓷保护绝缘管端盖,一端两根加热丝直接连通,另一端加热丝引出线经风槽上的两个电热丝引线孔引出,由于加热箱的加热丝引出线设置在加热箱的一端并附有陶瓷绝缘保护,使得加热丝合理布局,热能利用率高,与普遍使用的钢化玻璃加热设备相比,能够节能20%以上,并且温控
一种间接加热的玻璃钢化燃油加热炉.pdf
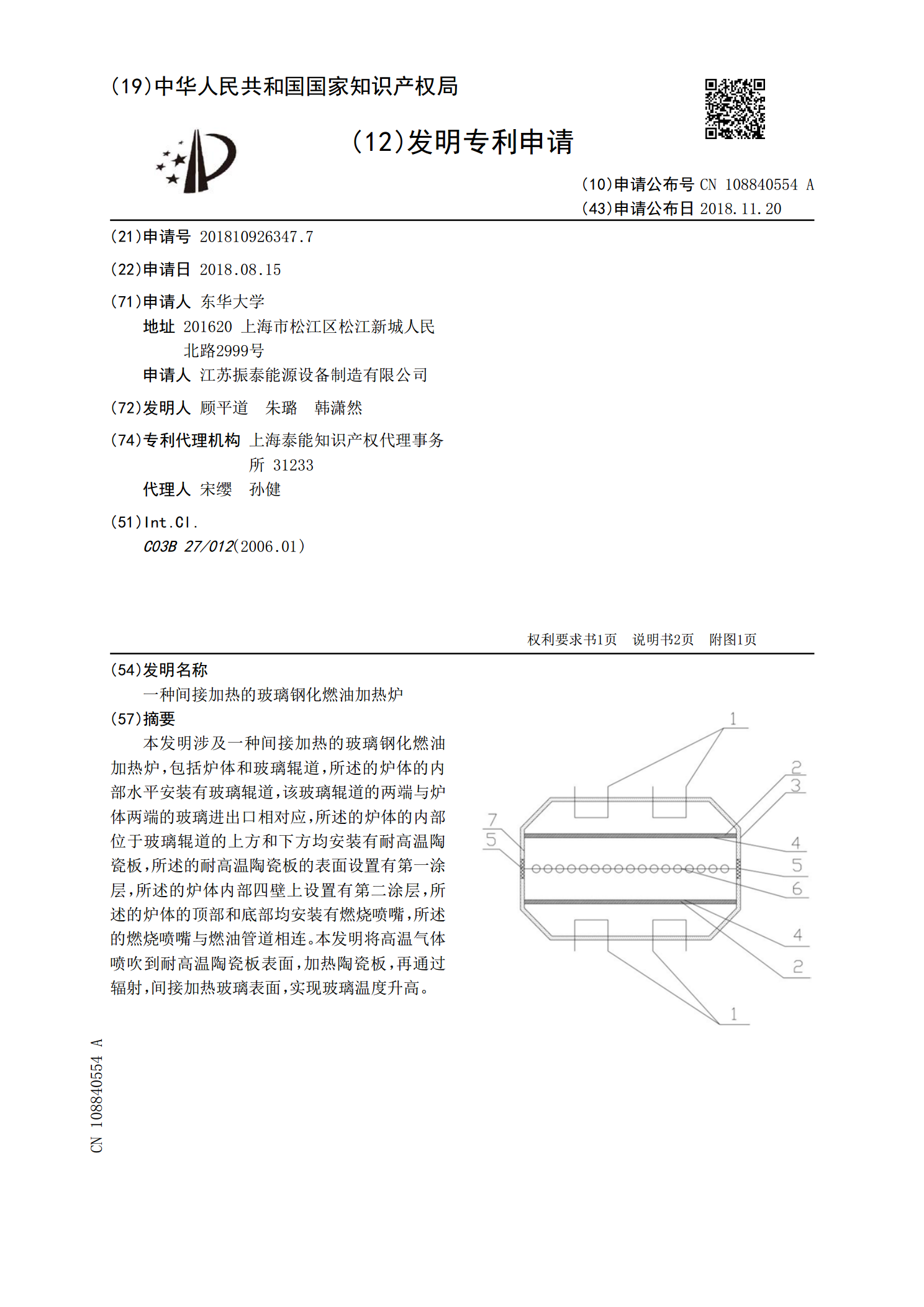
本发明涉及一种间接加热的玻璃钢化燃油加热炉,包括炉体和玻璃辊道,所述的炉体的内部水平安装有玻璃辊道,该玻璃辊道的两端与炉体两端的玻璃进出口相对应,所述的炉体的内部位于玻璃辊道的上方和下方均安装有耐高温陶瓷板,所述的耐高温陶瓷板的表面设置有第一涂层,所述的炉体内部四壁上设置有第二涂层,所述的炉体的顶部和底部均安装有燃烧喷嘴,所述的燃烧喷嘴与燃油管道相连。本发明将高温气体喷吹到耐高温陶瓷板表面,加热陶瓷板,再通过辐射,间接加热玻璃表面,实现玻璃温度升高。