
双旋向螺纹长螺杆生产线及其生产工艺.pdf

猫巷****忠娟


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

双旋向螺纹长螺杆生产线及其生产工艺.pdf
本发明属于螺杆生产技术领域,尤其为双旋向螺纹长螺杆生产线及其生产工艺,包括用于螺杆预先热处理的淬回火处理炉、用于螺杆端面铣削处理的端面铣床;通过四个安装槽对第二安装座进行插接,从而实现对第一安装座和第二安装座之间距离的增加,使定位套筒和连接套筒可对多种长度的螺杆进行固定,提高了适用性,将第二安装座根据螺杆长度插接于适配长度的安装槽内,并将螺纹杆拧接与第二安装座固定,然后将螺杆依次穿过连接套筒和定位套筒,通过转动定位套筒内侧的定位栓使卡座下压将螺杆固定,实现对螺杆的支撑,之后即可进行后续加工操作,且本方案的

螺纹旋向判断.doc
旋向螺纹有左旋和右旋之分。顺时针旋转时旋入的螺纹称为右旋螺纹,反之,逆时针旋转时旋入的螺纹称为左旋螺纹。如下图所示。将螺纹或螺杆垂直于水平面,可以看到每一条螺纹都是斜的,如果右边高,则螺纹属右旋。国家标准对螺纹的牙型、大径和螺距做了统一规定。这三项要素均符合国家标准的螺纹称为标准螺纹;凡牙型不符合国家标准的螺纹称为非标准螺纹;只有牙型符合国家标准的螺纹称为特殊螺纹。常用的螺丝都是右旋右旋:符合右手定则,右手握拳,将右手的大拇指指向螺旋件的运动方向,其余四指方向指向螺旋件的旋转方向。上紧右旋螺丝(尤其是螺丝

螺纹旋向判断方法.docx
旋向螺纹有左旋和右旋之分。顺时针旋转时旋入的螺纹称为右旋螺纹,反之,逆时针旋转时旋入的螺纹称为左旋螺纹。如下图所示。将螺纹或螺杆垂直于水平面,可以看到每一条螺纹都是斜的,如果右边高,则螺纹属右旋。国家标准对螺纹的牙型、大径和螺距做了统一规定。这三项要素均符合国家标准的螺纹称为标准螺纹;凡牙型不符合国家标准的螺纹称为非标准螺纹;只有牙型符合国家标准的螺纹称为特殊螺纹。常用的螺丝都是右旋右旋:符合右手定则,右手握拳,将右手的大拇指指向螺旋件的运动方向,其余四指方向指向螺旋件的旋转方向。上紧右旋螺丝(尤其是螺丝

螺纹旋向判断方法.doc
旋向螺纹有左旋和右旋之分。顺时针旋转时旋入的螺纹称为右旋螺纹,反之,逆时针旋转时旋入的螺纹称为左旋螺纹。如下图所示。将螺纹或螺杆垂直于水平面,可以看到每一条螺纹都是斜的,如果右边高,则螺纹属右旋。国家标准对螺纹的牙型、大径和螺距做了统一规定。这三项要素均符合国家标准的螺纹称为标准螺纹;凡牙型不符合国家标准的螺纹称为非标准螺纹;只有牙型符合国家标准的螺纹称为特殊螺纹。常用的螺丝都是右旋右旋:符合右手定则,右手握拳,将右手的大拇指指向螺旋件的运动方向,其余四指方向指向螺旋件的旋转方向。上紧右旋螺丝(尤其是螺丝
高硬度螺杆生产线及其生产工艺.pdf
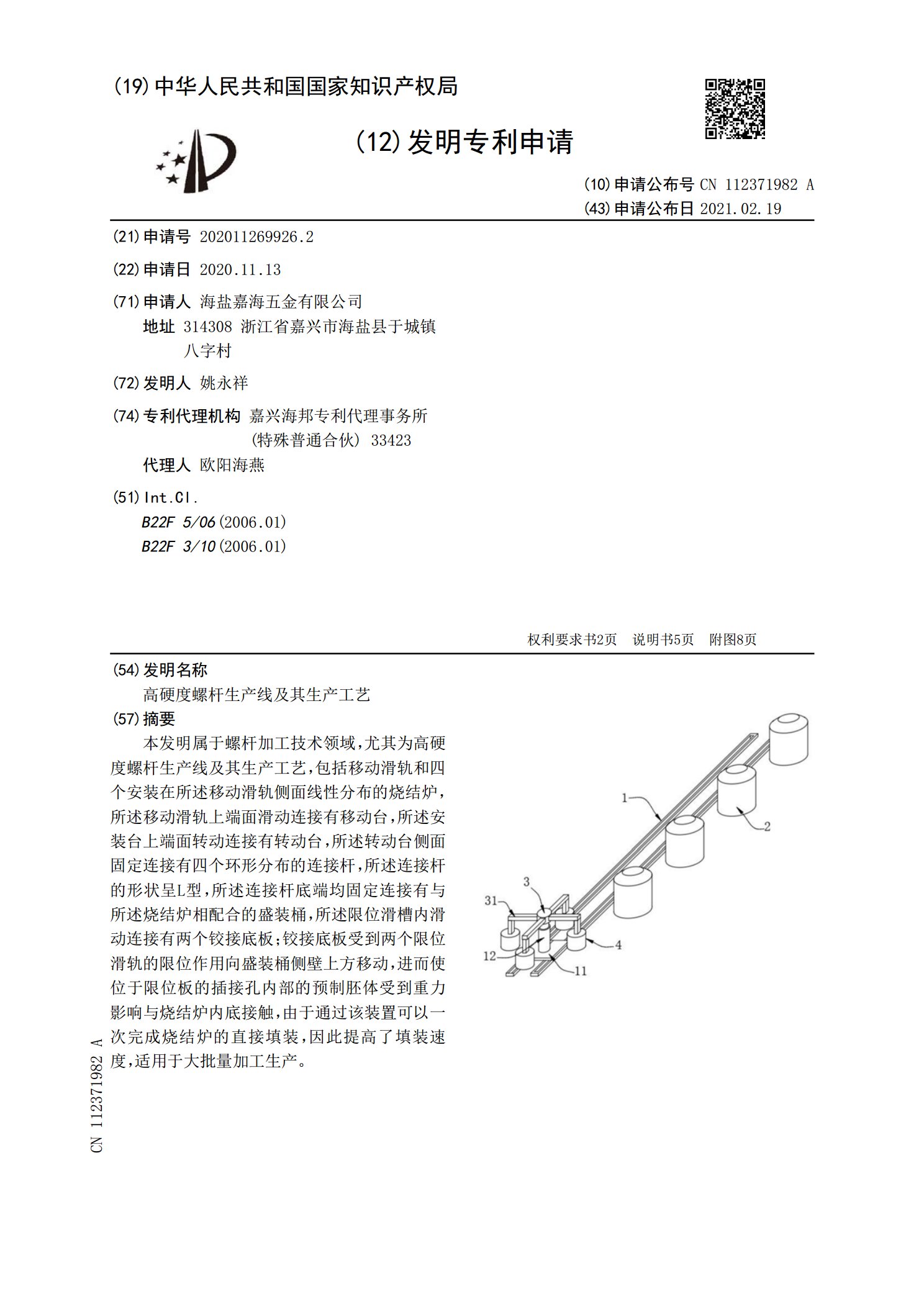
本发明属于螺杆加工技术领域,尤其为高硬度螺杆生产线及其生产工艺,包括移动滑轨和四个安装在所述移动滑轨侧面线性分布的烧结炉,所述移动滑轨上端面滑动连接有移动台,所述安装台上端面转动连接有转动台,所述转动台侧面固定连接有四个环形分布的连接杆,所述连接杆的形状呈L型,所述连接杆底端均固定连接有与所述烧结炉相配合的盛装桶,所述限位滑槽内滑动连接有两个铰接底板;铰接底板受到两个限位滑轨的限位作用向盛装桶侧壁上方移动,进而使位于限位板的插接孔内部的预制胚体受到重力影响与烧结炉内底接触,由于通过该装置可以一次完成烧结炉