
一种恒容式定量浇注方法.pdf

涵蓄****09


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种恒容式定量浇注方法.pdf
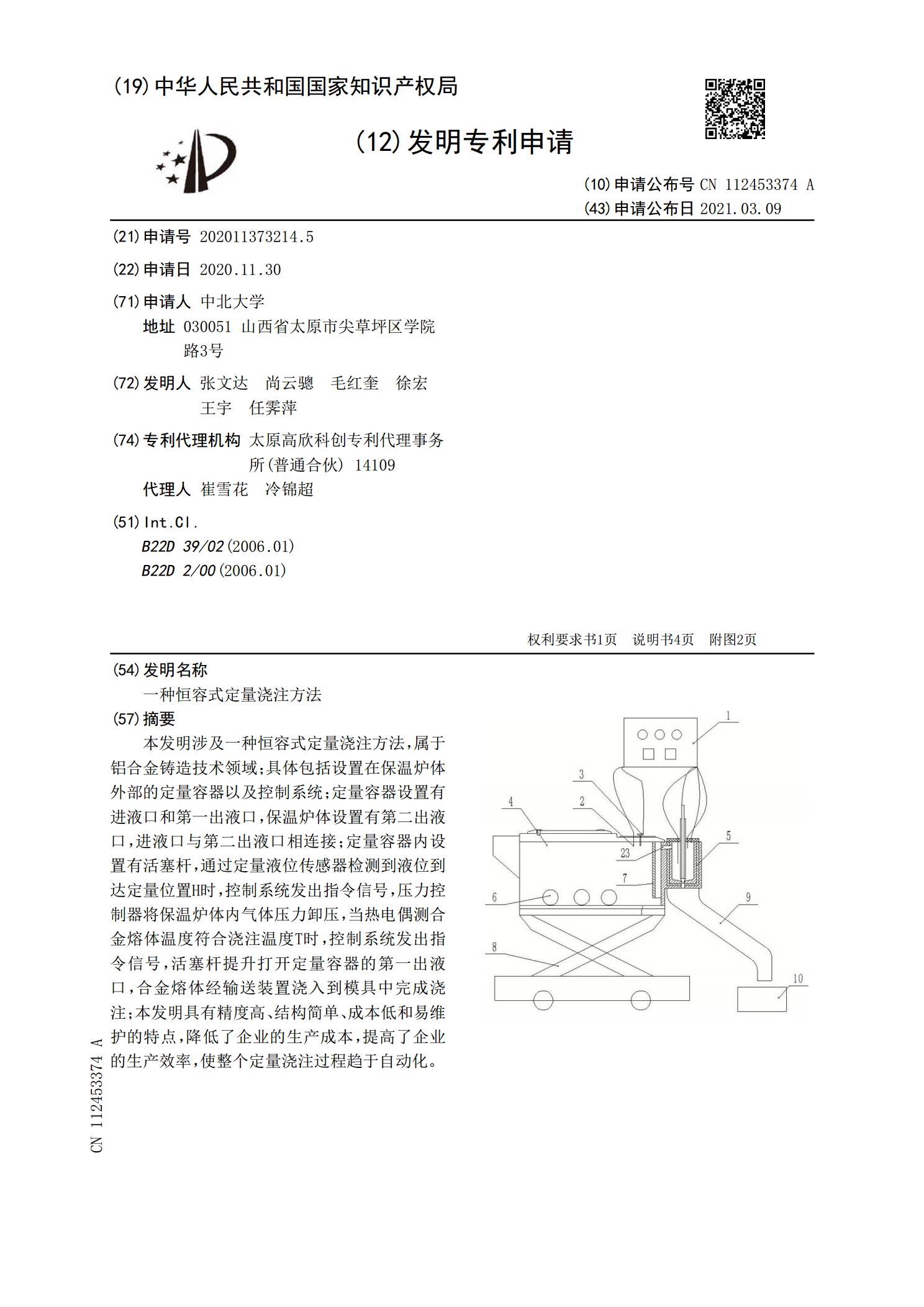
本发明涉及一种恒容式定量浇注方法,属于铝合金铸造技术领域;具体包括设置在保温炉体外部的定量容器以及控制系统;定量容器设置有进液口和第一出液口,保温炉体设置有第二出液口,进液口与第二出液口相连接;定量容器内设置有活塞杆,通过定量液位传感器检测到液位到达定量位置H时,控制系统发出指令信号,压力控制器将保温炉体内气体压力卸压,当热电偶测合金熔体温度符合浇注温度T时,控制系统发出指令信号,活塞杆提升打开定量容器的第一出液口,合金熔体经输送装置浇入到模具中完成浇注;本发明具有精度高、结构简单、成本低和易维护的特点,
一种恒容式定量浇注装置.pdf
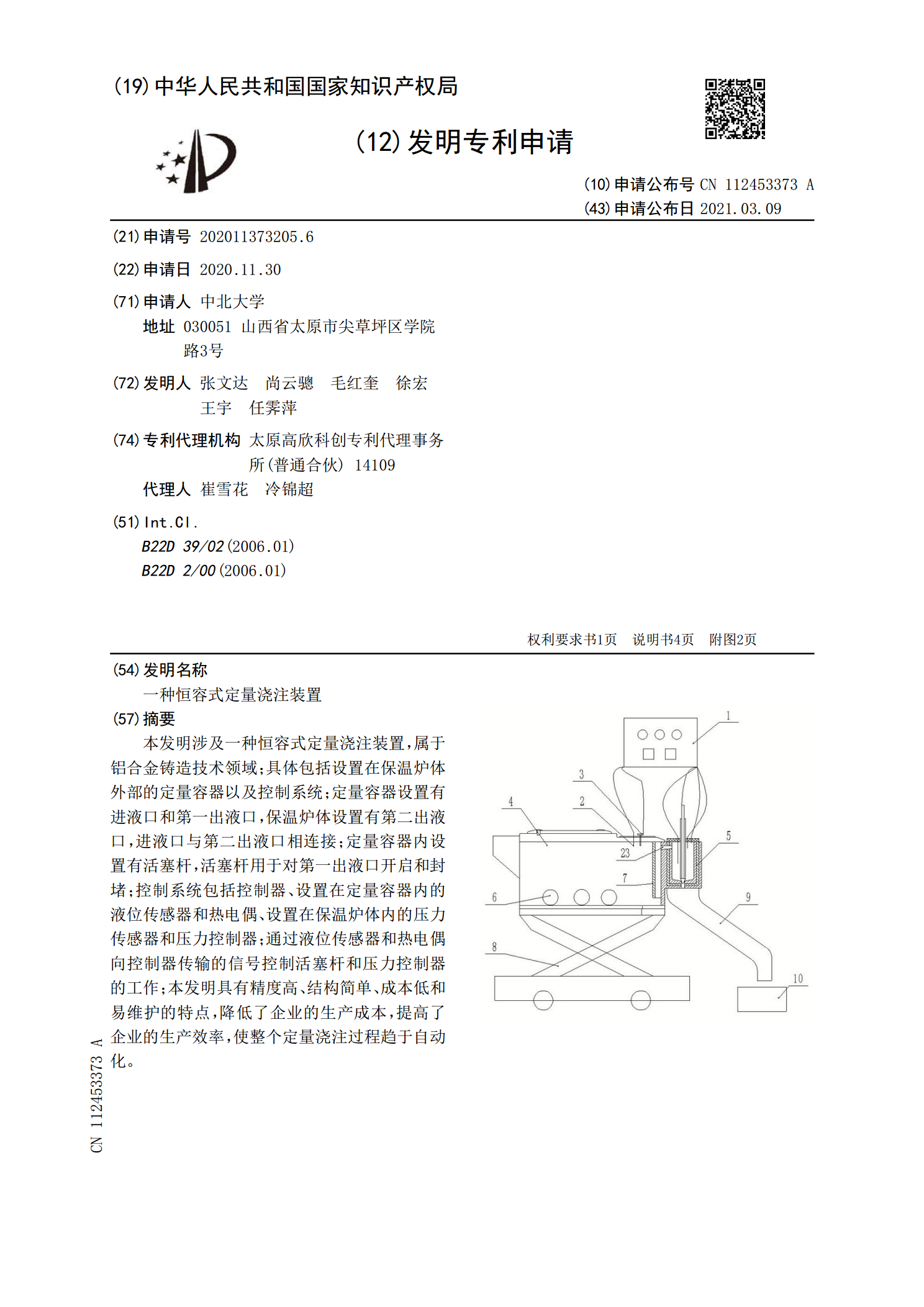
本发明涉及一种恒容式定量浇注装置,属于铝合金铸造技术领域;具体包括设置在保温炉体外部的定量容器以及控制系统;定量容器设置有进液口和第一出液口,保温炉体设置有第二出液口,进液口与第二出液口相连接;定量容器内设置有活塞杆,活塞杆用于对第一出液口开启和封堵;控制系统包括控制器、设置在定量容器内的液位传感器和热电偶、设置在保温炉体内的压力传感器和压力控制器;通过液位传感器和热电偶向控制器传输的信号控制活塞杆和压力控制器的工作;本发明具有精度高、结构简单、成本低和易维护的特点,降低了企业的生产成本,提高了企业的生产
一种定量浇注方法及定量浇注装置、成形装置.pdf
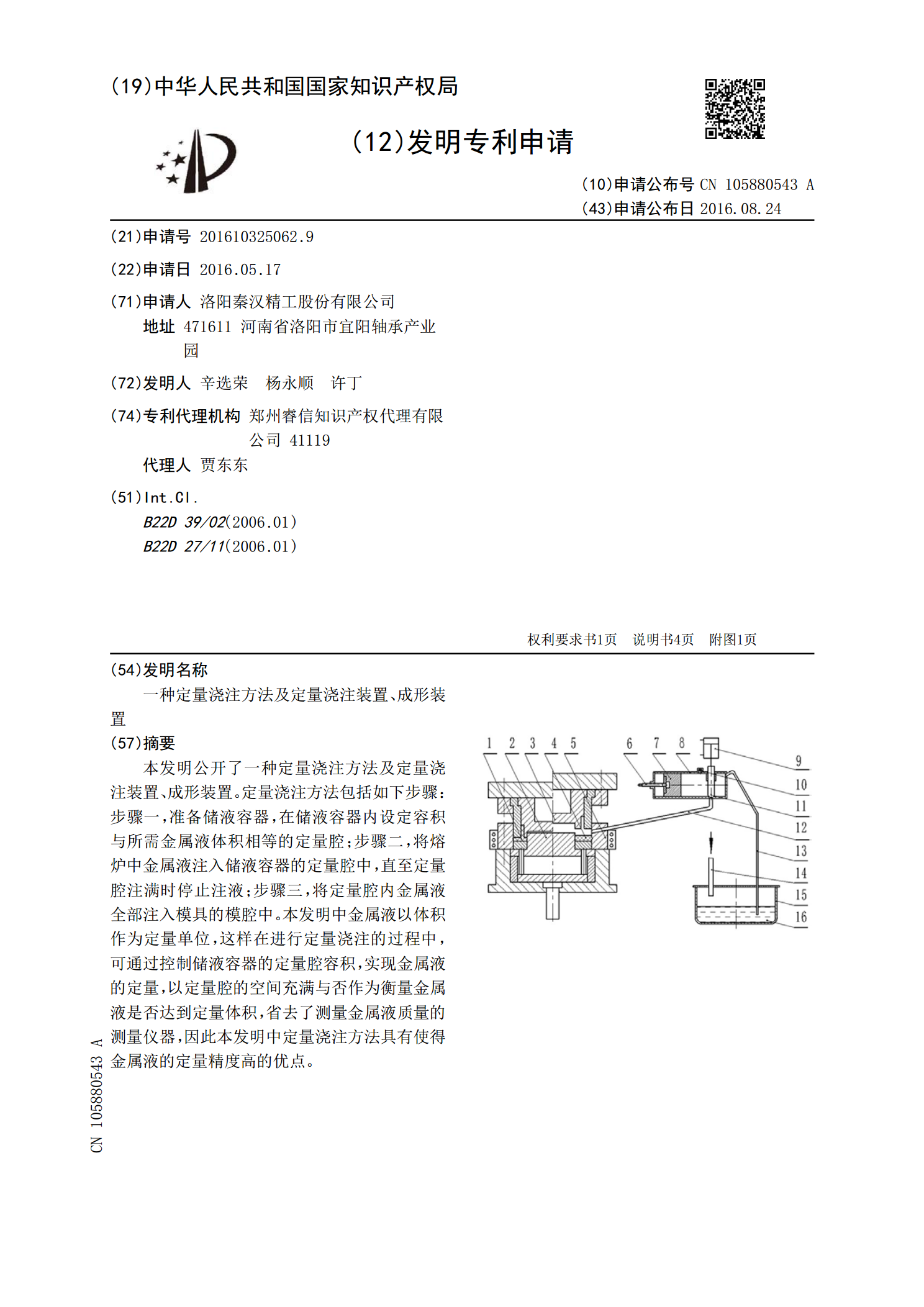
本发明公开了一种定量浇注方法及定量浇注装置、成形装置。定量浇注方法包括如下步骤:步骤一,准备储液容器,在储液容器内设定容积与所需金属液体积相等的定量腔;步骤二,将熔炉中金属液注入储液容器的定量腔中,直至定量腔注满时停止注液;步骤三,将定量腔内金属液全部注入模具的模腔中。本发明中金属液以体积作为定量单位,这样在进行定量浇注的过程中,可通过控制储液容器的定量腔容积,实现金属液的定量,以定量腔的空间充满与否作为衡量金属液是否达到定量体积,省去了测量金属液质量的测量仪器,因此本发明中定量浇注方法具有使得金属液的定
一种无氧化输液式定量浇注装置及方法.pdf
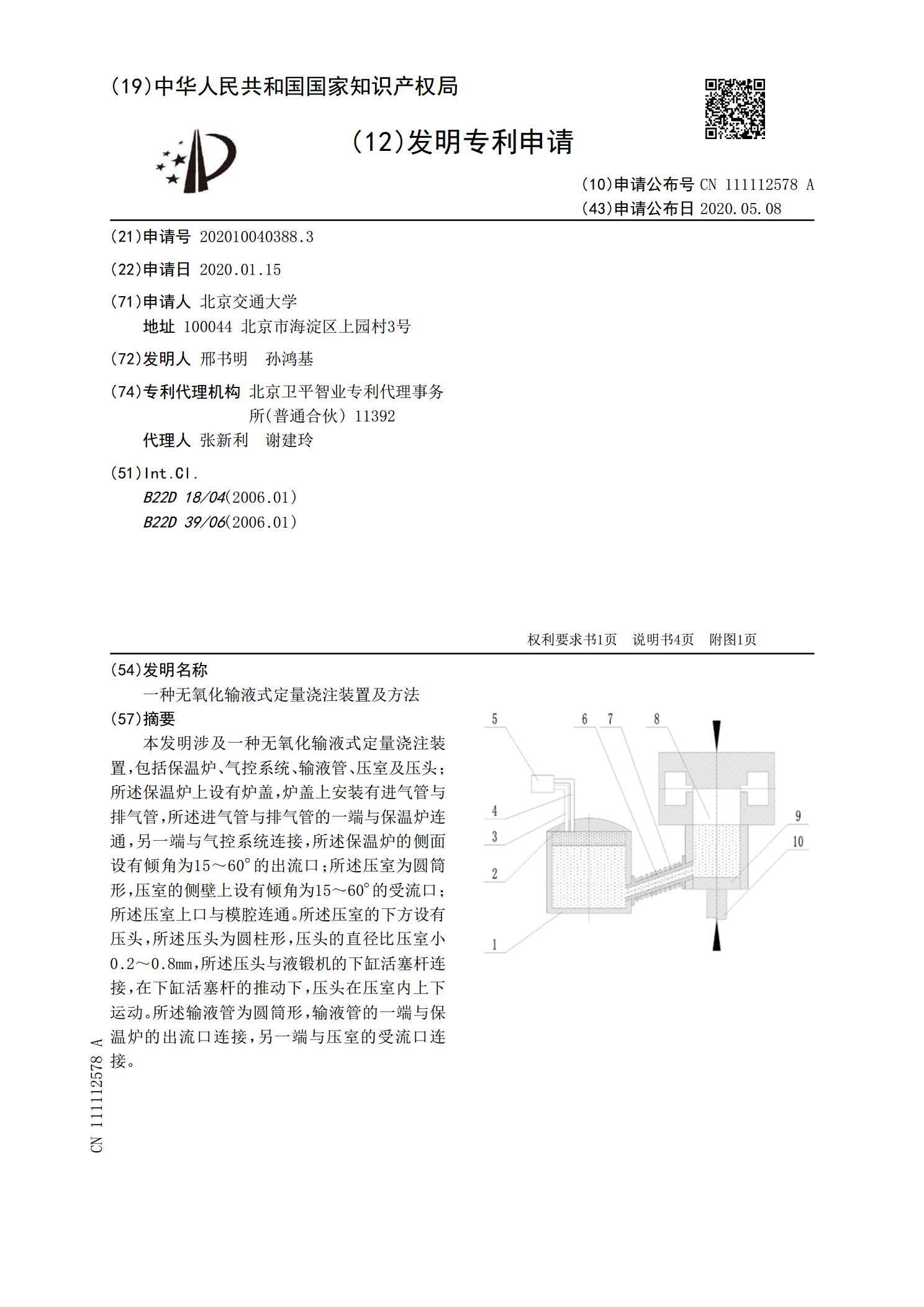
本发明涉及一种无氧化输液式定量浇注装置,包括保温炉、气控系统、输液管、压室及压头;所述保温炉上设有炉盖,炉盖上安装有进气管与排气管,所述进气管与排气管的一端与保温炉连通,另一端与气控系统连接,所述保温炉的侧面设有倾角为15~60°的出流口;所述压室为圆筒形,压室的侧壁上设有倾角为15~60°的受流口;所述压室上口与模腔连通。所述压室的下方设有压头,所述压头为圆柱形,压头的直径比压室小0.2~0.8mm,所述压头与液锻机的下缸活塞杆连接,在下缸活塞杆的推动下,压头在压室内上下运动。所述输液管为圆筒形,输液管

恒流量倾倒式定量浇注的液控技术研究的中期报告.docx
恒流量倾倒式定量浇注的液控技术研究的中期报告一、研究背景液控技术是近年来一项非常重要的研究领域。液控技术主要涉及到在特定条件下对液体的流动进行控制和管理。在工业生产、科学研究等领域,液控技术的应用已经非常广泛。其中,液体的准确测量和定量控制是液控技术中非常关键的环节。在浇注过程中,精确地测量液体的流量和控制液体的倾倒量是非常必要的。在液体的倾倒过程中,如果没有合适的控制和管理方法,液体容易发生泼洒、浪费等问题。因此,需要有一种有效的方法来控制液体的流量和倾倒量,以便在不浪费材料的情况下完成液体浇注。二、研