
一种连铸中间包烘烤操作方法.pdf

醉香****mm

1/8
2/8

3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连铸中间包烘烤操作方法.pdf
本发明公开了一种连铸中间包烘烤操作方法,涉及钢铁生产技术领域,以中间包烘烤为核心,通过烘烤前的中间包检查、烘烤器检查及中间包和浸入式水口烘烤过程跟踪等环节,有效降低了开浇头炉事故发生率,提高了连铸机作业率和经济效益。
一种蓄热式连铸中间包烘烤装置.pdf
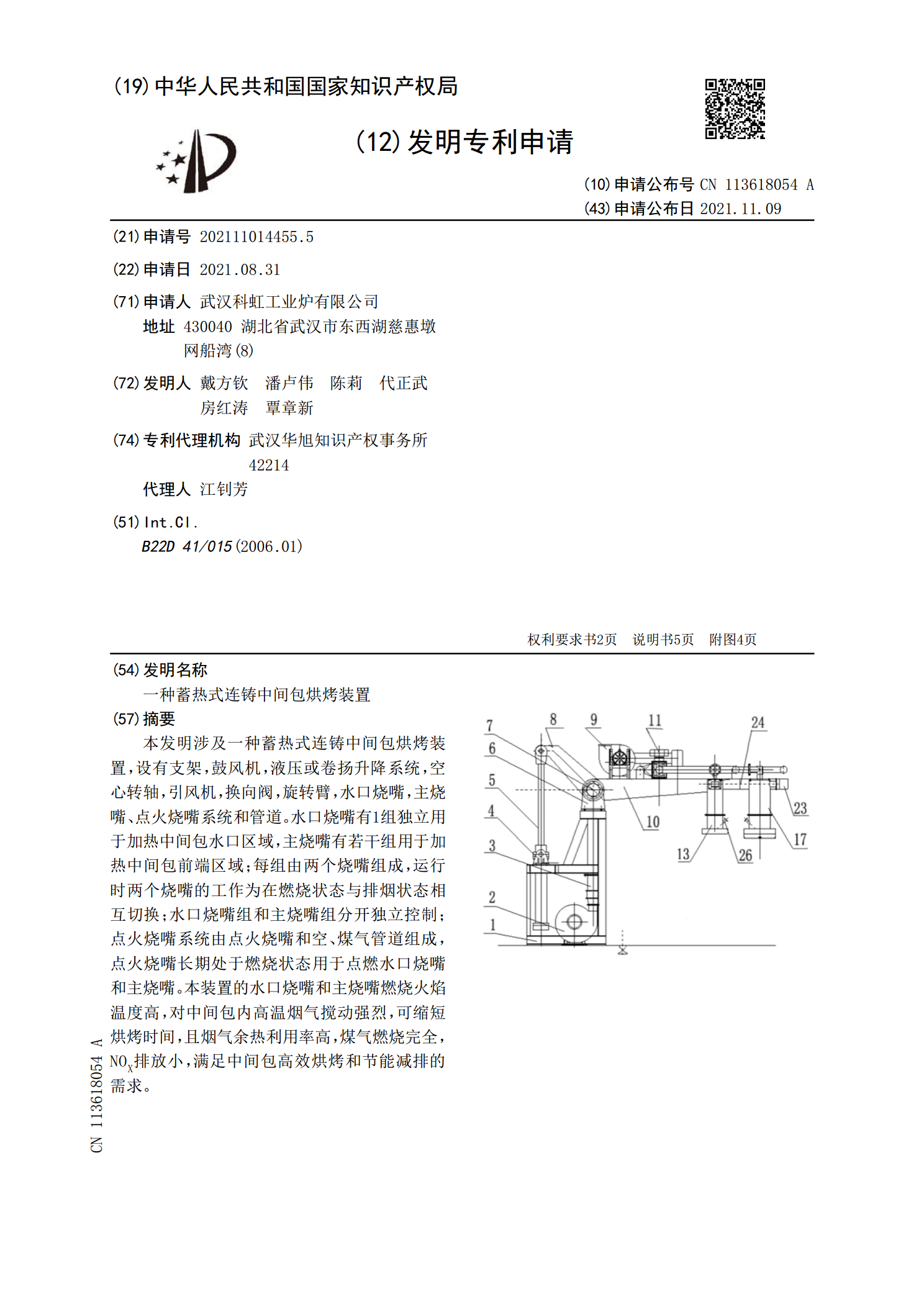
本发明涉及一种蓄热式连铸中间包烘烤装置,设有支架,鼓风机,液压或卷扬升降系统,空心转轴,引风机,换向阀,旋转臂,水口烧嘴,主烧嘴、点火烧嘴系统和管道。水口烧嘴有1组独立用于加热中间包水口区域,主烧嘴有若干组用于加热中间包前端区域;每组由两个烧嘴组成,运行时两个烧嘴的工作为在燃烧状态与排烟状态相互切换;水口烧嘴组和主烧嘴组分开独立控制;点火烧嘴系统由点火烧嘴和空、煤气管道组成,点火烧嘴长期处于燃烧状态用于点燃水口烧嘴和主烧嘴。本装置的水口烧嘴和主烧嘴燃烧火焰温度高,对中间包内高温烟气搅动强烈,可缩短烘烤时间
一种蓄热式连铸中间包烘烤系统.pdf
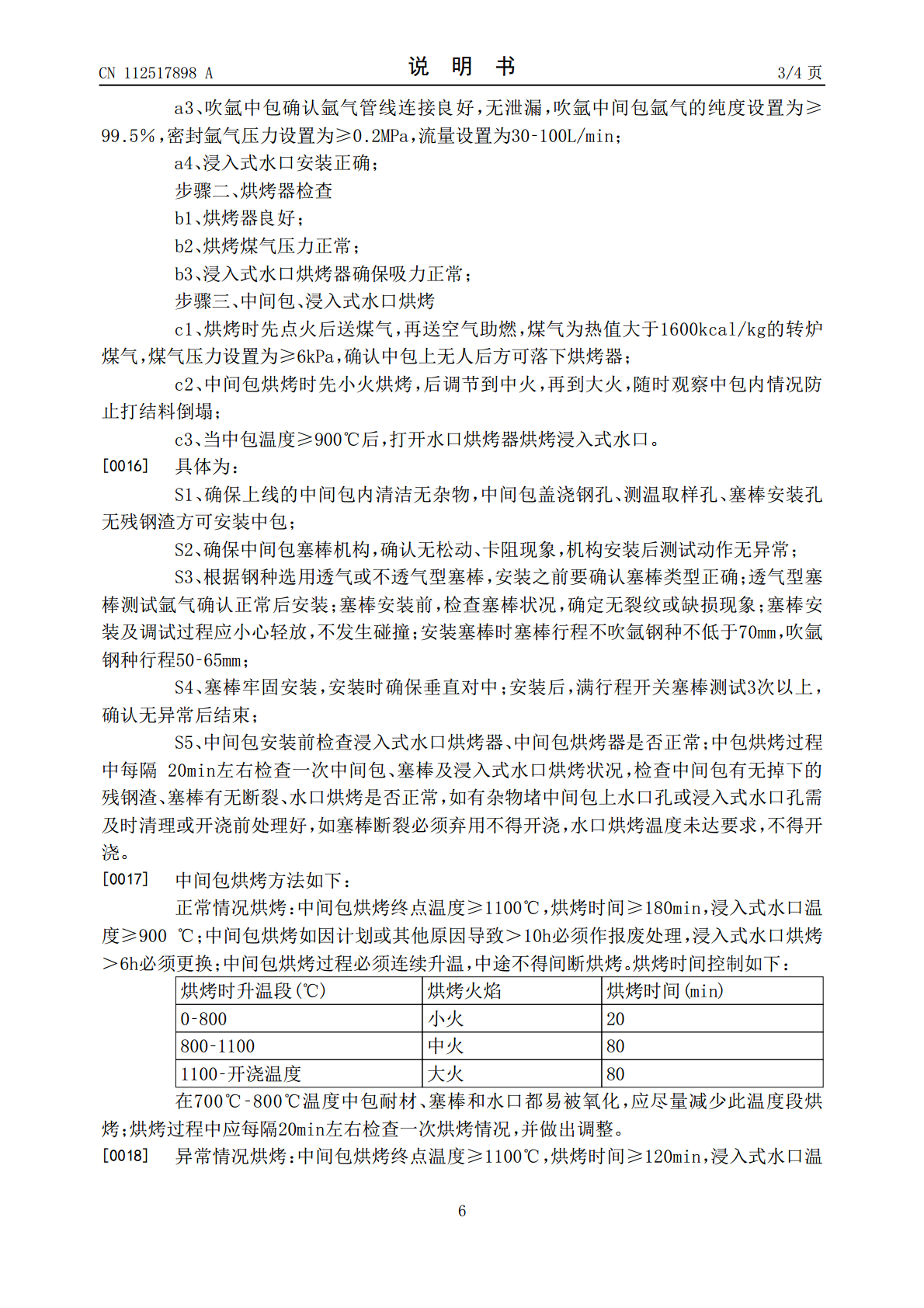
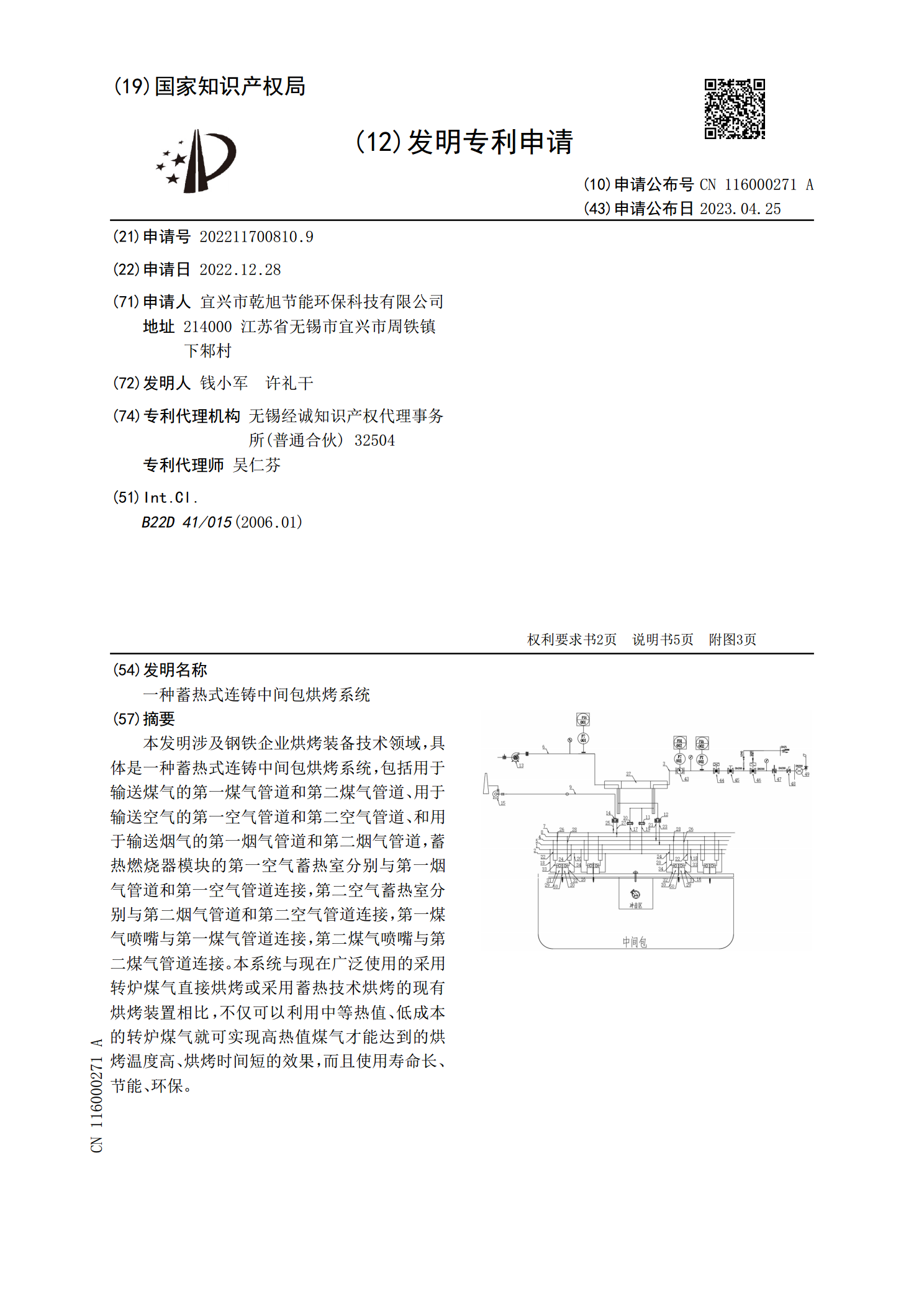
本发明涉及钢铁企业烘烤装备技术领域,具体是一种蓄热式连铸中间包烘烤系统,包括用于输送煤气的第一煤气管道和第二煤气管道、用于输送空气的第一空气管道和第二空气管道、和用于输送烟气的第一烟气管道和第二烟气管道,蓄热燃烧器模块的第一空气蓄热室分别与第一烟气管道和第一空气管道连接,第二空气蓄热室分别与第二烟气管道和第二空气管道连接,第一煤气喷嘴与第一煤气管道连接,第二煤气喷嘴与第二煤气管道连接。本系统与现在广泛使用的采用转炉煤气直接烘烤或采用蓄热技术烘烤的现有烘烤装置相比,不仅可以利用中等热值、低成本的转炉煤气就可
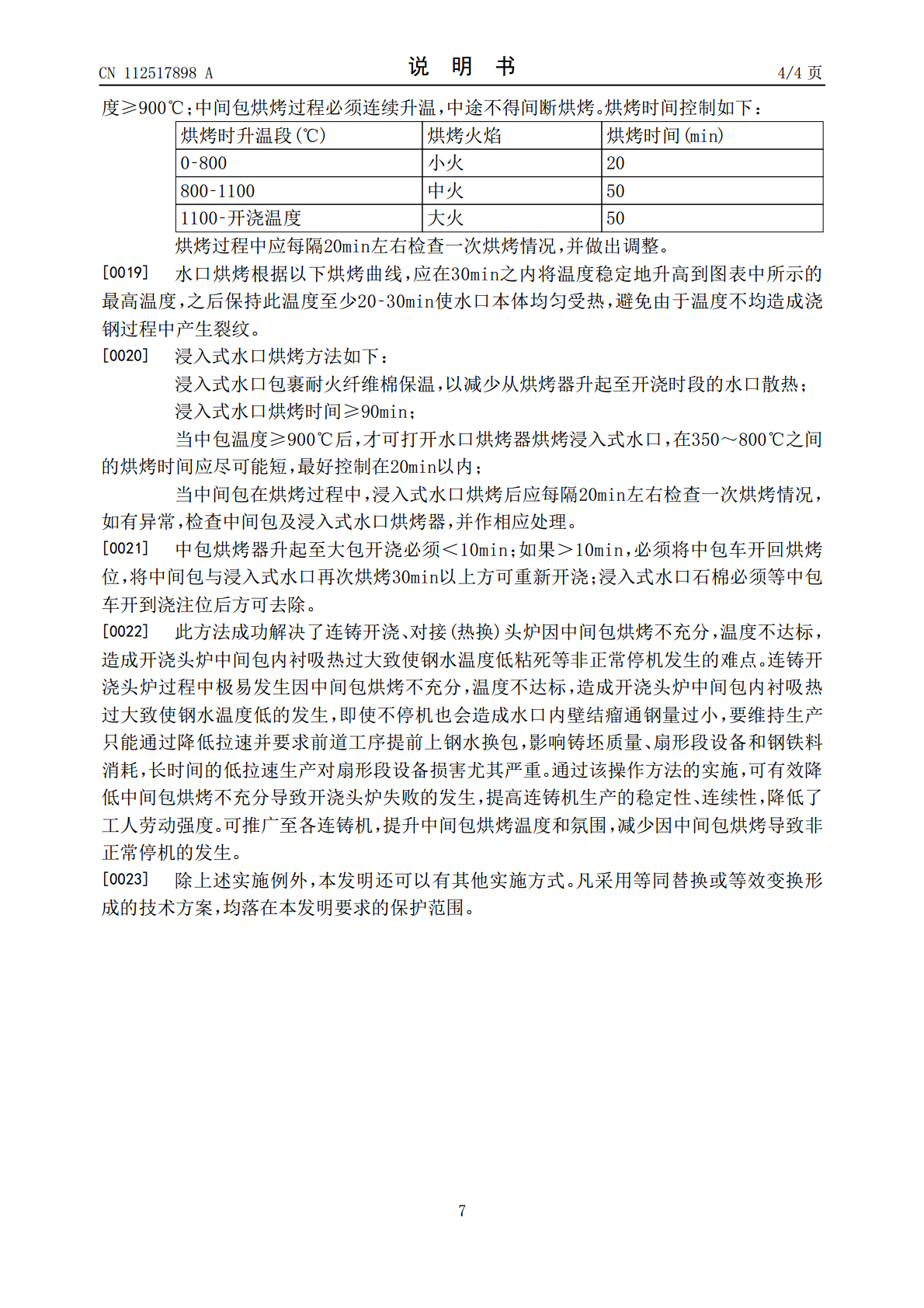
一种连铸中间包浸入式水口在线烘烤装置及烘烤方法.pdf
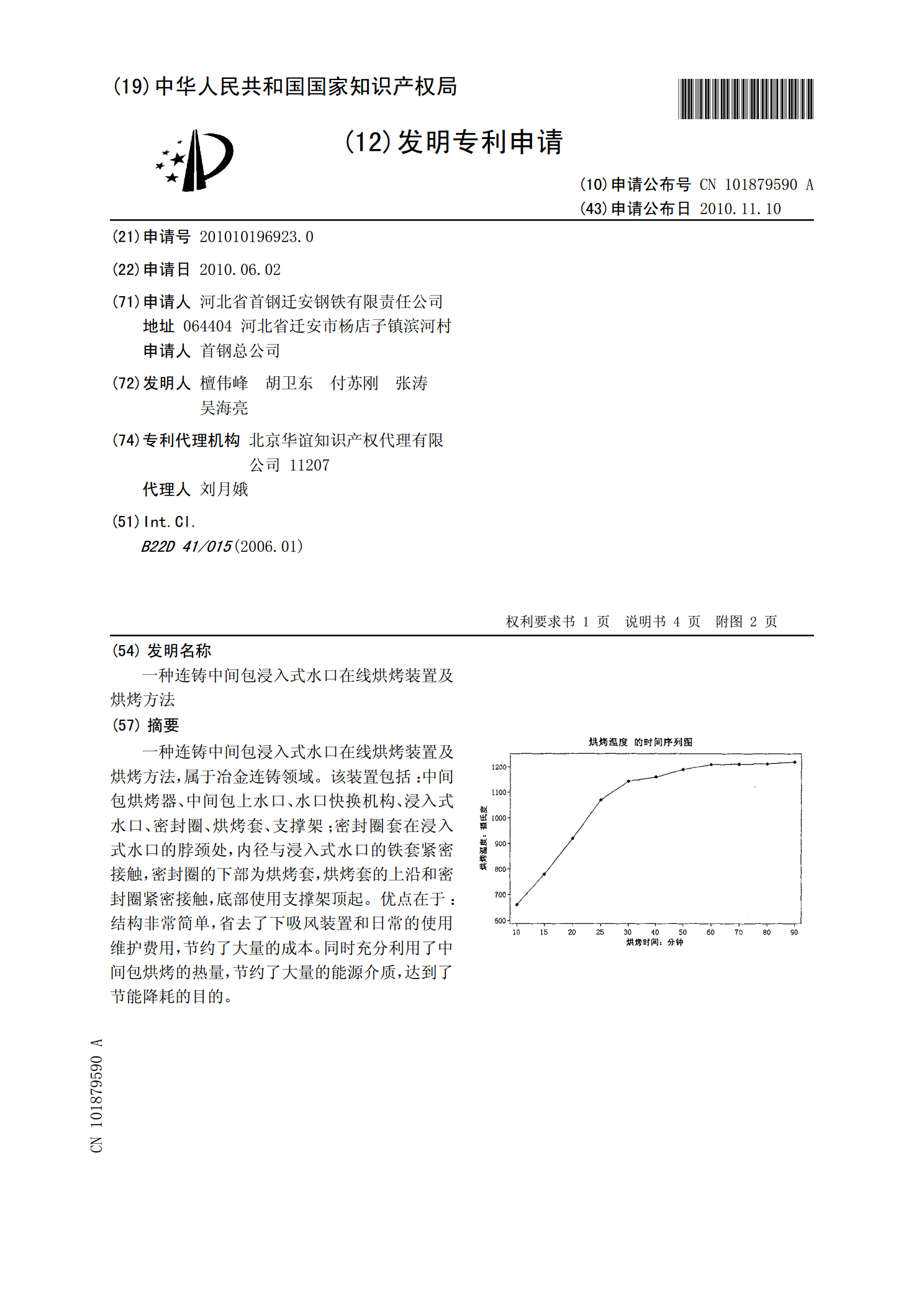
一种连铸中间包浸入式水口在线烘烤装置及烘烤方法,属于冶金连铸领域。该装置包括:中间包烘烤器、中间包上水口、水口快换机构、浸入式水口、密封圈、烘烤套、支撑架;密封圈套在浸入式水口的脖颈处,内径与浸入式水口的铁套紧密接触,密封圈的下部为烘烤套,烘烤套的上沿和密封圈紧密接触,底部使用支撑架顶起。优点在于:结构非常简单,省去了下吸风装置和日常的使用维护费用,节约了大量的成本。同时充分利用了中间包烘烤的热量,节约了大量的能源介质,达到了节能降耗的目的。
一种连铸中间包用浸入式水口高效烘烤装置.pdf
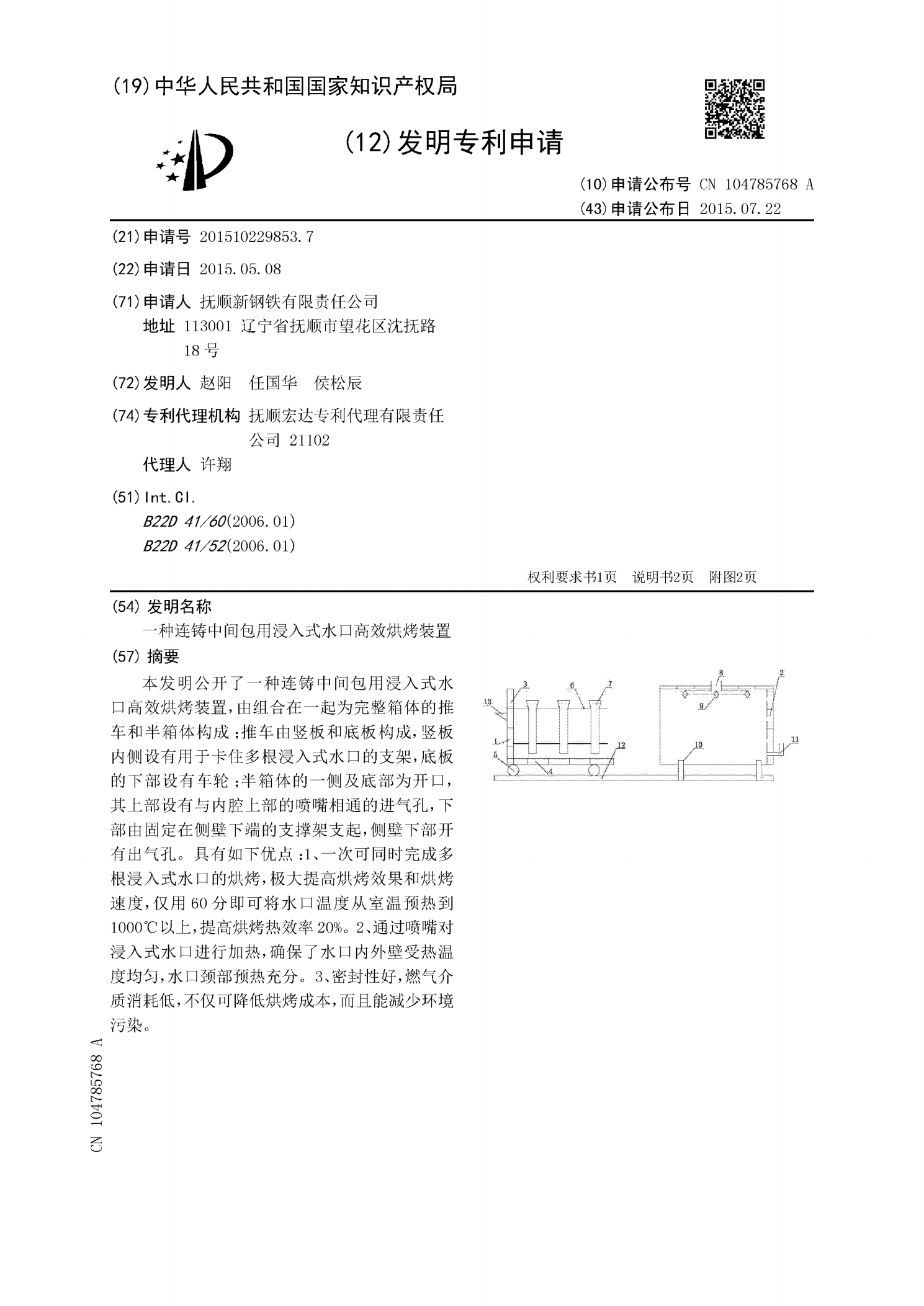
本发明公开了一种连铸中间包用浸入式水口高效烘烤装置,由组合在一起为完整箱体的推车和半箱体构成;推车由竖板和底板构成,竖板内侧设有用于卡住多根浸入式水口的支架,底板的下部设有车轮;半箱体的一侧及底部为开口,其上部设有与内腔上部的喷嘴相通的进气孔,下部由固定在侧壁下端的支撑架支起,侧壁下部开有出气孔。具有如下优点:1、一次可同时完成多根浸入式水口的烘烤,极大提高烘烤效果和烘烤速度,仅用60分即可将水口温度从室温预热到1000℃以上,提高烘烤热效率20%。2、通过喷嘴对浸入式水口进行加热,确保了水口内外壁受热温