
一种大规格漆包线的涂漆工艺.pdf

景福****90


1/10

2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大规格漆包线的涂漆工艺.pdf
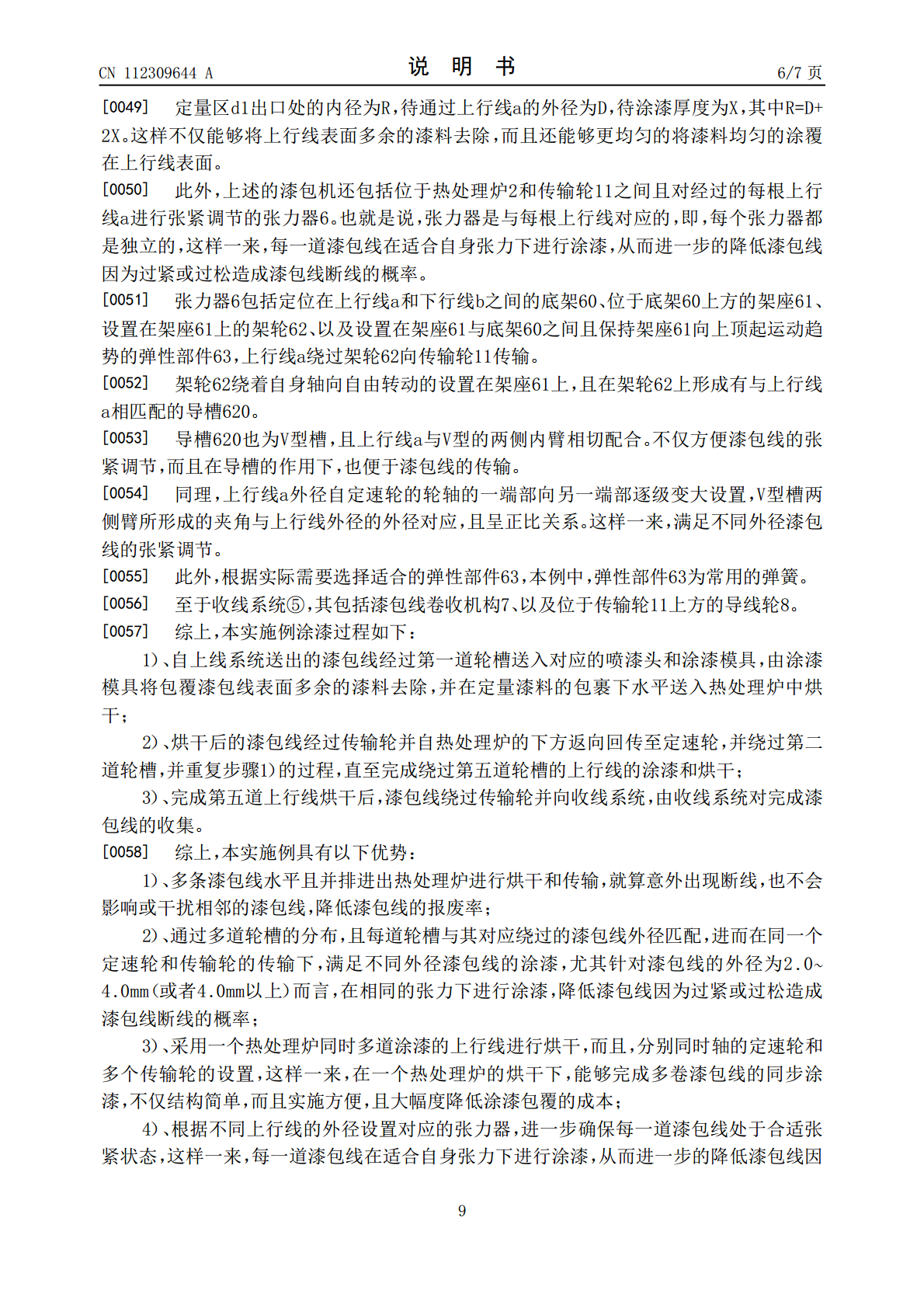
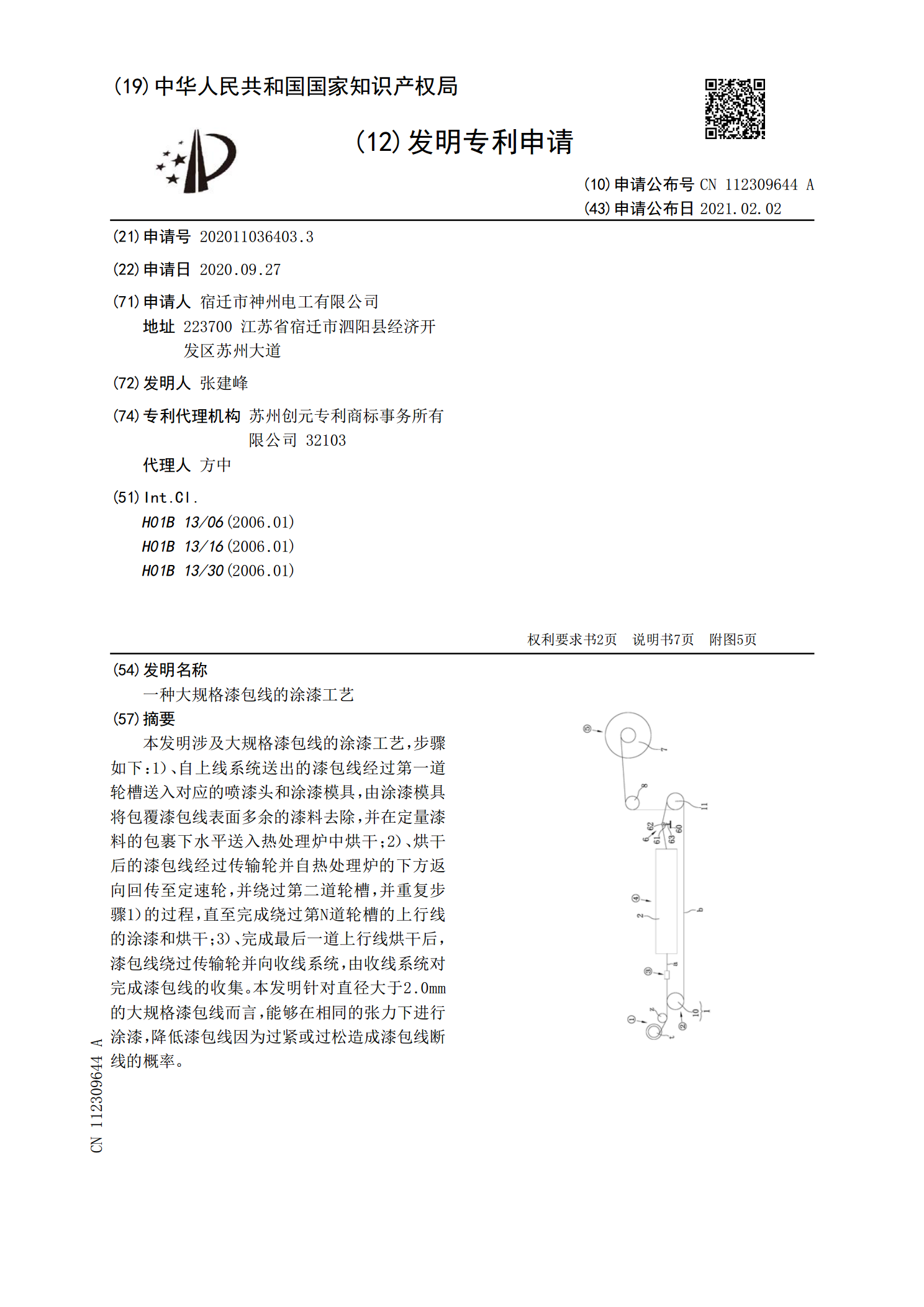
本发明涉及大规格漆包线的涂漆工艺,步骤如下:1)、自上线系统送出的漆包线经过第一道轮槽送入对应的喷漆头和涂漆模具,由涂漆模具将包覆漆包线表面多余的漆料去除,并在定量漆料的包裹下水平送入热处理炉中烘干;2)、烘干后的漆包线经过传输轮并自热处理炉的下方返向回传至定速轮,并绕过第二道轮槽,并重复步骤1)的过程,直至完成绕过第N道轮槽的上行线的涂漆和烘干;3)、完成最后一道上行线烘干后,漆包线绕过传输轮并向收线系统,由收线系统对完成漆包线的收集。本发明针对直径大于2.0mm的大规格漆包线而言,能够在相同的张力下进
一种漆包线涂漆装置.pdf
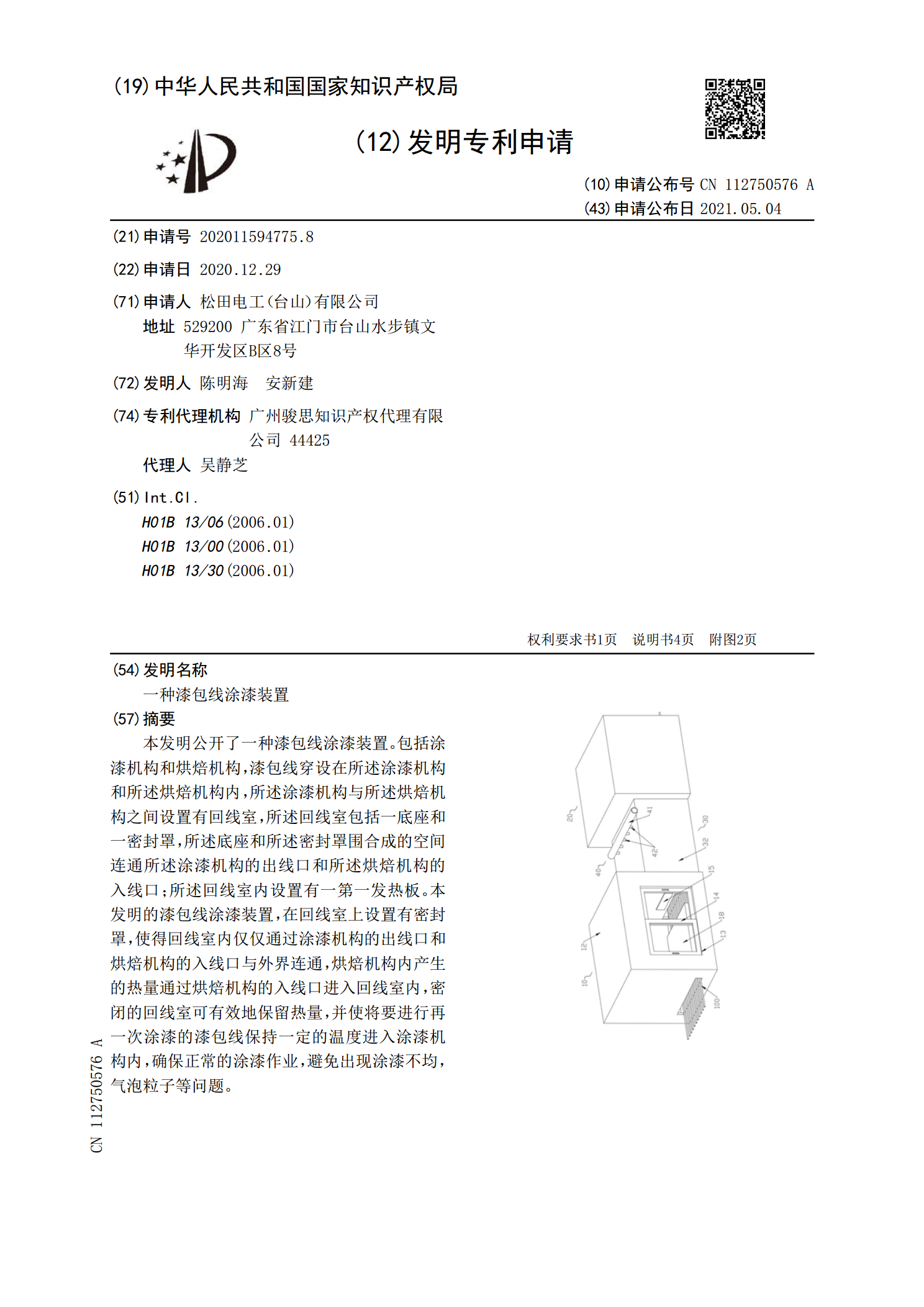
本发明公开了一种漆包线涂漆装置。包括涂漆机构和烘焙机构,漆包线穿设在所述涂漆机构和所述烘焙机构内,所述涂漆机构与所述烘焙机构之间设置有回线室,所述回线室包括一底座和一密封罩,所述底座和所述密封罩围合成的空间连通所述涂漆机构的出线口和所述烘焙机构的入线口;所述回线室内设置有一第一发热板。本发明的漆包线涂漆装置,在回线室上设置有密封罩,使得回线室内仅仅通过涂漆机构的出线口和烘焙机构的入线口与外界连通,烘焙机构内产生的热量通过烘焙机构的入线口进入回线室内,密闭的回线室可有效地保留热量,并使将要进行再一次涂漆的漆

一种漆包线涂漆活动模具.pdf
本发明公开了一种活动模具,该活动模具由一组四个硬质合金条组成,在单个硬质合金条的轴向上设有滑槽,在单个硬质合金条的一侧端部设有与滑槽相配合的滑头,单个硬质合金条的滑头镶嵌在与其相邻单个硬质合金条的滑槽内,相互配合的四个硬质合金条共同构成模具腔。该活动模具使得漆膜厚度像固定模具一样精确,可重复利用,节省了大量买模具、加工模具、修模具的工作及人员,降低劳动强度,节省了调节时间,提高了效率,也节省了原材料及能源的浪费。
一种漆包线毛毡涂漆装置.pdf
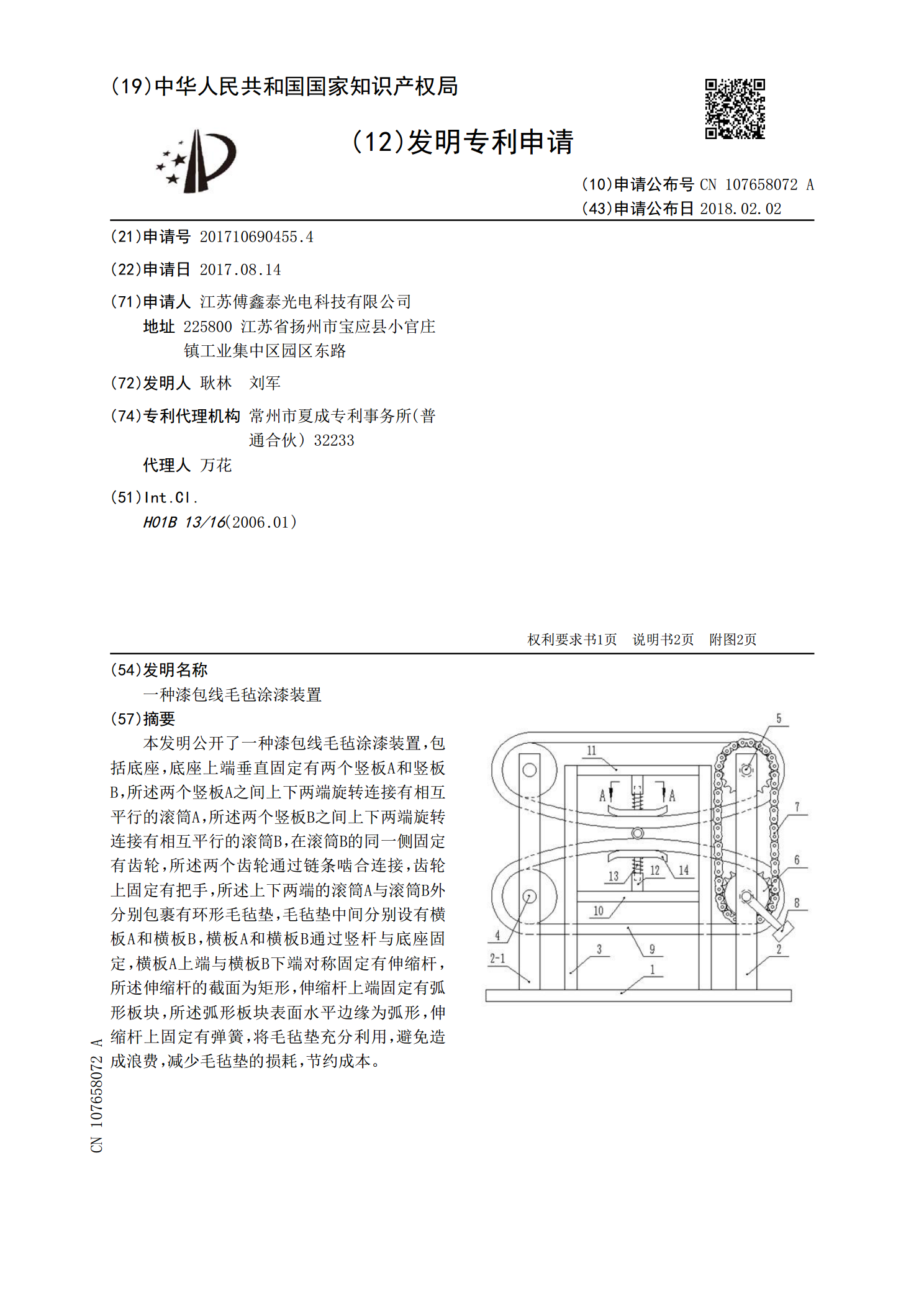
本发明公开了一种漆包线毛毡涂漆装置,包括底座,底座上端垂直固定有两个竖板A和竖板B,所述两个竖板A之间上下两端旋转连接有相互平行的滚筒A,所述两个竖板B之间上下两端旋转连接有相互平行的滚筒B,在滚筒B的同一侧固定有齿轮,所述两个齿轮通过链条啮合连接,齿轮上固定有把手,所述上下两端的滚筒A与滚筒B外分别包裹有环形毛毡垫,毛毡垫中间分别设有横板A和横板B,横板A和横板B通过竖杆与底座固定,横板A上端与横板B下端对称固定有伸缩杆,所述伸缩杆的截面为矩形,伸缩杆上端固定有弧形板块,所述弧形板块表面水平边缘为弧形,

一种精密漆包线涂漆系统.pdf
本发明公开了一种精密漆包线涂漆系统,包括作业箱、导向机构和喷涂机构,方便使用者可以通过进线架和反向架上的分线棍来将导线每一根稳定的进行分隔,并且在传动的过程中导线之间也不会相互交错,这样就可以保证喷漆时候不会相互之间进行遮挡,并且喷涂后的导线通过烘烤箱的电热管烘干以后可以通过同步收卷轮来将每一根漆包线单独收卷起来,解决了现有的漆包线涂漆设备在使用的过程中,没有相应导线分条机构,在转动传递的过程中有相邻的导线很可能发生相互叠加和相互交叉,这样在喷涂外漆的时候就会不够均匀,而且在传统的漆包线涂漆设备在涂漆完成