
一种用于粘结磁性器件的高温胶快速固化的方法.pdf

鹏飞****可爱

1/10

2/10
3/10

4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于粘结磁性器件的高温胶快速固化的方法.pdf
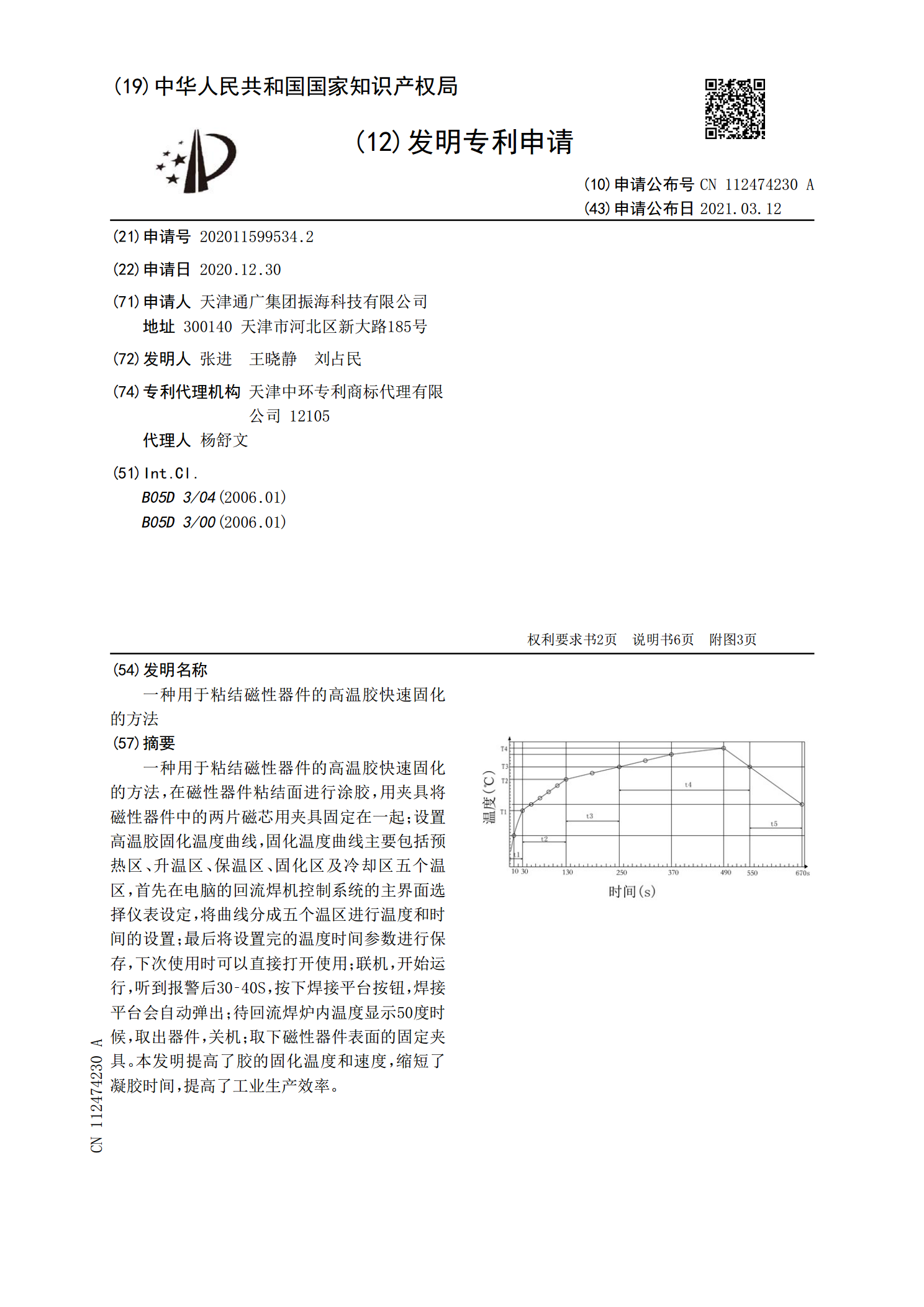
一种用于粘结磁性器件的高温胶快速固化的方法,在磁性器件粘结面进行涂胶,用夹具将磁性器件中的两片磁芯用夹具固定在一起;设置高温胶固化温度曲线,固化温度曲线主要包括预热区、升温区、保温区、固化区及冷却区五个温区,首先在电脑的回流焊机控制系统的主界面选择仪表设定,将曲线分成五个温区进行温度和时间的设置;最后将设置完的温度时间参数进行保存,下次使用时可以直接打开使用;联机,开始运行,听到报警后30‑40S,按下焊接平台按钮,焊接平台会自动弹出;待回流焊炉内温度显示50度时候,取出器件,关机;取下磁性器件表面的固定
一种用于快速制作磁性胶条充磁板的装置.pdf
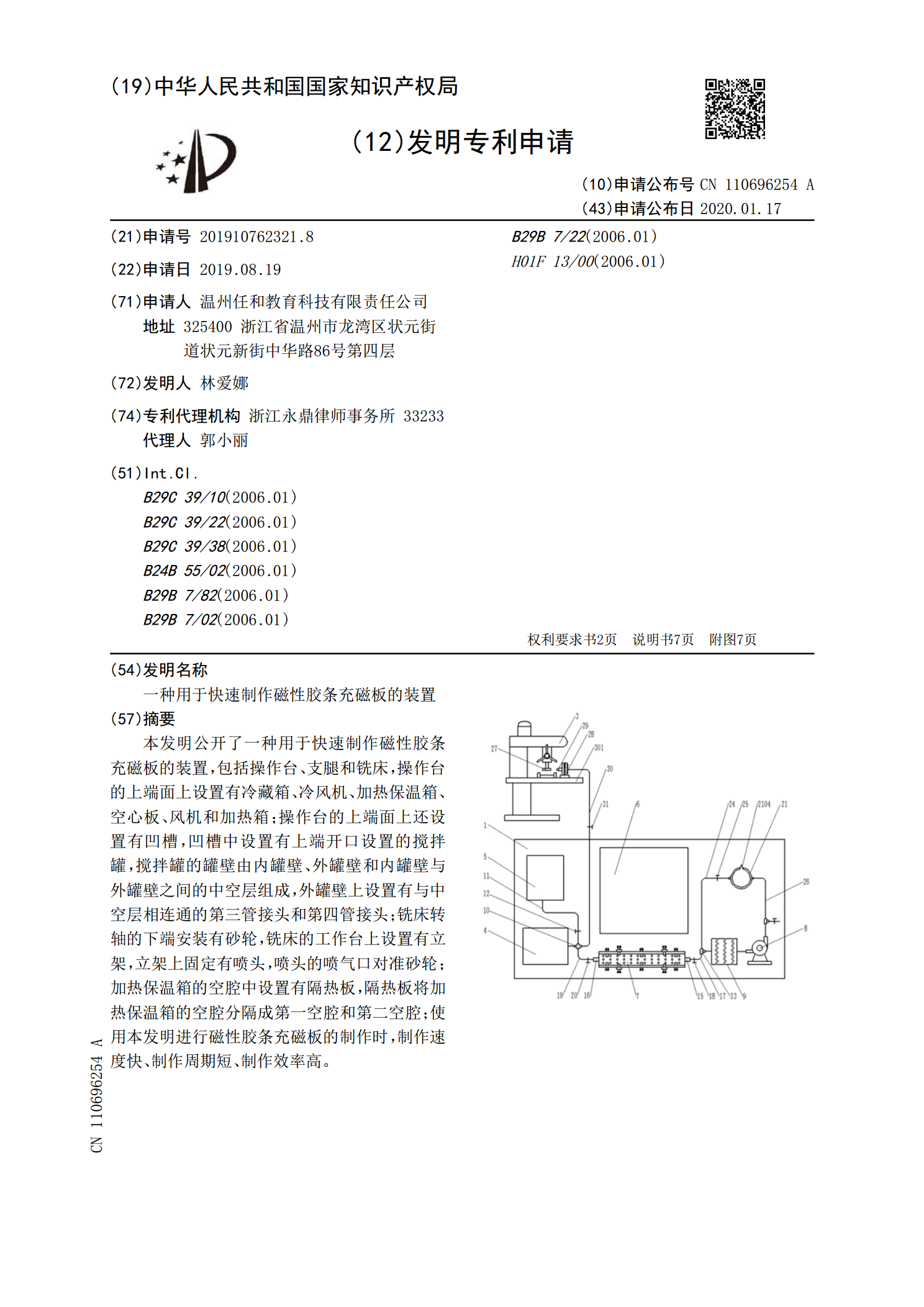
本发明公开了一种用于快速制作磁性胶条充磁板的装置,包括操作台、支腿和铣床,操作台的上端面上设置有冷藏箱、冷风机、加热保温箱、空心板、风机和加热箱;操作台的上端面上还设置有凹槽,凹槽中设置有上端开口设置的搅拌罐,搅拌罐的罐壁由内罐壁、外罐壁和内罐壁与外罐壁之间的中空层组成,外罐壁上设置有与中空层相连通的第三管接头和第四管接头;铣床转轴的下端安装有砂轮,铣床的工作台上设置有立架,立架上固定有喷头,喷头的喷气口对准砂轮;加热保温箱的空腔中设置有隔热板,隔热板将加热保温箱的空腔分隔成第一空腔和第二空腔;使用本发明
一种用于粘结工程塑料的快速固化环氧体系及其制备方法.pdf
本发明涉及高分子材料应用技术领域,公开了一种用于粘结工程塑料的快速固化环氧体系及其制备方法,用于粘结工程塑料的快速固化环氧体系包含单官能的环氧树脂、多功能团的亚克力、聚胺酯修饰的环氧树脂、脂肪族胺类多元胺、三元胺促进剂及非螯合阴离子金属盐,通过对各组分进行优化组合,从而使其能够性能互补,协同配合形成综合性能优越的双组份环氧体系。该固化环氧体系的制备方法为将各个原料按照相应的质量百分比进行混合、加热后分别制得A组份、B组份,再将A组份、B组份按照相应的质量百分比涂抹于工程塑料进行粘结。本发明显著提高了环氧胶

一种快速固化粘结剂及其制作方法.pdf
本发明公开了一种快速固化粘结剂及其制作方法,所述快速固化粘结剂的原料由苯酚、37%甲醛、86%多聚甲醛、NaOH、H2O、硅烷偶联剂和酚醛树脂固化剂组成,由本发明所制得的快速固化粘结剂在砂布磨具制造应用中,只需直接进行2小时烘干就能实现固化烘干工艺,与传统工艺相比,大幅减短了固化时间,省去了制造固化炉的资金投入,而且取消了时效处理,在生产中提高工效,节省人力,从而大量缩短产品的生产周期,达到大大减低产品成本的目的,增强产品的市场竞争力和提高经济效益;同时能节约电、蒸汽、水和煤等,在节能减排方面作出巨大贡献

一种UV快速固化温水快速水解胶及其制备方法.pdf
本发明公开了一种UV快速固化温水快速水解胶及其制备方法,该水解胶是由以下质量份数的原料组成:50-70份的柔性聚氨酯丙烯酸改性树脂、10-15份的水性增塑剂、2-5份的保湿剂、1-5份的吸水剂、10-40份的水溶性活性单体、1-3份的光引发剂、0.5-1份的消泡剂。其制备方法为:将各成分混合均匀即可。本发明的UV水解胶无需加热,只需在UV灯照射下可以在2~5秒左右即达到一定之强度,以便进行下一个制程的操作,比如切割打磨,钻孔等加工,当所有制程完成后即可在50~90℃水中进行分解,2~10min胶层整体脱落