
电子束冷床熔炼钛或钛合金方坯的方法.pdf

书生****写意


1/6
2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电子束冷床熔炼钛或钛合金方坯的方法.pdf
本发明提供一种电子束冷床熔炼钛或钛合金方坯的方法,其特征在于包括下列步骤:(1)凝壳预热、(2)第一阶段做头、(3)第二阶段做头、(4)第三阶段做头、(5)熔炼、(6)结束。实现了电子束冷床熔炼EB炉一炉就能同时熔铸三150mm的钛或钛合金方坯,显著改善了方坯的表面质量,提高了成材率。
一种钛或钛合金的电子束冷床炉矩形熔炼断面补缩工艺.pdf
钛或钛合金的电子束冷床炉矩形熔炼断面补缩工艺,确定需补缩断面后停止进料,待物料全部熔化后,将负责扫描电子束冷床炉熔炼区、精炼区及浇铸区的电子枪关闭,直至浇铸口无金属液流趟至电子束冷床炉的结晶器;保持铸锭的长度位置不变,维持结晶器内液面位置;开始执行补缩;若补缩位置为铸锭头部,补缩完成后恢复负责扫描结晶器的电子枪扫描图形大小,恢复其电子枪的扫描功率,并打开负责熔炼区、精炼区及浇铸区的电子枪,待电子枪运行稳定后直接浇铸;补缩位置为铸锭尾部时,直接关闭电子枪。本发明工艺设计简单、操作方便、使用效果好,能有效解决
一种电子束冷床熔炼炉熔炼纯钛做锭头的方法.pdf
一种电子束冷床熔炼炉熔炼纯钛做锭头的方法,本发明启动1~7号EB枪,增加氢气的量,使EB枪电流为1A左右;通过偏转、旋转等按钮,来调节每把枪的图形,使它在相应的位置;开始冷却40min,下拉40mm;然后加大6、7号枪的电流到5A,持续5min,使结晶器中凝固的钛液的表面完全融化;缓慢加大1~4号枪的电流为9A,5号枪的电流为4.5A图形为P3∮3;从而开始正常熔炼,做头结束。本发明的有益效果是,能够提高钛锭的成材率,改善表面质量,从而降低生产成本。做出的锭头平整、无缺陷,为生产出高质量的钛锭打下坚实的基

钛合金电子束冷床熔炼技术的发展现状.docx
钛合金电子束冷床熔炼技术的发展现状钛合金电子束冷床熔炼技术是一种利用高功率电子束辐射作用下的钛合金熔化和凝固过程实现制备高品质钛合金材料的新兴技术。该技术采用冷床工艺控制熔融池形成和凝固,可实现材料组织致密、均匀、晶粒细小等优点,同时还具有节约能源、环保等显著优势。本文就钛合金电子束冷床熔炼技术的发展现状做一综述,以期为相关领域科研工作者提供参考。一、钛合金电子束冷床熔炼技术的原理钛合金电子束冷床熔炼技术主要基于高功率电子束辐射对钛合金熔池的熔化和凝固控制作用,它可以利用电子束辐射发生的电磁场和热量效应控
一种TA15钛合金的电子束冷床熔炼方法.pdf
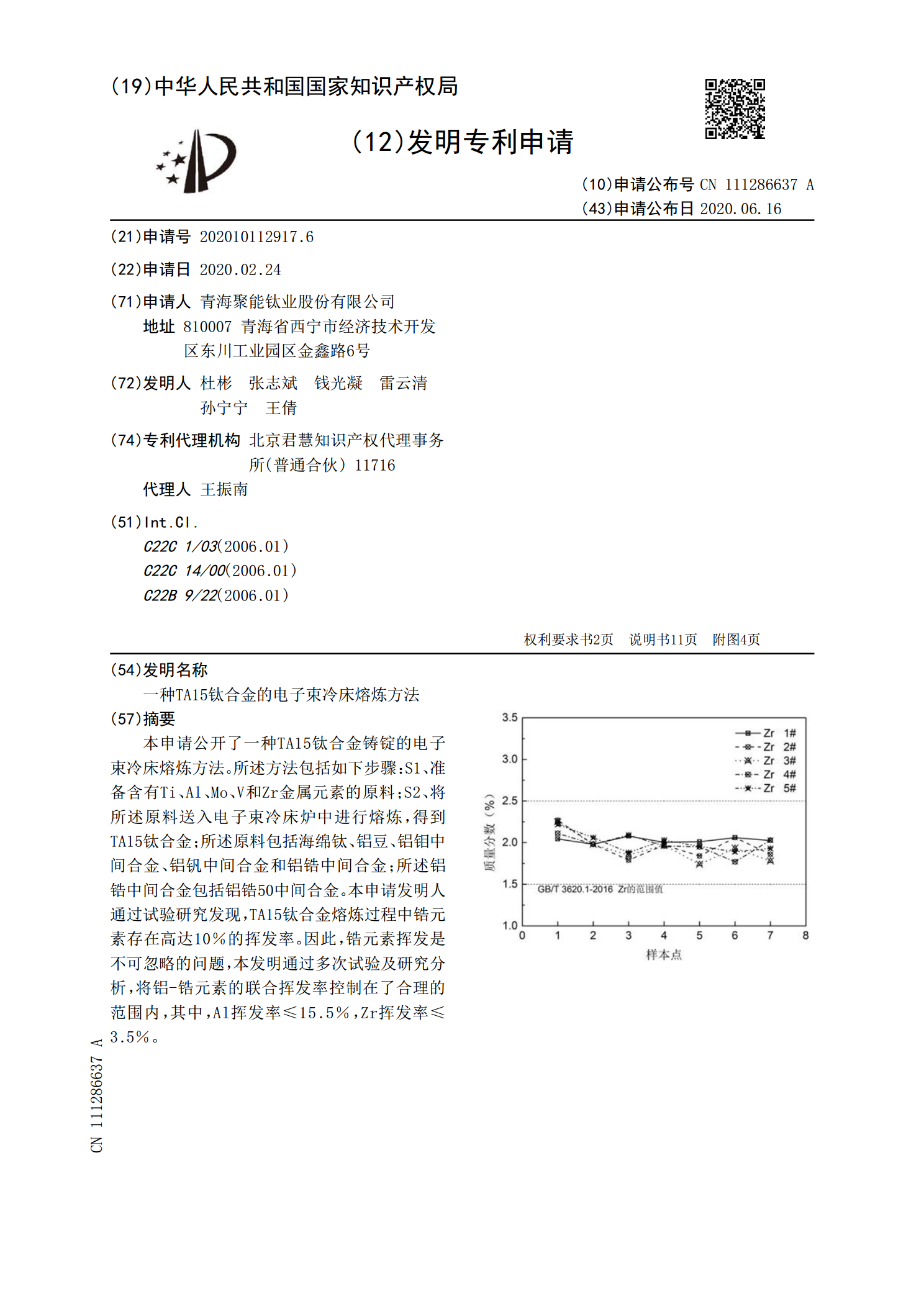
本申请公开了一种TA15钛合金铸锭的电子束冷床熔炼方法。所述方法包括如下步骤:S1、准备含有Ti、Al、Mo、V和Zr金属元素的原料;S2、将所述原料送入电子束冷床炉中进行熔炼,得到TA15钛合金;所述原料包括海绵钛、铝豆、铝钼中间合金、铝钒中间合金和铝锆中间合金;所述铝锆中间合金包括铝锆50中间合金。本申请发明人通过试验研究发现,TA15钛合金熔炼过程中锆元素存在高达10%的挥发率。因此,锆元素挥发是不可忽略的问题,本发明通过多次试验及研究分析,将铝‑锆元素的联合挥发率控制在了合理的范围内,其中,Al挥